非磁性引拔槽楔的树脂优化及试验研究
2016-05-06李仁黑薛长志王粉婷文敏
李仁黑 薛长志 王粉婷 文敏

摘 要:本文从选用高耐热等级和高强度的树脂原材料出发,研究了亚胺改性前、后的乙烯基树脂对非磁性引拔槽楔机械性能的影响。结果表明:利用亚胺改性后的乙烯基树脂制造的非磁性引拔槽楔常、热态机械性能均优于乙烯基树脂制造的非磁性引拔槽楔。
关键词:非磁性引拔槽楔;改性树脂;机械性能
DOI:10.16640/j.cnki.37-1222/t.2016.09.032
1 引言
近年来风电产品市场竞争激烈,风电整机订货价格下降,倒逼发电机企业降本增效。为了节材降成本,提高槽楔机械性能可减少槽楔报废数量从而达到降低成本目的,并且保证电机全寿命周期内槽楔使用状态的可靠性。
在电机中定子槽楔的主要作用是固定绕组线圈,防止定子槽内绕组线圈松动。槽楔最重要的机械性能为常、热态下的抗劈性能和抗弯性能。定子槽楔通常有两种:磁性槽楔和非磁性槽楔。电机使用磁性槽楔虽然存在铁耗小、电机效率高等优点,但由于运行期间容易掉磁粉、脱落而引发电机故障,故一般电机制造厂都很谨慎的选用。非磁性槽楔与空气或绝缘的磁导率相当,不产生磁拉力,只承受定子槽内载流导体在槽内漏磁场中所受安培电磁力传导过来的分力。由于非磁性槽楔的高可靠性,我司现制造的永磁直驱风力发电机全部采用非磁性槽楔。但是在电机制造和运行过程中,也偶尔出现槽楔开裂和鼓包的现象,使产品质量受到影响。
本文从工程实际问题出发,提出了一种使用高强度树脂做原材料来提高非磁性引拔槽楔机械性能(主要指抗劈强度、抗弯强度两个参数)的方法,有效的提高了槽楔的机械性能和制造裕度,进一步提升了电机非磁性引拔槽楔的使用温度性和可靠性 。
2 槽楔用树脂的选择
2.1 树脂的性能对比分析
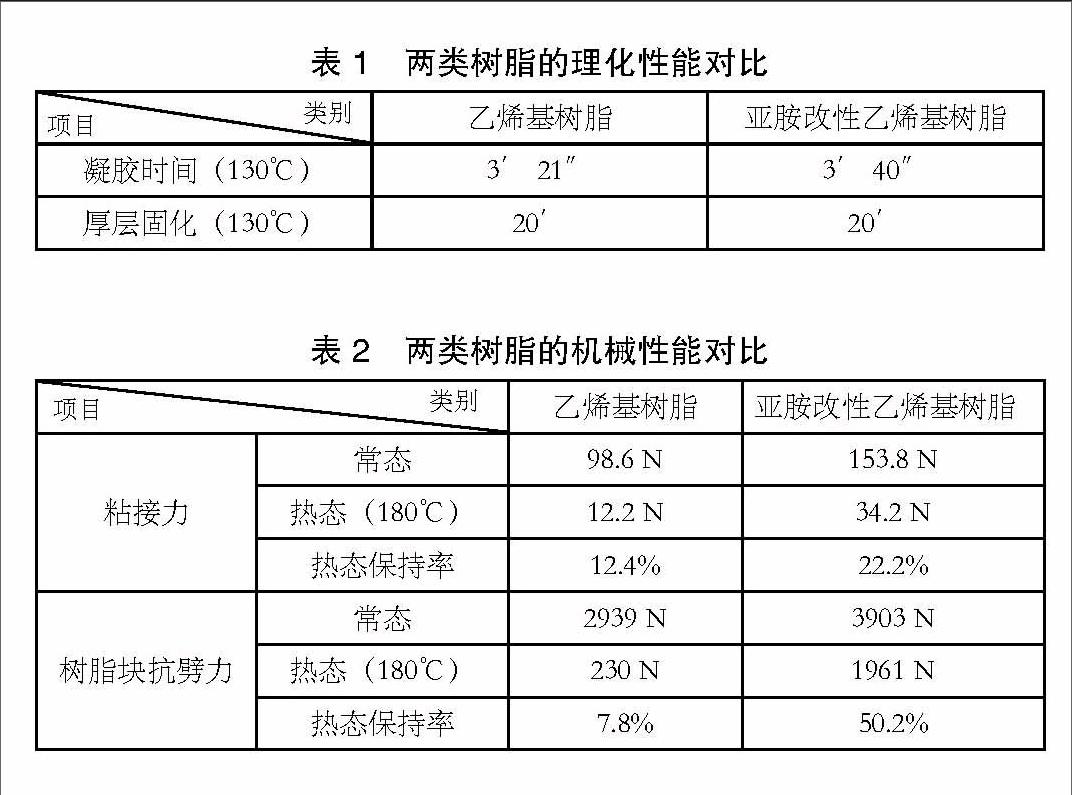
一般通用性树脂体系工艺性好,物理性能优越,能满足使用要求且成本较低。本文提到的用作非磁性槽楔胶粘剂的两种树脂均属于固化收缩率低、高耐热性能好、粘接性能优越的环氧乙烯基树脂,其理化性能和机械性能见表1和表2。
从表2中可以看出:
(1)常态乙烯基树脂的粘接力为98.6N,热态下为12.2N,热态保持率为12.4%;常态下亚胺改性乙烯基树脂的粘接力为153.8N,热态下为34.2N,热态保持率为22.2%;
(2)常态下乙烯基树脂块的抗劈力为2939N,热态下为230N,热态保持率很低;常态下亚胺改性乙烯基树脂块的抗劈力为3903N,热态下为1961N,热态抗劈力保持率接近了50%。
(3)常热态下亚胺改性后乙烯基树脂的粘接力高于改性前,树脂块抗劈性能也有所提高,且机械性能热态保持率得到明显改善。
2.2 合成树脂中亚胺树脂占比对槽楔抗劈性能的影响
通常情况下,为了提高槽楔中乙烯基树脂的热稳定性,可以适当增加树脂中的刚性耐热结构如亚胺基团、芳族基团等[1-3]。合成树脂中亚胺树脂含量的比例不同,合成树脂的耐热温度也有所不同,从而导致用合成树脂制造的槽楔机械性能(尤其热态下)差别很大。试验表明,亚胺树脂含量在合成树脂中占比达10%时,槽楔的机械性能也接近峰值,图1为亚胺改性乙烯基树脂中不同亚胺树脂占比制得的槽楔的抗劈强度对比。
3 试验部分
3.1 试验目的
电机的槽楔大多采用两种方式安装,一是手动用榔头敲进铁心槽,二是使用器械将槽楔推进铁心槽,两种安装方法槽楔受力均较大,槽楔端部受损和开裂、定子烘焙后槽楔鼓包的情况时有发生,产品质量受到影响,槽楔报废率也较高。前期某型风力发电机定子非磁性引拔槽楔A(以下简称槽楔A)采用树脂基体是热稳定性较好的乙烯基树脂,优化后的非磁性引拔槽楔B(以下简称槽楔B)考虑采用热稳定性更好的亚胺改性乙烯基树脂[4],改性后采用该树脂成型的槽楔制品机械性能尤其是热稳定性得到很大的改善,这无疑为提高电机槽楔机械性能和运行稳定性提供了机遇。
3.2 引拔槽楔的制作工艺
非磁性引拔槽楔的制备工艺采用引拔成型[5]。引拔成型最重要的工艺参数包括温度、压力、引拔速度、牵引力和树脂固化反应。引拔成型的工作流程:
(1)合成树脂、固化剂、脱模剂按照一定的比率混合,高速搅拌均匀,静置约15~30min;
(2)在牵引力的拉力下,连续的碳纤维在树脂基体中浸渍并进入预成型模(模具温度为150~160℃),预成型排除多余的树脂后并压实排除气泡,热量传递至液态的树脂/碳纤维复合体系,交联反应开始发生,树脂从复合材料的周边向中心固化,控制牵引速度在1~1.1m/min;
(3)树脂固化后体积收缩,使得复合材料与模具分开,经过脱模、在加热炉中后固化(温度为170~180℃)、冷却等流程,最终下料切割成需要的长度。
3.3 制样及试验方法
3.3.1 试验制样
采用3.2中工艺流程,分别采用上述乙烯基树脂和亚胺改性乙烯基树脂制备出槽楔A和槽楔B。
抗劈试样的制作:取全宽试样,试样长20mm±0.2mm,数量5个。
抗弯试样的制作:取全宽试样,长80±2mm,厚度4mm,支座跨距间的长度取64mm,数量5个。
3.3.2 试验方法
(1)非磁性引拔槽楔抗劈强度试验方法参照《GB/T 10508-2005 中小电机用槽楔技术条件》第6.7项进行抗劈性能试验; 抗劈试验时将试样水平放置在试验装置中,压头刃口方向与试样纤维方向相同,以2mm/min速度施加负荷,直至试样劈裂。
(2)非磁性引拔槽楔抗弯强度试验方法参照《GB/T 9341-2008 塑料 弯曲性能的测定》进行弯曲性能试验。抗弯试验时将试样水平放置在支座上,支座跨距间的长度取64mm,中心夹头以5mm/min垂直压向槽楔中部,直至试样破坏。
(3)若要求在热态下试验,则将试样置于烘箱中加热至稳定的温度20min后进行抗劈和抗弯试验,试验过程中烘箱门不得打开。
3.4 试验仪器
50kN万能电子式万能拉力机 ,深圳万测试验设备有限公司;
高低温箱,深圳万测试验设备有限公司;
DGF315P可程式试验烘箱,重庆灏源环境试验设备有限公司。
4 结果与讨论
4.1 槽楔A和槽楔B的常、热态机械性能对比分析
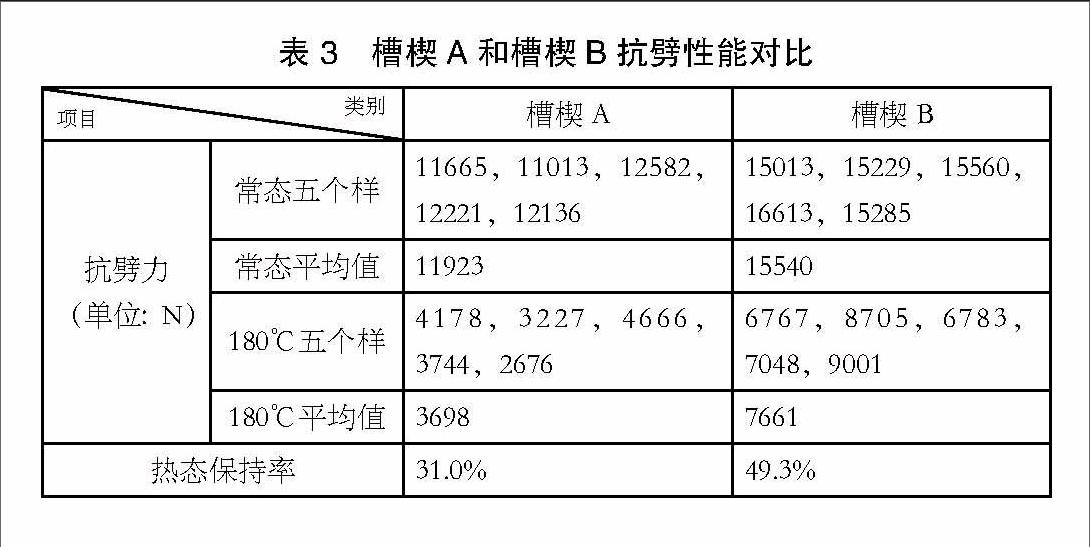
槽楔A和槽楔B的机械性能对比见表3和表4。
从表3和表4中可以看出:
(1)常态下槽楔A抗劈力为11923N,热态下抗劈力为3698N,热态保持率为31%;常态下槽楔B抗劈力为15540N,热态下抗劈力为7661N,热态保持率为49.3%;
(2)常态下槽楔A抗弯力为1123N,热态下抗弯力为352N,热态保持率为31.3%;常态下槽楔B抗弯力为1343N,热态下抗弯力为980N,热态保持率为72.8%;
(3)无论是常态还是热态下,槽楔B的抗弯性能和抗劈性能均优于槽楔A,且热态保持率也相对较好。
4.2 槽楔机械强度的温度特性
图2和图3分别是不同温度下槽楔A和B的抗劈、抗弯性能对比。
5 结论
(1)采用亚胺改性乙烯基树脂成型的槽楔在常态和热态下的抗弯性能较改性前均有所提高;
(2)采用亚胺改性乙烯基树脂成型的槽楔在常态和热态下的抗劈性能较改性前均有所提高;
(3)相较于常态,亚胺改性后乙烯基树脂成型的槽楔抗弯性能和抗劈性能热态保持率大大提高;
(4)改性亚胺树脂在合成树脂中所占比例接近10%时,非磁性引拔槽楔的机械性能较好。
参考文献:
[1]陈超,邢国华,陈磊等.聚酯亚胺无溶剂浸渍漆合成工艺的改进[J].绝缘材料,2011,44(01):74-76.
[2]何恩广,李强军,周升等.聚酯亚胺体系浸渍树脂的性能研究[J].绝缘材料,2011,44(02):49-51,55.
[3]李强军,姜其斌.H级不饱和聚酯亚胺无溶剂浸渍漆的研究[J].绝缘材料,2005,38(03):11-13.
[4]姬亚宁,刘业强等.乙烯基酯树脂改性聚酯亚胺无溶剂浸渍漆的性能研究[J].绝缘材料,2015,48(01):30-33.
[5]王秋玲,何州文,张卓等.新型导线用碳纤维复合材料的引拔成型工艺技术研究[J].工程塑料应用,2010,38(02):33-34.
