浅谈客车电泳后侧围蒙皮质量的改善
2016-05-05吕治威
吕治威


摘 要:文章通过现实案例介绍客车电泳后侧围蒙皮表面存在的质量问题,采用QC质量改善手法对问题原因从人员、机器、材料、方法等方面进行分析,对分析的原因进行真因验证并制定改善对策。
关键词:客车;电泳;蒙皮;质量问题
中图分类号:TG332 文献标识码:A 文章编号:1006-8937(2016)12-0100-02
随着旅游事业的迅速发展,人们对高档、豪华、美观、新颖、乘坐舒适的客车的需求愈来愈迫切,市场对这种客车的需求量也越来越大。侧围蒙皮是车身图案的主要喷涂部分,高质量的侧围蒙皮可有效提高整车的密封、降噪效果,此外,它还可提高车身强度、增强客车扭转刚度,提升整车的安全性能,由于侧围蒙皮面积较大,其表面平整度决定了侧围的造型和装饰效果,如果侧围蒙皮稍微有点不平,人们的视觉就能强烈的感受到,因此,提高侧围蒙皮平整度是各个客车企业提升整体客车产品质量的重要手段[]。
1 侧蒙皮制作及电泳工序流程介绍
按侧围蒙皮涨拉时的温度状态,可以将蒙皮涨拉工艺分为冷拉工艺和热拉工艺两大类,目前大金龙、苏州金龙、金旅和北京福田等国内大型客车厂的侧围蒙皮涨拉工艺都是采用冷拉工艺。
冷拉工艺,是将整张蒙皮在常温下通过外力作用使蒙皮延伸到一定尺寸后,再将蒙皮焊于客车骨架上。
1.1 我司侧围蒙皮制作的具体工序流程
我司侧围涨拉蒙皮原理:侧蒙皮通过液压涨拉达到塑性变形临界点,保证蒙皮张紧力,通过橡塑海绵的柔性连接,补偿蒙皮与骨架间隙不均,防止蒙皮鼓动,提高蒙皮表面平整度,结构示意图,如图1所示。
我司侧围蒙皮制作工序流程,如图2所示。
侧围蒙皮制作时用靠尺校验水平平整度,保证蒙皮水平方向平整度达到2 mm/m。
1.2 电泳工序流程
电泳工序流程,如图3所示。
车身电泳包括流经13个工艺槽体,车辆依次经过预处理、预脱脂、脱脂、水洗1、水洗2、表调、磷化、水洗3、水洗4、纯水洗1、电泳、UF1、UF2、纯水洗
1.3 电泳后侧围蒙皮质量问题
焊装下线时,经检验侧围蒙皮表面水平方向平整度≤ 2 mm/m,蒙皮表面无波浪和鼓动等质量问题。车辆焊装下线后,进入电泳车间电泳。
电泳工艺切换前期车辆电泳下线时侧围蒙皮质量无异常;电泳工艺运行数月后,车间反馈电泳下线时多个车型的部分车辆侧围蒙皮表面出现明显波浪、松动,平整度差等质量问题,严重影响车辆的侧围表观质量。电泳后侧围蒙皮质量问题,如图4所示。
2 原因分析
针对电泳后侧围蒙皮质量问题,采用QC质量改善手法对问题原因从人员、机器、材料、方法等方面进行分析,主要确认要项和确认方式,见表1。
2.1 人 员
经查阅《人员异动表》发现侧围蒙皮制作人员无异动,查阅《员工考评表》发现员工技能熟练度均符合岗位要求,因此判定人员方面不是问题的真因,确认要项“人员有无异动”和“技能熟练度是否符合要求”判定OK。
2.2 机器——涨拉机、电泳烘烤设备
经到现场工位查阅《设备点检表》,发现涨拉设备和电泳烘烤设备均有做日常维护,对涨拉蒙皮涨拉率现场测量,对电泳烘房用温度传感器测量,发现设备性能均满足工艺要求,因此判定“涨拉机、电泳烘烤设备”不是真因,确认要项“涨拉机、电泳烘烤设备有无异常”判定OK。
2.3 材 料
2.3.1 橡塑海绵条
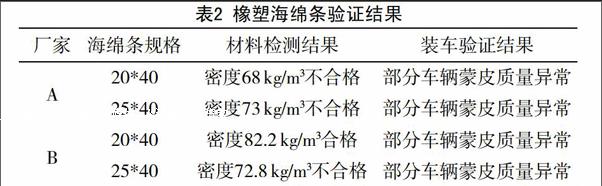
橡塑海绵条密度大,则海绵条硬度大,电泳高温烘烤后海绵条收缩量较小。
电泳前期我司采用的橡塑海绵条密度为80~95kg/m3,此时侧围蒙皮电泳后无异常,为查明原因,对我司使用塑海绵条的密度进行抽样检测并做装车验证,验证结果,见表2。
由上表可以看出,橡塑海绵条密度大小和蒙皮质量异常无关,因此判定“橡塑海绵条”不是真因,确认要项“橡塑海绵条密度是否合格”判定OK。
2.3.2 侧围蒙皮板材
我司不同车型的侧围蒙皮板材供应商不同,为确认侧围蒙皮板材对蒙皮质量的影响,对所有供应商的板材进行拉伸试验测试并做装车验证,验证结果,见表3。
由上表可以看出,采用抗拉强度合格的蒙皮材质制作,车辆侧围蒙皮也存在质量异常,因此判定“侧围蒙皮板材”不是真因,确认要项“侧围蒙皮板材是否合格”判定OK。
2.4 方 法
2.4.1 侧围蒙皮涨拉量
查阅车辆《产品制造检验记录卡》,发现制作车辆的侧围蒙皮涨拉量均都满足工艺要求,即涨拉量=涨拉蒙皮长度的1‰±1 mm。因此判定“侧围蒙皮涨拉量”不是真因,确认要项“侧围蒙皮涨拉量是否满足”判定OK。
2.4.2 电泳烘干后强冷参数
车辆经电泳180 ℃高温洪干后,侧围蒙皮表面温度大约 180 ℃,然后进入强冷室由冷却气流对吹直至室温,最后才下线进行人工作业。
查阅电泳车间《车辆冷却记录表》,电泳前数月的车辆未进行强冷,经分析此段时间刚好是冬季,空气温度较低,车辆电泳烘干后直接放置到外面进行自然冷却。
随着气温的增高,车间开启强冷,根据《车辆冷却记录表》记录车号查询《产品制造检验记录卡》,发现开启强冷的车辆均存在侧围蒙皮质量异常。
为进一步确认电泳烘干后强冷对侧围蒙皮质量的影响,我们对不同车型的批量车辆在电泳烘干后不进行强冷,采用自然冷却,经验证试制车辆的侧围蒙皮质量均无异常。因此判定“电泳烘干后强冷参数”是引起侧围蒙皮质量异常的真因,确认要项“电泳烘干后强冷参数变化”为真因。
3 改善对策
为解决因电泳烘干后强冷引起的侧围蒙皮质量异常问题,需要取消强冷,采用自然冷却,但是此种冷却方法生产效率低,不适合实际生产。为解决该矛盾,我们取消侧围蒙皮高度位置的强冷出风口,使侧围蒙皮外表面无强冷气流对吹,经验证此种方法即能保证车辆侧围蒙皮质量,又能不影响生产效率。
4 结 语
车辆侧围蒙皮质量涉及到人员、设备、材料、制作等方面,影响因素很多。本文以我司电泳后侧围蒙皮质量问题改善过程为例,通过QC质量改善手法,用4 M分析找出问题的真因,从而制定改善对策。
参考文献:
[1] 陈晨.客车侧围蒙皮涨拉工艺简析[J].商用汽车,2008,(9).
