轴径类工件测量的误差分析
2016-05-06王睿超康建勃
王睿超 康建勃
摘 要:本文探讨的是轴径类工件测量时采用接触法和影像法两种不同测量方法引起的测量误差。文章分别从几何和数学角度计算了几种定位不当及仪器调整不当测量带来的误差值,最后总结在工厂测量工作中应如何避免这几种测量误差,提高测量精度。
关键词:轴径;接触法;影像法
DOI:10.16640/j.cnki.37-1222/t.2016.09.237
0 引言
我公司是生产重型汽车变速箱的专业厂家,变速箱传动包含有大量的轴径类零件,如一轴、二轴、中间轴等。轴径类零件属于外尺寸,凡能测量外尺寸的测量仪器都可以使用,具体测量方法、测量仪器的选择要视被测件的精度、工件的特性、批量大小等定。对于不同公差等级的轴径应选取不同的量仪,通常以零件公差的~作为测量误差,并且以此作为选择量仪的依据[1]。
1 接触式测量法
轴径测量中影响测量误差的因素很多如仪器、标准器、温度、测力等,在此仅讨论定位和接触测量中,测头定位不当而引起的测量误差。测头定位不当引起的误差主要由两测量面相互不平行、测量线与轴线不垂直等方面引起。
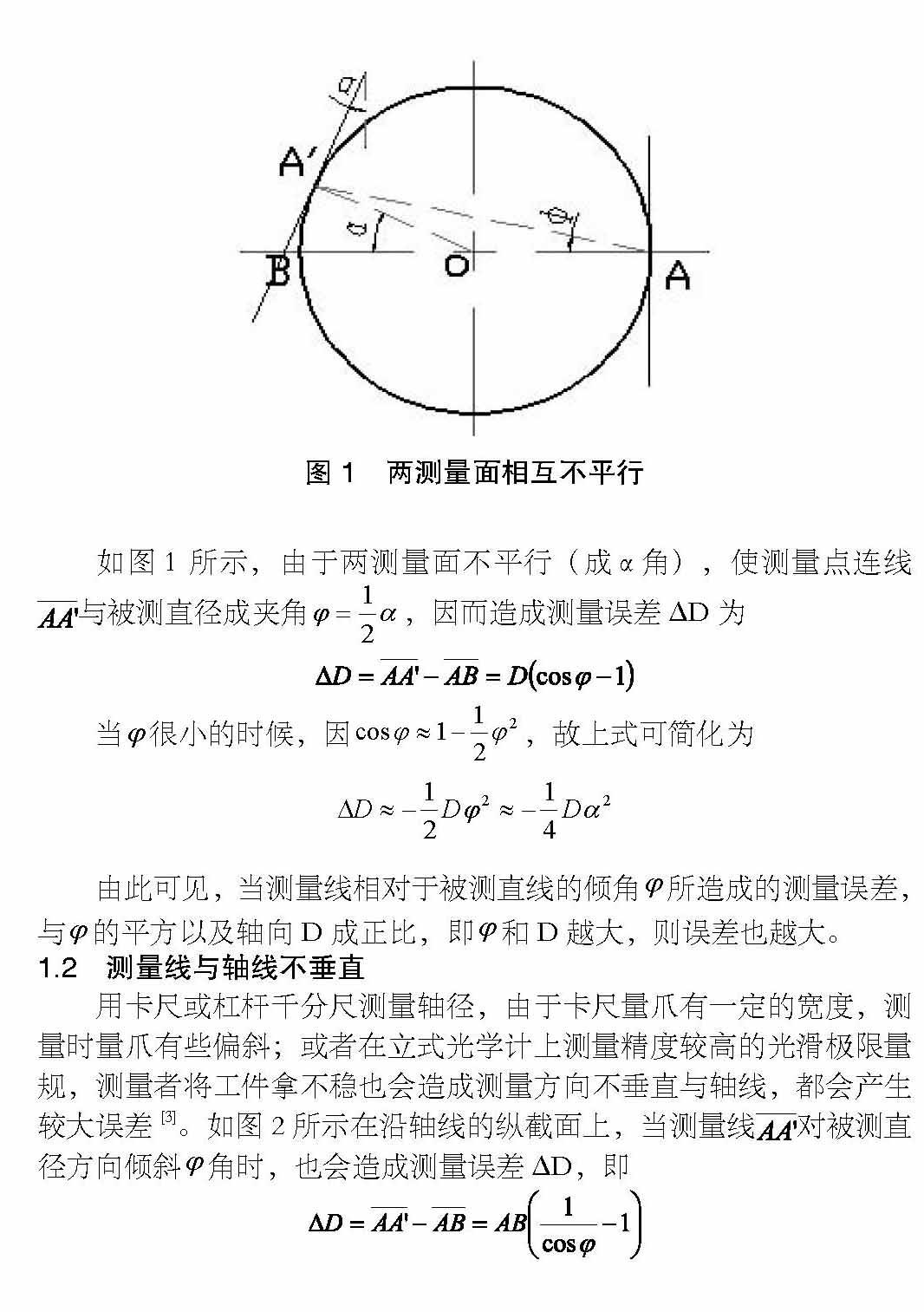
1.1 两测量面相互不平行
当用卡尺、千分尺以及使用平面或刀刃形的测量头的仪器测量轴径时,由于两测量面相互不平行,会造成另外一种误差[2]。
由此可见,当测量线相对于被测直线的倾角所造成的测量误差,与的平方以及轴向D成正比,即和D越大,则误差也越大。
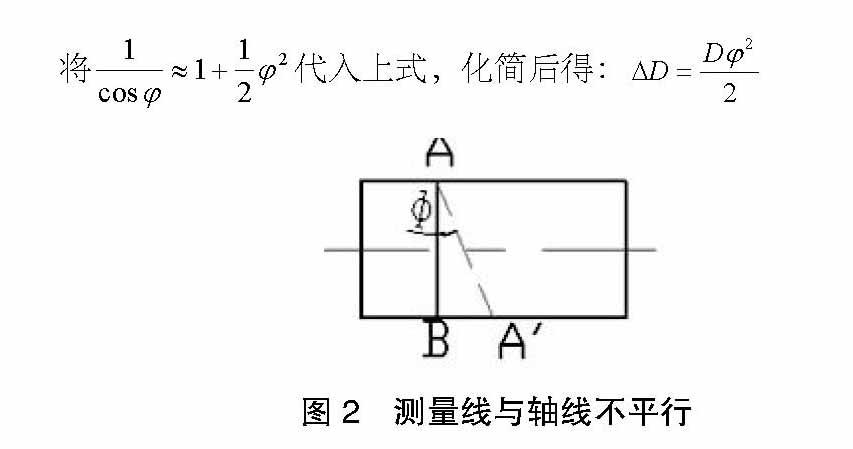
1.2 测量线与轴线不垂直
用卡尺或杠杆千分尺测量轴径,由于卡尺量爪有一定的宽度,测量时量爪有些偏斜;或者在立式光学计上测量精度较高的光滑极限量规,测量者将工件拿不稳也会造成测量方向不垂直与轴线,都会产生较大误差[3]。如图2所示在沿轴线的纵截面上,当测量线对被测直径方向倾斜角时,也会造成测量误差ΔD,即
2 影像测量法
非接触式测量大多数采用光学成像投影原理,以测量轴径的像来代替对轴径的测量,非接触式测量不受测量力的影响,主要是成像的失真带来的测量误差。
我们以通用性强的光学仪器工具显微镜为例,在测量中用显微镜瞄准一个具有一定厚度的零件轮廓,然后调整光阑口径,你可以发现:当光阑口径增大时,零件轮廓像向体内收缩;而当光阑口径减小时,零件轮廓像向体外扩张。因此对于同一尺寸,开不同的光阑口径,将获得不同的测量结果,这是为什么?
工具显微镜的底光照明系统是按柯拉照明即“远心照明系统”设计的[4]。如图3所示在理想的情况下,射向物体的应该是平行光束。而在实际中,理想的点光源并不存在。灯丝都具有体积,灯丝上的每一个发光点都可以看成一个独立的點光源,他们发出无数支互不平行的光线。其合成的结果是发散的非平行光。
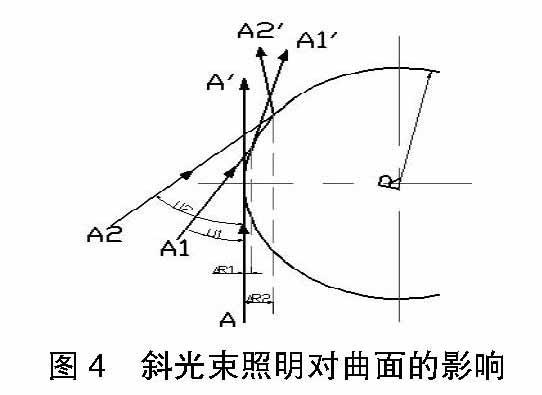
由于显微镜自下而上通过被测表面轮廓的照明光束不完全是平行于光轴的平行光,所以被测件轮廓的影像将产生误差,其大小与光线不平行的程度及被测件的曲率有关。如图4 所示,因斜光束在圆柱面上反射的结果使轴的半径影像比实际半径内缩了ΔRi 从而引起测量误差。当斜光束与光轴的夹角Ui 越大,则内缩ΔRi 就愈大,测量误差也越大。
所以使用工具显微镜时,为了消除这一误差,要尽量减少与主光束不平行的光。我们是用光阑来控制入射光束与主光轴的最大夹角,以改善被测件影像质量。一般说来,光阑一定被测件曲率半径越大,或被测件曲率一定而光阑越大时,成象误差就越大。这种误差在外尺寸测量中一般是负值,在内尺寸测量中一般是正值。因此,注意光束或被测件曲率半径不宜太大,但也不能太小。过小时,由于光线绕射的影响将产生反向的误差,即测量外尺寸时,影像反而外胀,使测量结果变大;测内尺寸时,影像反而内缩,使测量结果变小。故在测量时我们要依据工具显微镜说明书来选择“最佳光阑口径” [5]。
3 小结
轴径类工件在几何量测量中很常见,采用接触法测量时,测量者必须将工件托扶端正,使测量线与轴的轴线重合,尤其采用立式光学计、测长机或接触式干涉仪测量高精度轴径时,测量者必须反复测试找出读数的拐点,设法找到最大直径位置,消除测头与被测面的接触引起的误差。在使用影像法测量时,必须根据仪器的说明书所提供的最佳光阑口径来调整光阑,消除与主光束不平行的杂光,避免图像失真。
参考文献:
[1]周文玲.互换性与测量技术[M].北京:机械工业出版社,2013.
[2]王美姣.浅谈游标量具使用技巧[J].郑州:科教文汇,2009(13):219
[3]JJG343-2012光滑极限量规[S].北京:中国计量出版社,2012.
[4]郁道银,谈恒英.工程光学[M].北京:机械工业出版社,2006.
[5]齐彦忠,任彦丽.万能工具显微镜使用的注意事项[J].北京:中国计量,2008.
作者简介:王睿超(1986-),男, 陕西扶风人,本科,助理工程师,研究方向:长度测量。
