铣刀刃口钝圆半径对铣削Ti6Al14V温度研究
2016-05-05田兴强聂华伟
田兴强++聂华伟

摘 要:采用正交实验法,分析了主要切削参数:主轴旋转,牙齿进给量、轴切深、人切深和钝圆半径对铣削Ti6Al14V材料时刀具温度变化的规律。重点运用Advantage 3D仿真软件以铣削Ti6Al14V刀具切削刃刃口钝圆半径为研究对象,分析得到钝圆半径切削温度影响规律,为铣削Ti6Al14V时铣刀刃口钝圆半径的设计提供依据。
关键词:钛和金Ti6Al14V;刃口钝圆半径;切削温度
中图分类号:TG506.5 文献标识码:A 文章编号:1006-8937(2016)12-0092-02
本文通过铣削刀具切削刃刀片Ti6Al14V口钝圆半径为研究对象,通过3 d哗叽Advantage切削温度最低法律、优化指标;适铣切削刃的刀具Ti6Al14V口钝圆半径优化;并通过、切削力的分析,研究不同的钝圆半径对铣削加工v14al6ti过程产生影响铣削时Ti6Al14V铣刀刃14口钝圆半径的设计提供依据。
1 铣刀分析模型的建立
三维软件,并且solidwroks2010不同钝圆半径铣刀,铣刀前角是14 °,后角为24 °、切削刃宽1.7 mm。3 d fem 5.5分为Advantage软件中刀具材料,硬质合金选配件和钛作为Ti6Al14V,初期的设定温度为20 ℃、刀具转动角度为90 °,模拟立铣刀铣削过程相反的前列腺炎。
2 实验方案的确定
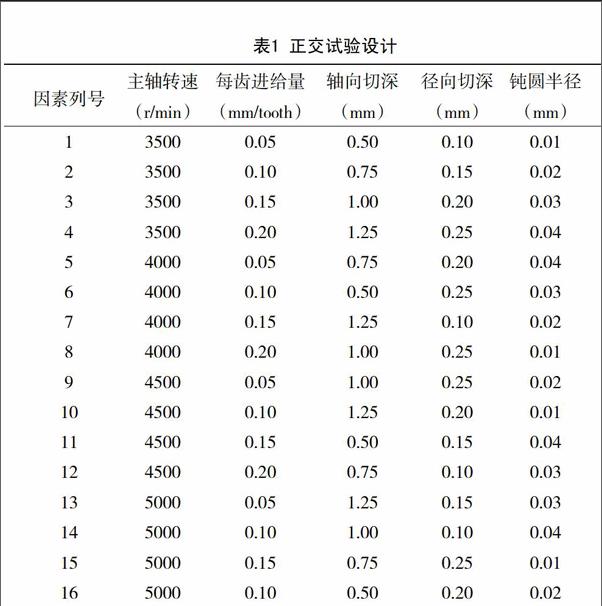
采用了正交实验法科学合理地安排试验,因此“平衡协调”原则的基础上通过了实验的次数,得出较优的实验方案,运用方法差检测法,实验结果进行分析,得出铣削加工的合理性的加工参数。初学者的定制、加工效率、加工成本和加工产品质量有重要影响。主要切削参数:主轴旋转,牙齿进给量、轴切深、人切深和钝圆半径。4座级选择每个元素的参考资料和现有设备的条件,其中包括选举——5因素4水平值表,见表1。
3 切削温度仿真结果及分析
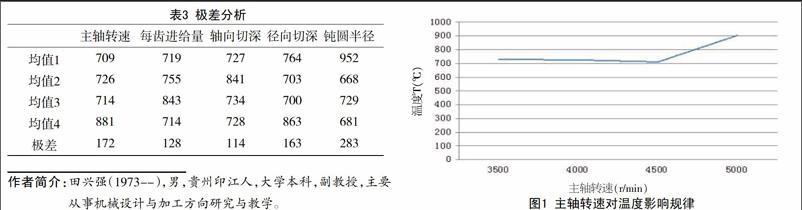
实验结果,见表2,极差分析,见表3。
根据正交实验表2中1~16组实验结果,绘制各切削参数对切削温度的影响规律图,如图1所示。
从图1可以看出,主轴转速由3 500 r/min增加到4 500 r/min,铣削温度基本无变化,这是由于单位时间内金属切削量也增加,切屑带走的热量增大,固有的温度无明显变化,随着轴的
转又多了,铣削温度有缓慢增大的趋势。每齿进给量对温度影响规律,如图2所示。
从图2可以看出,随着每齿进给量增加,金属切削的单位时间内增加的数量成正比,温度增加。另外增加进给量变形系数减小,单位切削量的切割效果下降、切削所带走的剪切热、摩擦生热人数不断增加,温度不断减少。如图3所示。
从图3可以看出,铣削温度随着轴向切深的增加,铣削温度先进的迹象增加再减小后趋于平缓的趋势。这是轴切深的增加,切削力呈明显增大的趋势,所以切深由0.5 mm增加到 0.75 mm时,铣削温度增大明显,但当轴向切深大于1.25 mm,铣削材料的去除率大幅度提高,切削带走大量的切削热,故此区域轴向切深对铣削温度变化影响较小。如图4所示。
从图4可以看出,随着径向切深的增大,铣削温度有逐渐升高的趋势。径向切深的增加使得刀齿实际的切削时间增加,热量传导工件及刀具的时间也增加,所以增加径向切削深度,铣削温度将上升。如图5所示。
从图5可以看出,随着钝圆半径增大铣削温度先减小后趋于平缓,当刃口钝圆半径为0.02 mm时,铣削温度达到最小值。钝圆半径增加增大了、刀具-切屑、刀具-工件接触面面积增大,刀具代代相传的热量增大,钝圆半径逐步增多,刀具传出的热量增大,钝圆半径增加等效负前角增加,所以温度有下降趋势。
4 结 语
牙齿进给量的回、轴切深、人切深和钝圆半径对铣削温度的影响可以得到规律,可以以下的结论:
①主轴转速的增加,铣削温度增加。
②增加对铣削温度量的进给牙齿每增加后呈下降趋势。
③随着轴向切深增加铣削温度呈现先增大再减小后趋于平缓的趋势,径向切深的增加导致铣削温度增加。
④铣削钛和金Ti6Al14V,当刃口钝圆半径为0.02 mm时,铣削温度达到最小值。
难加工材料加工时采用钝化刀具,可以提高刀具的耐用度。钝圆半径对铣削温度的影响最大,因此在铣削加工钛和金Ti6Al14V时, 选择合适的钝圆半径对降低铣削温度具有重要意义。
参考文献:
[1] 汪浩.硬质合金刀具刃口钝化方法的研究[D].宁波:宁波大学,2011.
[2] 刘月萍.铣削Ti6Al4V刀具刃口钝化研究[D].济南:山东大学,2010.
[3] 贾秀杰,李剑峰,孙杰.刀具钝化对切削力及表面粗糙度的影响[J].计算 机集成制造系统,20011,(17).
