大管径螺旋缠绕高压玻璃钢管缠绕角度对其强度的影响研究
2016-05-07卢卫卓郭龙创周松林郭利军
卢卫卓,郭龙创,周松林,郭利军
(1.北京隆盛泰科石油管科技有限公司 北京 100101; 2.宝钛集团有限公司 陕西 宝鸡 721014; 3.连云港中复连众复合材料集团有限公司 河北 连云港 222006)
大管径螺旋缠绕高压玻璃钢管缠绕角度对其强度的影响研究
卢卫卓1,郭龙创2,周松林3,郭利军1
(1.北京隆盛泰科石油管科技有限公司北京100101; 2.宝钛集团有限公司陕西宝鸡721014; 3.连云港中复连众复合材料集团有限公司河北连云港222006)
摘要:针对大管径螺旋缠绕高压玻璃钢管在实际生产过程中因缠绕角度的变化导致其短时水压失效强度发生明显变化进行分析,通过设定系列缠绕角度,在确保其它工艺及生产参数不变的情况下,生产30°、35°、40°、45°、60°、75°、85°缠绕角DN150高压玻璃钢管各3根,在相同条件下进行短时水压失效强度试验及纵向拉伸试验,分析试验数据总结出螺旋缠绕高压玻璃钢管缠绕角度对其强度影响的规律。
关键词:大管径;螺旋缠绕高压玻璃;缠绕角度;强度
0 引言
玻璃钢管按所用基体材料不同分为树脂基、玻璃钢塑料、无机非金属基及无机/有机玻璃钢4种复合管,目前广泛应用的是树脂基玻璃纤维增强树脂复合材料管[1],依据所使用的树脂分为聚酯玻璃钢管、环氧玻璃钢管、酚醛玻璃钢管。高压玻璃管一般是指压力在3.45 ~34.5 MPa之间的环氧玻璃钢管[2],通过采用无碱增强纤维为增强材料,环氧树脂和固化剂为基质,经过连续缠绕成型、固化而成。根据选用的固化剂分为酸酐固化玻璃钢管和芳胺固化玻璃钢管两种。因其具有优良的抗腐蚀性、轻质高强性及摩擦系数小、不结垢、流阻小等特性,大量用于污水处理、原油、石油化工、海水淡化等管线中,而且维护成本低使用寿命长,是钢管的2~3倍[3]。大多高压玻璃钢管管径都在100 mm以下,近年来随着制造设备更新、树脂质量的提高、玻璃纤维沙线的精细化、制造工艺的优化及市场需求的刺激,大管径高压玻璃钢管相继用于各种工程。
1 大管径螺旋缠绕高压玻璃钢管生产中失效压力的波动
大管径螺旋缠绕高压玻璃钢管的生产方式实质上和小管径的生产方式一样,只是芯模的大小及缠绕参数匹配性要求相对小管径较高。在实际生产过程中发现参照生产小管径的缠绕角度范围设定大管径缠绕角生产时,在相同工艺、相同原材料及相同时间段生产的高压玻璃钢管,短期失效试验结果波动比小管径要大。对此设计生产系列缠绕角度的玻璃钢管通过试验数据分析找出缠绕角度变化对大管径缠绕玻璃钢管的影响规律,方便优选缠绕角。
2 试验设计
采用山东德州银河机械四轴微机控制缠绕机,在选用同种原材料及控制条件下通过设定30°、35°、40°、45°、60°、75°、85°系列缠绕角度,各生产3根4 m长DN150规格高压玻璃管,控制壁厚相同3.5 mm,对生产的21根玻璃钢管逐根进行短时水压失效试验及纵向拉伸试验。为确保试验条件相同在进行试验前对每根玻璃钢管切取1 m,测量切口处壁厚,如果壁厚偏差大于0.5 mm重新生产一根补齐3根。
3 试验准备
玻璃钢管生产:主要原材料选用邢台金牛EC22-2000W无碱玻璃纤维、长春化工BE186EL环氧树脂、南洋塑料化工ANY-1001酸酐固化剂,原材料主要性能复检参数见表1。固化采用管道蒸汽六段温度停留微机控制,缠绕张力由纤维沙线通过羊眼孔及浸胶纤维沙线股通过导向金属顶杆、压杆、分栅产生的动摩擦力提供,环氧树脂、酸酐固化剂及其它树脂催化剂、平流剂等按照一定比例配胶,并一次配够生产30根的量,用专用搅拌设备搅拌1 h使其配胶充分均匀的反应。生产过程其它参数锁定,按照试验设计改变缠绕角度进行生产如图1,并在生产时编号如30°A、B、C。

表1 主要原材料主要性能复检结果

图1 40°缠绕角
试验玻璃钢管检验:对生产的每根玻璃钢进行外观检验,合格后从对应起始端切取1 m长管节,并对切口处进行壁厚测量,测量数据见表2。
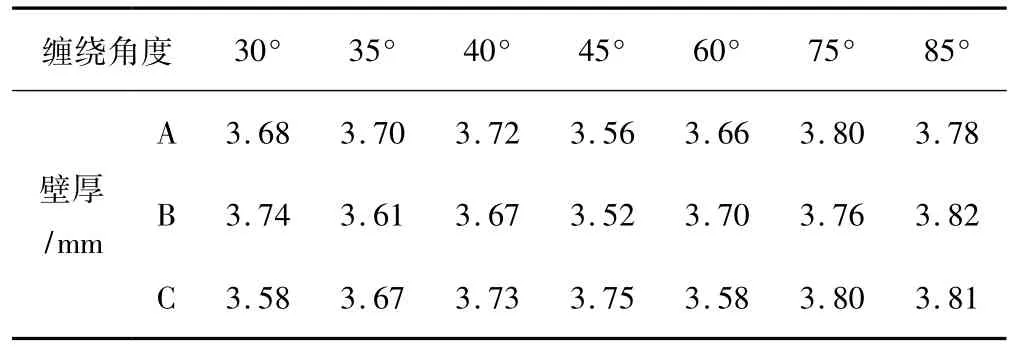
表2 测量壁厚记录
4 试验
短时失效水压试验:按照API 15HR 2001要求进行试验,试验从4 MPa开始以0.5 MPa依次递增直至出现失效裂纹且每个压力下保压1分钟,记录保压状态失效试验数据见表3。
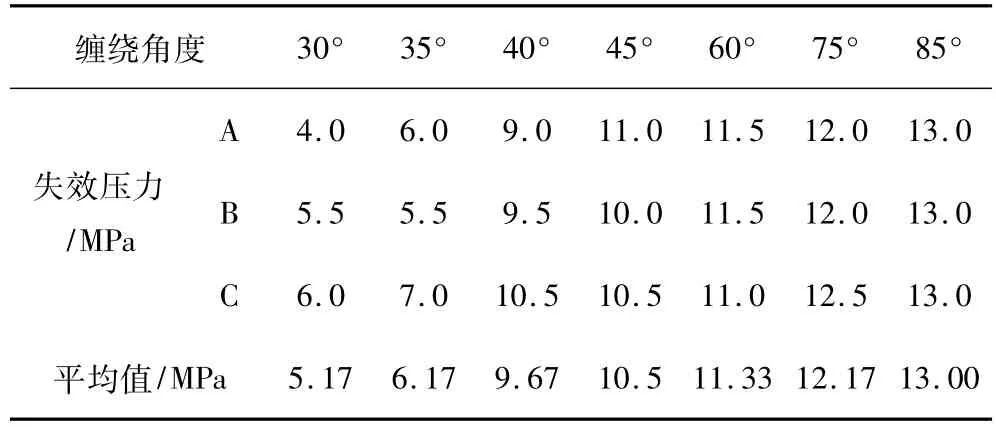
表3 记录保压状态失效
纵向拉伸试验:纵向拉伸强度试验在截下的1 m短节上取样,试验执行GB/T 1447-2005标准,试验选用Ⅰ型试样如图2,抗拉强度试验记录见表4。

图2 Ⅰ型拉伸试样

表4 纵向抗拉强度试验记录
5 试验数据统计分析
5.1静水压短时失效试验统计分析
从试验数据失效压力值(图3)分析:短时水压失效压力随缠绕角度变化分为两个阶段,第一段30°~35°、第二段40°~85°,其中第一段失效压力较小而且跳动幅度较大相同缠绕角度变化2 MPa,第二段失效压力跳动相对第一阶段平稳基本保持在某一个压力,特别是85°缠绕角的3根管失效压力均在13 MPa,其它相同角度变动最大1 MPa。
从试验数据失效压力均值(图4)分析:随着缠绕角度的增大短时失效压力总体上是增大的,30°~40°之间压力增加明显,过了45°缠绕角后其试验压增加放缓,值得注意的是45°~75°的缠绕角度变化对失效压力影响较为平稳,30°~40°及大于75°的缠绕角度变化对其短时水压失效压力影响较大。
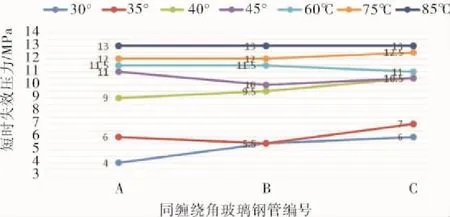
图3 失效压力各值统计
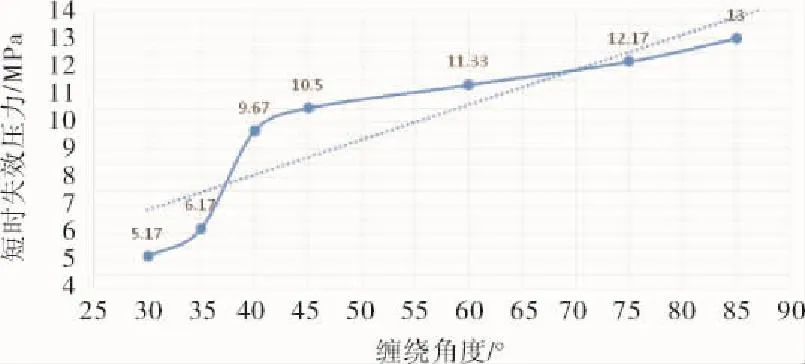
图4 失效压力均值统计
5.2纵向(轴向)拉伸试验统计分析
从纵向抗拉试验记录统计的纵向抗拉各值(图5)分析:30°~65°缠绕角生产的3根玻璃钢管抗拉强度波动,相对于75°~85°缠绕角玻璃钢管的抗拉强度波动要小得多,相同缠绕角度最大波动仅13 MPa,而85°缠绕角玻璃钢管的抗拉强度波动高达44 MPa;从抗拉强度数值来看,其85°缠绕角玻璃钢管最大抗拉强度值不到30°缠绕角玻璃钢管抗强度的三分之一;值得注意的是45°缠绕角玻璃钢管的抗拉强度最平稳波动仅5 MPa。
对纵向抗拉试验记录均值(图6)分析:表明随着缠绕角度的增大玻璃钢管纵向抗拉强度逐渐减小,在30° ~45°和60°~85°范围的缠绕角玻璃钢管纵向抗拉强度减小明显;从抗拉数值上分析85°缠绕角玻璃钢管抗拉强度仅77 MPa,不足30°缠绕角玻璃钢管抗拉强度的四分之一; 45°~60°缠绕角玻璃钢管的纵向抗强度较为平稳。

图5 纵向抗拉强度各值统计
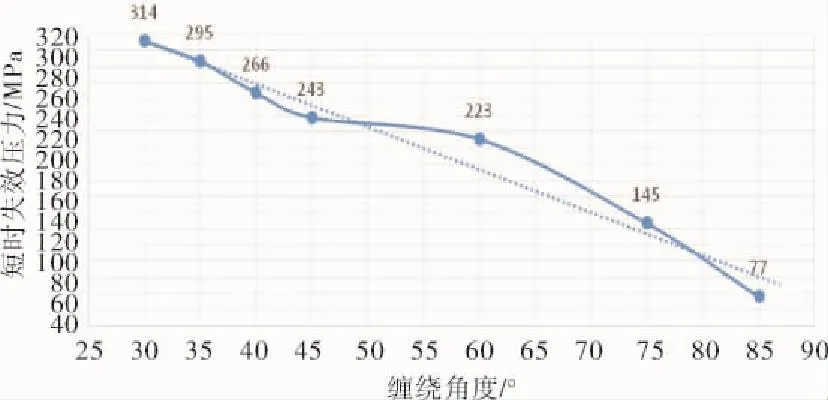
图6 纵向抗拉强度均值统计
5.3横向抗拉强度分析
玻璃钢管属于脆性材料,没有明显拉伸屈服点,破坏征兆不明显[4]。本次7组21个纵向拉伸试验均无明显屈服,如特别典型的85°缠绕角A管拉伸曲线(力-位移)图7,由图7可以看出玻璃钢管的屈服强度与抗拉强度相同或者说无屈服,因此依据API 5L中公式P = 2St/ D反推S = PD/2t其中P为短时水压失效压力、D为玻璃钢管外径157 mm、t为壁厚3.5 mm,将各缠绕角玻璃钢管的短时失效压力代入S = PD/2t公式,求出对应横向抗拉强度见抗拉均值(图8)。由图可以看出:横向抗拉强随着缠绕角度的增大抗拉强度同步增大,45°~75°范围缠绕角横向抗拉强度较为平稳;85°缠绕角玻璃钢管最大横向抗拉强度是30°缠绕角玻璃钢管抗拉强的2.51 倍;相同缠绕角玻璃钢管的纵向抗强度与横向抗拉强度比较,小于45°缠绕角的玻璃钢管纵向抗拉强度大于横向抗拉强度,大于45°缠绕角玻璃钢管的纵向抗拉强度小于横向抗拉强度,且缠绕角的变化对纵向抗拉强度影响比横向抗强度要明显。
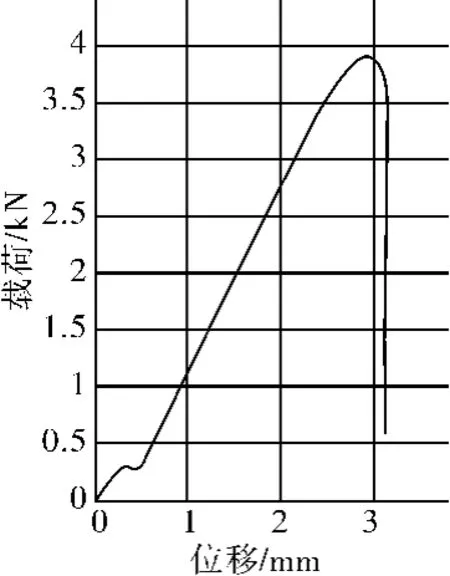
图7 85°缠绕角C管拉伸图(横截面面积39 mm2)
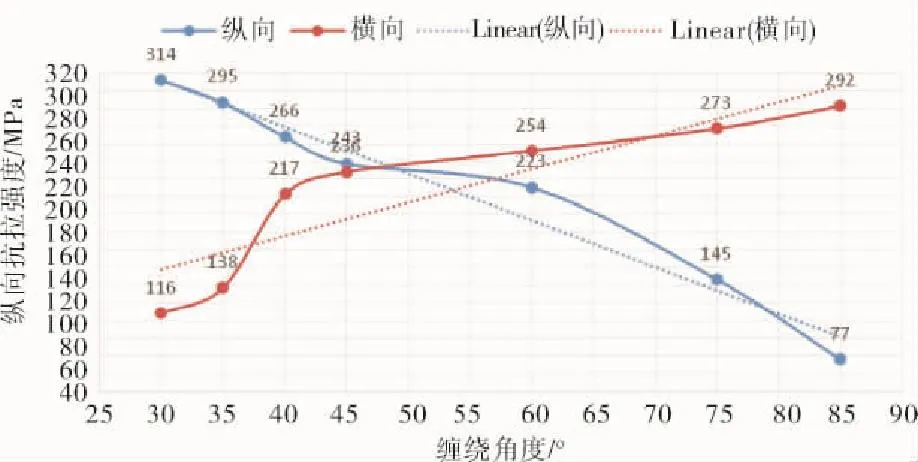
图8 纵向抗拉强度均值表
6 缠绕角度变化的实质影响分析
6.1缠绕角度的变化引起垂直芯模横向张力的变化
缠绕角度的变化,是通过分沙栅机构在横梁上移动速度的变化来调节,螺旋缠绕玻璃钢管生产过程的张力来源于纤维纱线通过羊眼孔及压杆和浸胶纤维纱线通过顶杆及分沙栅的动摩擦力。由动摩擦公式F =μ× FN可知在生产过程中总的张力是保持不变的,即使缠绕速度因缠绕角度变化发生变动也不会引起总张力的变。然而缠角度的变化改变了张力的分布,由垂直芯模的横向张力F1= F×sin θ可知随着缠绕角度的增大横向缠绕张力分量也将增大。缠绕张力的大小直接影响玻璃钢管的形成和力学性能,张力过小排布会出现误差强度低,张力过大在缠绕过程中纤维有可能受损强度降低,在适当的张力下随着张力的增大强度会增大[5]。
6.2缠绕角度的变化对玻璃钢管线型影响
由图9可以看出螺旋缠绕时纤维沙分栅完成一个单程缠绕后的纱线与下一个单程缠绕的纱线不相切,而留存很大的间隙,要使纤维均匀布满芯模表面,就必须往返重复纤维分栅缠绕一定次数的两个单程缠绕,才能填满这些间隙,往返次数由螺距及目标壁厚决定,在实验过程中壁厚一定其影响因素只有螺距。由L =πD cosθ(L—螺距、D芯模直径、θ缠绕角度)可知随着缠绕角度θ的变化其螺旋缠绕的螺距必将发生变化,最终影响到玻璃钢管纤维缠绕线型,如图9所示。
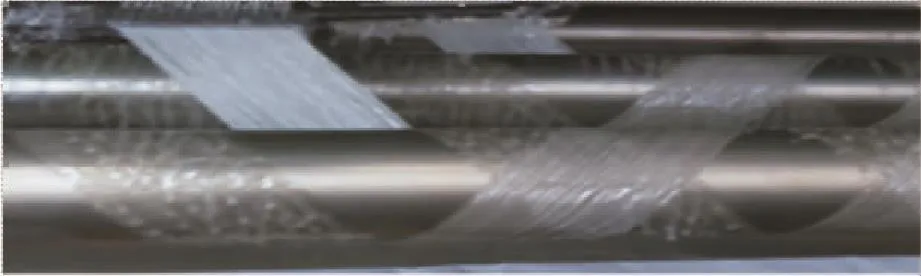
图9 浸胶玻璃纤维纱线缠绕分布
由图10分析,随着缠绕角度的增大玻璃纤维沙线与玻璃钢管的纵轴线夹角随之增大。较大缠绕角度的玻璃钢管相对于较小缠绕角度的玻璃钢管在进行水压失效试验时,玻璃纤维承担的环向应力分量要大,虽然玻璃纤维以均匀网格形式与树脂胶液固化为整体,其承受环向应力及纵向应力的分量不完全按照sin θ及cosθ分配,但树脂相对与玻璃纤维其强度小的多属于韧性材料,在玻璃钢管中主要起连接作用、缓冲和较小的粘接强度,管体主要强度是靠玻璃纤维提供;目前直径在15.3 μm的强度在2 480 MPa以上,直径13.6 μm的强度在2 480 MPa以上,直径10 μm的强度3 000 MPa以上[6],因此出现随着缠绕角度的增大水压失效压升高的试验现象。相反在进行管体纵向拉伸试验时随着玻璃钢管缠绕角度的增加,其玻璃纤维承受应力分量cos θ减小,连接树脂承受应力分量相对增加,导致整体抗拉强度相对较小缠绕角度要小,出现纵向抗拉强度随着缠绕角度的增大相对降低。
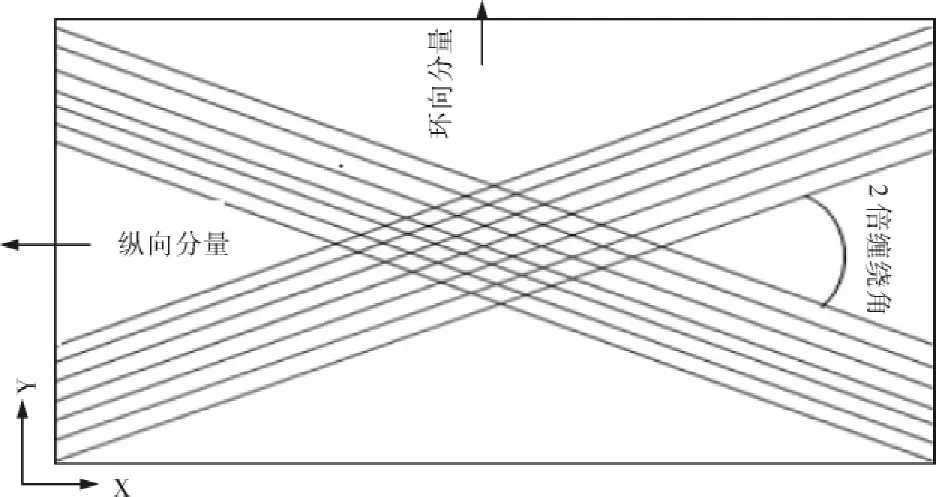
图10 受力分量示意
7 结论
通过DN150壁厚3.5 mm高压玻璃钢管30°、35°、40°、45°、60°、75°、85°系列缠绕角度试验及试验数据统计分析,总结出大管径螺旋缠绕高压玻璃钢管生产缠绕角度变化对其水压失效强度及纵向抗拉强度影响的以下结论:
1)随着缠绕角度的增大,玻璃钢管生产过程中纤维缠绕张力分布及缠绕线型将发生变化,环向承受应力能力随之升高,而在水压试验过程中管体主要受到较大的环向应力,轴向应力很小,因此水压失效压力相对升高。
2)随着缠绕角度的增大,玻璃钢管生产过程中纤维缠绕张力分布及缠绕线型将发生变化,轴向承受应力能力随之降低,在轴向拉伸试验过程中管体主要受到较大的轴向应力,因此轴向抗拉强度相对降低。
3)相同缠绕角玻璃钢管的纵向抗强度与横向抗拉强度比较,小于45°缠绕角玻璃钢管的纵向抗拉强度大于横向抗拉强度,大于45°缠绕角的玻璃钢管纵向抗拉强度小于横向抗拉强度;同时缠绕角的变化对纵向抗拉强度影响比横向抗强度要明显。
4)综合考虑为确保螺旋缠绕玻璃钢管的综合力学性能,建议选择45°~65°之间较为稳定且环向及纵向承受应力相对均匀的缠绕角度。
参考文献
[1]朱有欣.内衬PVDF热塑层的玻璃纤维增强管制备与力学性能的研究[D].天津工业大学,2014.
[2]美国石油协会.API 15HR 2001.高压玻璃纤维管线管规范[S].API,2001.
[3]张兴国,孙莉.高压玻璃钢管在油田中的应用[J].数字化用户,2013,21(10): 47.
[4]张磊,孙清,王虎长,等.E玻璃纤维增强环氧树脂基复合材料力学性能试验研究[J].电力建设,2010,31(9):30-31.
[5]黄丹.缠绕成型玻璃钢管的制备及冲击韧性研究[D].哈尔滨工业大学,2012.
[6]方允伟.玻璃纤维直径对玻璃纤维强度及复合材料强度影响的研究[J].玻璃纤维,2006,29(06): 7.
·失效分析与预防·
The Influence of Winding Angle on Strength of Large Diameter Spirally Wound High Strength FRP Pipe
LU Weizhuo1,GUO Longchuang2,ZHOU Songling3,GUO Lijun1
(1.Beijing Longshine Petroleum Pipe Technology Co.Ltd.Beijing 100101,China; 2.BaoTi Group Co.Ltd.Baoji,Shaanxi 721014,China; 3.Lianyungang Zhongfu Lianzhong Composites Group CO.,Ltd.Lianyungang,Hebei 222006,China)
Abstract:The failure strength of the hydrostatic test of large diameter spirallywound high strength FRP pipe changed obviously caused by the change of the winding angle was analyzed.Producing 3 each type of DN150 high pressure FRP pipes by set different winding angles of 30° ,35°,40°,45°,60°,75°,85°with producing processes and parameters unchanged.Failure strength tests of short term water pressure and longitudinal tensile tests were carried out under the same conditions.The influence of the winding angle on the strength of spirally wound high pressure FRP pipe was summarized through the analysis of the experimental data.
Key words:large diameter; spirally wound high strength FRP pipe; winding angle; strength
(收稿日期:2015-11-16编辑:屈忆欣)
第一作者简介:卢卫卓,男,1984年生,工程师,2008年毕业于陕西航空职业技术学院焊接专业,设备监理师、国际焊接检验师,现就职于北京隆盛泰科石油管科技有限公司主要从事油气输送管线、油气开采用钢管、弯管、玻璃钢管、玻璃钢设备、法兰等设备的生产检验、检测、质量监督及海底管线安装施工质量监督工作。E-mail: 565486360@ qq.com
中图法分类号:TQ327.1
文献标识码:A
文章编号:2096-0077(2016)01-0036-04
