柔性生产线实训系统的研究与改造
2016-05-10李新新
李新新
(1.河南科技大学,河南 洛阳 471000;2.平高集团有限公司,河南 平顶山 467000)
柔性生产线实训系统的研究与改造
李新新1,2
(1.河南科技大学,河南 洛阳 471000;2.平高集团有限公司,河南 平顶山 467000)
依托河南省某高职院校现有的自动化生产线实训平台,通过对自动化生产线各个工作站控制系统的整合与升级及通信站点的联结,将该自动化生产线升级改造为基于PLC S7-300控制器,以ProfiBUS总线进行通讯的柔性生产线实训系统。
柔性生产线、实训系统、S7-300控制器、ProfiBUS总线
The Research and Reform of Training System on Flexible Production Line
概述
自1954年美国麻省理工学院第一台数控铣床诞生后,70年代初柔性自动化进入了生产实用阶段。几十年来,从单台数控机床的应用逐渐发展到柔性制造单元、柔性生产线和计算机集成制造系统,使柔性自动化得到了迅速发展。柔性生产线是一种技术复杂、高度自动化的系统,它将微电子学、计算机和系统工程等技术有机地结合起来,理想和圆满地解决了机械制造高自动化与高柔性化之间的矛盾。
本文依托河南省某高职院校现有的自动化生产线实训室,通过对自动化生产线各个工作站控制系统的整合与升级及通信站点的联结,将该自动化生产线升级改造为基于PLC S7-300控制器,以ProfiBUS总线进行通讯的柔性生产线实训系统。
1. 柔性生产线实训系统总体设计
1.1 设计思想
本课题柔性生产线系统是以工业生产型自动化装配生产线为基础改造开发出的教学实训装置。该装置采用铝合金结构件搭建主、从站的主体架子,控制部分的器件选型主要以西门子公司的产品为主。为了使装配任务方便可行,对亚龙YL-335B实训装置升级改造的具体要求如下:
(1)针对电气控制部分改造,体现技术的先进性及实用性;
(2)装置的机械部分不变;
(3)装置的工艺流程基本不变;
(4)改造费用尽可能低,可开发的新的实训项目尽可能多样。
该控制系统基于PLC与PROFIBUS现场总线技术,由组态监控单元、S7-300主站、S7-200从站组成,可实现原料出库、材料检测、分拣、加工、装配、颜色检测、废品入库、零件入库整个生产过程的自动控制与组态监控。
1.2 系统布局
亚龙YL-335B型自动生产线实训考核装备由安装在铝合金导轨式实训台上的送料单元、加工单元、装配单元、输送单元和分拣单元5个单元组成。其中,每一工作单元都可自成一个独立的系统,同时也都是一个机电一体化的系统。各个单元的执行机构基本上以气动执行机构为主,但输送单元的机械手装置整体运动则采取伺服电机驱动、精密定位的位置控制,使该驱动系统具有长行程、多定位点的特点,是一个典型的一维位置控制系统。分拣单元的传送带驱动则采用了通用变频器驱动三相异步电动机的交流传动装置。
1.3 系统控制方案
随着企业自动化水平的不断提高,控制系统复杂程度不断加大,小型PLC控制器的使用日渐弊端,有逐渐被中、高性能的PLC取代的趋势,作为一所注重学生职业技能培养的高职院校,必须适应当今技术市场的变化,培养出高素质高技能型优秀技术人才,以满足企业的需求。
使用S7-300 PLC和S7-200 PLC作为主从控制器,控制方案如图1所示。
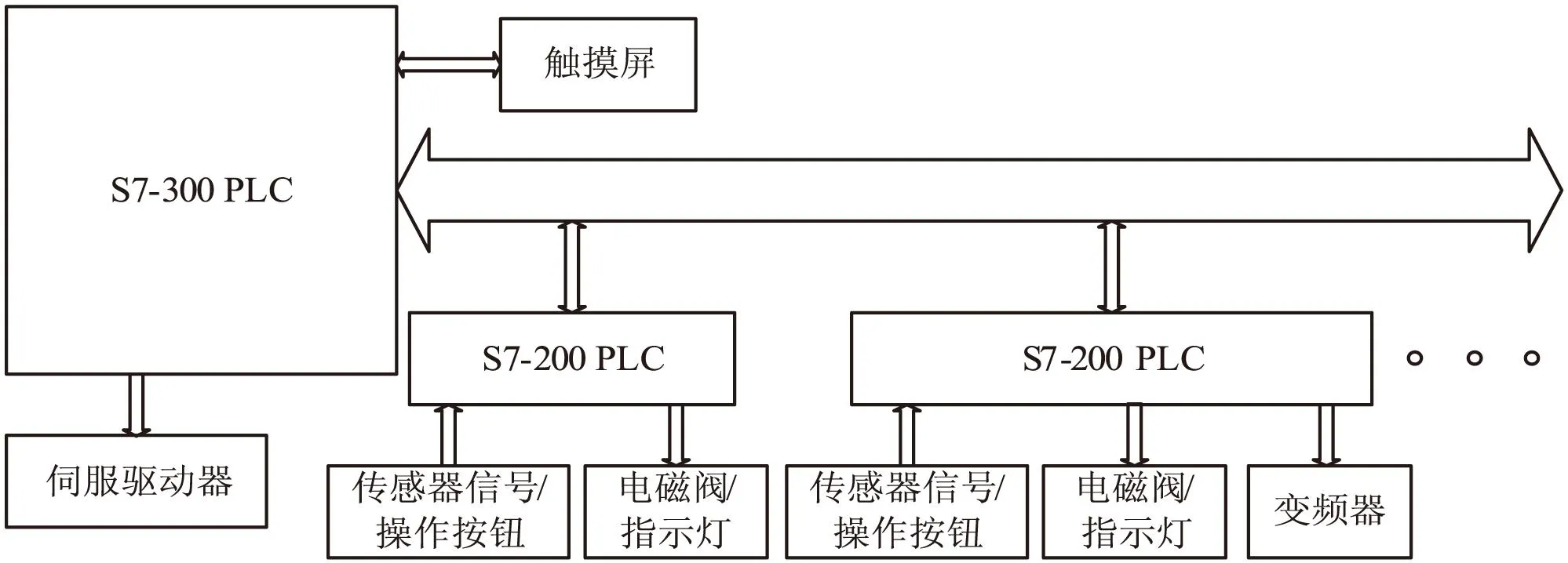
图1 控制方案
S7-300 PLC作为主站控制器,扩展多个S7-200 PLC作为从站控制,通过主从站数据交换,达到对系统控制的目的。主站PLC控制伺服驱动器,从而实现对输送站机械手装置的定位控制;通过其和触摸屏的数据交换,接收触摸屏发出的信号,通过内部程序控制发出相应的控制信号;同时,主站PLC能够向触摸屏提供相应的数据,完成对装置的状态监视。从站PLC接收传感器、操作按钮等装置上的输入信号,通过其内部程序控制主站发出的控制信号,完成对被控对象的控制。
2. ProfiBUS现场总线的系统设计
PROFIBUS-DP是PROFIBUS现场总线系列中应用最为广泛的一种,使用了ISO/OSI通信标准模型的第一层和第二层,用于现场层的数据高速低成本通信,特别适合可编程控制器与现场分散I/O设备之间的通信。因此,选用PROFIBUS-DP作为现场通信总线。
2.1 主从站设计
选用PLC S7-300作为系统的一类DP主站,负责总线的通信管理与从站的数据读写。个人计算机作为系统的监控站,通过CP5611网卡接入DP总线,但不进行硬件组态,只是以总线方式与S7-300进行通讯,读取S7-300中的数据,并通过组态软件实现实时监控功能。该结构类型下,若PC机出现故障,系统仍然能够正常运行,只是失去了监控功能。
根据该柔性制造系统的功能要求,从站均选用S7-200系列可编程控制器CPU-226-CN。该系列PLC不具备PROFIBUS通信接口,需通过DP扩展从站模块EM277连接至PROFIBUS-DP网络。EM277经过串行1/0总线连接至CPU-226-CN,为CPU-26-CN提供DP通信端口,并且接受主站的FO组态,向主站发送和接收数据,读写S7-200CPU中定义的变量数据块,使其能与主站交换任何类型的数据。
2.2 通信的实现
要实现S7-300 PLC通过Profibus-DP控制S7-200PLC,必须外加EM277通信模块,由于S7-200 PLC本身不带DP 口,必须通过外挂DP的模块EM277来转换。
图2表示有两个CPU 224和一个EM277 PROFIBUS-DP组建的PROFIBUS网路。在图中,CPU-315-2是DP主站,并且已通过一个带有STEP7编程软件的SIMATIC编程器进行组态,两个CPU 224是CPU 315-2所拥有的两个DP从站。主站DP口与EM277模块通过DP电缆相连接,提供数据交换的通道,而EM277与S7-200 PLC数据的交换经过串行I/O总线。
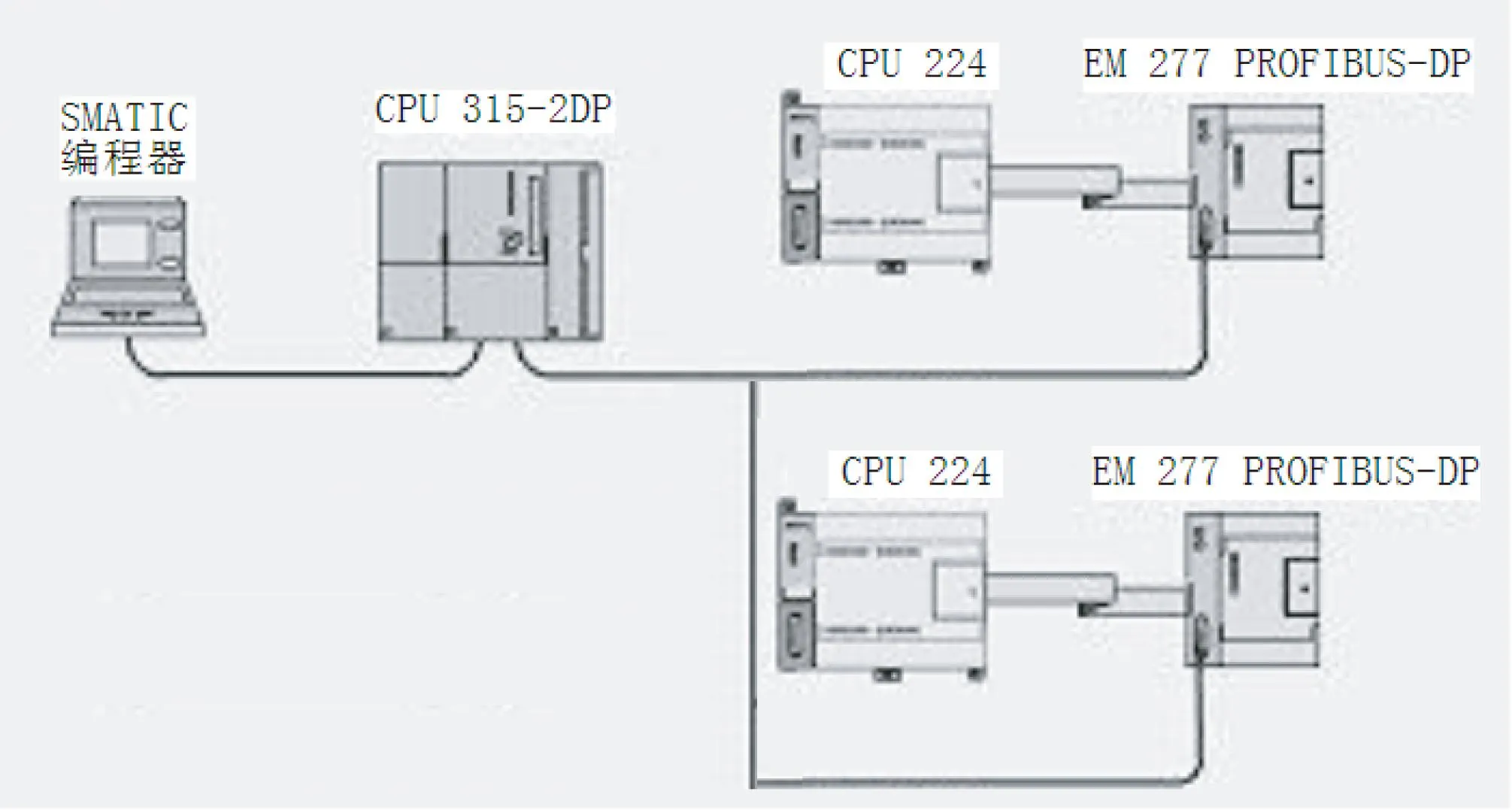
图2 S7-300 PLC和S7-200 PLC组建的PROFIBUS-DP网路
2.3 硬件配置与组态
在新的控制系统中,用带有DP口的西门子S7-314C-2DP PLC代替输送站中的CPU 226CN,作为一级主站,原来放在输送站的触摸屏由于没有DP口,需要采用MPI通信与主站进行数据交换。系统配置清单见表1。
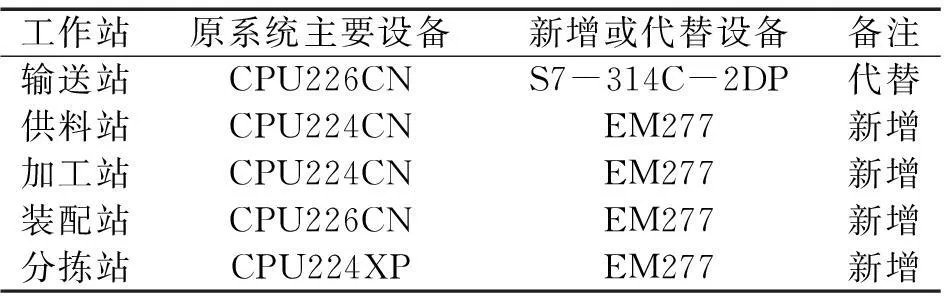
表1 自动化生产线控制系统改造设备配置清单
系统组态分为硬件组态和网络组态,硬件组态是根据实际硬件结构确定各个网络接点模块配置,网络组态主要是确定各个接点地址和通信参数等。
3. 系统控制程序设计
在该控制系统中,程序设计的内容包括:主站PLC程序、各从站PLC程序及触摸屏程序。本部分内容仅以供料站的实现过程为例,完成程序的设计。
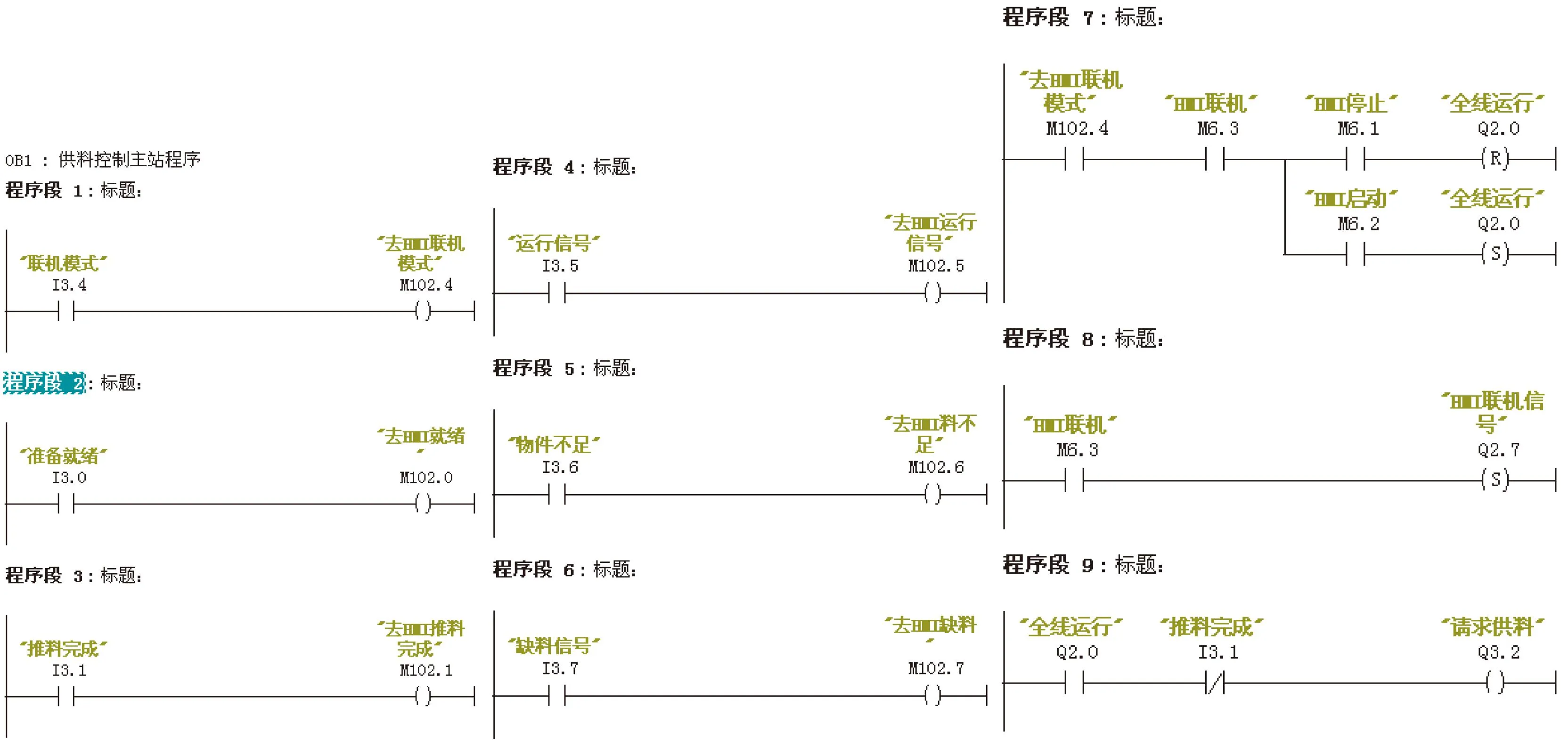
图3 主站PLC程序
供料站设有两种控制模式,分别为:单机操作和联机操作。在对主站与从站PLC程序编制的过程中,需要确定主站与从站数据交换的地址。地址的确定在硬件组态的过程中完成,在EM277上添加两字节的数字量的输入和输出模块,地址为VB0~VB1和VB2~3,对应到S7-314C-2DP PLC地址为QB2~QB3和IB3~IB4。在对从站主程序进行设计时,需要对操作模式进行选择,确定工作模式。依次进行初始化操作、初始状态检查、准备就绪、运行状态和停止状态。在联机操作模式下,运行及停止信号来自于触摸屏上的操作按钮。编制完成的程序如图3所示。4. 系统调试与运行
系统调试前期可选用仿真软件进行模拟实验,检验程序的正确性,以便及时发现存在的错误,避免错误操作带来的损失,有效地缩短后期调试时间。前期调试包括主站前期调试和从站前期调试。
仿真软件只能模拟可编程控制器的部分指令与功能,因此,还必须对柔性制造系统进行后期调试,以确保系统能按控制要求正确运行。系统后期调试主要包括对硬件电路的连接与调试和PLC程序功能实现的调试。
调试时,最关键的是对故障进行分析与诊断,通过对外围线路或系统进行正常检测来确定故障的有无,找出故障的具体位置,从而排除故障,恢复系统正常的运行。柔性制造系统在运行调试时遇到的主要故障可概括为两类:系统无法启动、系统非正常运行。
经过实验实训教学组织与管理的实践证明该柔性自动生产线实训系统的现场运行达到设计要求,软硬件设备运行正常,实验数据正常,各实训项目的教学均收到了预期效果,实训系统达到了升级改造的目的。
5. 结束语
对实训平台的改造将工业主流生产技术融入了实训教学装置,组建了先进的柔性自动化生产线系统,实现了工业自动化生产现场的真实模拟;形成了模块化控制,各从站采用独立的PLC控制,可自由选择从站单独运行或由主站控制运行;扩充了设备通信与数据交换功能,实时性增强,同时便于用户及时发现故障原因并排除故障,进一步提高了该装置的利用率和工作效率。本课题对类似实训室的研发和中小型企业自动生产线的升级改造具有重要的借鉴意义。
[1]唐志辉.基于Profibus-DP智能通信模块设计及开发[D].湖南大学,2008
[2]陈宇.PROFIBUS-PA现场总线电缆的本质安全技术的探究[J].科技创新与应用.2014(22)
[3]李若明.Profibus通信技术在精细化工生产控制中的应用[J].自动化仪表.2013(05)
[4]杨磊,基于PLC的柔性自动化生产线系统的研究与设计[D].山东:曲阜师范大学,2010
[5]郭秋香,张兄华.基于西门子PLC S7—300和Profibus—DP总线技术在水泥灌装系统中的应用[J].电气应用.2011(16)
LI Xin-xin1,2
(1. Henan University of Science and Technology, Luoyang Henan, 471000;2. Pingao Group Co., Ltd., Pingdingshan Henan, 467000)
Based on the automatic production line training rooms in a higher vocational college of Henan province, this paper is focused on the research and reform of training system on flexible production line. The main contents are the integration and upgrade of the control system of each workstation and the links of the communications site. The reformed production line is flexible and controlled by the PLC S7-300 controller based on the communication of ProfiBUS.
flexible production line; training system; S7-300 controller; ProfiBUS
2015-11-09
李新新(1981- ),男,河南科技大学测控技术与仪器仪表专业在职研究生,研究方向为仪器仪表工程。
TH165
A
1671-3974(2016)01-0063-03
