应变片焊接粘贴一体化装置
2016-05-04刘晓辉颜庆智李春宝王春辉赵晶晶
刘晓辉,颜庆智,李春宝,王春辉,赵晶晶
(1.中国石油大学(华东) 储运与建筑工程学院,山东 青岛 266580;2.西安长庆科技工程有限责任公司,陕西 西安 710018)
应变片焊接粘贴一体化装置
刘晓辉1,颜庆智1,李春宝1,王春辉2,赵晶晶1
(1.中国石油大学(华东) 储运与建筑工程学院,山东 青岛 266580;2.西安长庆科技工程有限责任公司,陕西 西安 710018)
摘要:在电测应力试验中,应变片的焊接与粘贴质量将直接影响到电测结果的准确性。应变片的焊接与粘贴是由试验人员手工操作来完成的,由于在手工粘贴的过程中人为影响因素较大,在粘贴时容易出现应变片位置偏差或者按压不均匀,从而导致获得的数据不够准确。提出并设计了应变片自动焊接粘贴装置,通过该装置可准确、快速地完成应变片的焊接及粘贴。其粘贴质量可靠,节约了粘贴时间,具有较大的经济效益。
关键词:应变片;自动;焊接粘贴装置
电测法是工程上常用的对实际构件进行应力分析试验的方法之一。应变片的粘贴质量是试验能否成功的一个关键因素,但是工程测试过程中应变片的粘贴是靠试验人员手工操作,应变片的粘贴质量依赖于操作者的熟练程度。由于手工粘贴操作复杂,粘贴位置不易控制,或者粘贴时按压不均匀,不仅会导致应变片的浪费,还会延误电测进程[1-2]。另外,传统的应变片导线与接线端子以及端子与导线之间的连接亦是通过手工焊接来完成的,在实际操作过程中,测试人员的主观因素对焊接质量的影响较大,存在质量保证率低、耗时和耗材的问题[3-4]。
针对上述不足,提出一种应变片自动焊接粘贴装置。该装置能够准确定位应变片的位置,实现接线端子的焊接及应变片的粘贴自动化,能够有效提高应变片的粘贴质量,节约粘贴时间,有无手工粘贴经验的操作者都可使用,目前市场上暂无相关装置。
1应变片焊接粘贴一体化装置构成
应变片自动焊接粘贴装置(见图1)包括枪形主体,枪形主体包括枪筒,枪筒后端下方设有把手,把手前侧顶部与枪筒相交处设有扳机;枪筒内设有滑膛,滑膛从枪筒前端向后端延伸但不贯穿后端,滑膛的截面为三角形;滑膛内从后向前依次装有电磁动力装置、挤压杆、载体和卷曲式焊接挡板;在枪筒前端的一侧开设有载体孔槽,载体孔槽垂直贯穿滑膛,枪筒底部从前端向后延伸有接线滑槽,接线滑槽贯穿底壁[5]。
在图1中,电磁动力装置包括前铸铁、后铸铁及缠绕在前铸铁、后铸铁上的线圈,前铸铁、后铸铁的线圈缠绕方向相反,后铸铁固定在枪筒的后端,前、后两铸铁之间由复位弹簧连接,前铸铁的前端与挤压杆相连。启动电磁动力装置后,前、后线圈中的电流方向相反,在排斥力的作用下,电磁动力装置的前铸铁向前推动挤压杆,粘贴结束后,在复位弹簧的拉力下由铸铁带动挤压杆复位。
挤压杆的横截面与滑膛的横截面形状、大小均相同,挤压杆可以沿滑膛前后滑动,挤压杆的前端面装有3个弹性压头、2个定位灯(见图2)。弹性压头为弹性材料制成的长方体,1个位于挤压杆前端面上方的中心位置,另外2个设在挤压杆前端面的下方并且左右对称布置;定位灯嵌入挤压杆,并且上部的弹性压头左右对称设置。

图1 装置图
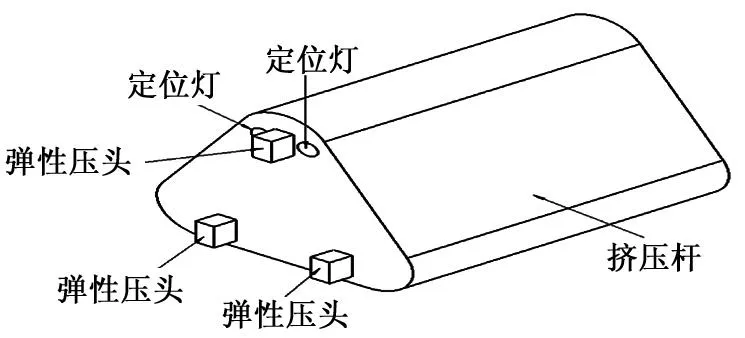
图2 挤压杆的立体图
载体(见图3)为比应变片厚度大1~2 mm的三角形薄片,该三角形与滑膛匹配,载体设有接线端子卡槽、应变片卡槽、接线孔、定位孔以及应变片导线槽。接线端子卡槽开设2个,应变片卡槽开设1个,接线孔、定位孔以及应变片导线槽各开设2个。接线端子卡槽、应变片卡槽及定位孔均贯穿载体,接线孔及应变片导线槽由前向后延伸但不贯穿载体。2个接线端子卡槽位于载体的下部,应变片卡槽位于载体的上部,并且2个接线端子卡槽、应变片卡槽在载体上的位置与3个弹性压头在挤压杆前表面上的位置相对应,接线端子卡槽和应变片卡槽稍大于弹性压头,且接线端子卡槽和应变片卡槽的深度小于弹性压头的高度,以便于弹性压头穿过接线端子卡槽和应变片卡槽对应变片及接线端子进行有效挤压。2个定位孔关于应变片卡槽对称设置,并且2个定位孔在载体上的位置和2个定位灯在挤压杆上的位置相对应。接线端子卡槽和应变片卡槽之间通过应变片导线槽相连,接线孔与接线端子卡槽相通,载体通过载体孔槽填进滑膛,载体距离挤压杆前端存在一段距离,并且载体在粘贴完成后可取下循环利用。
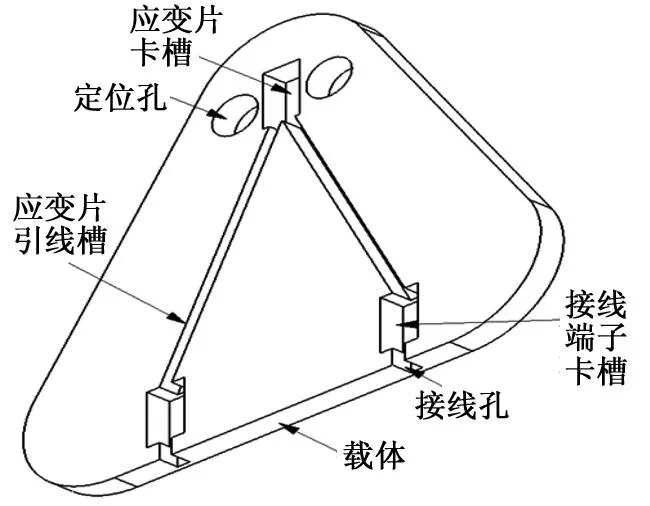
图3 载体立体图
应变片与载体对应示意图如图4所示。应变片下端带有2根应变片引线,左右对称,应变片放置在应变片卡槽中,应变片引线放置在应变片引线槽中,接线端子放置在接线端子卡槽中,并且应变片引线的尾部放在接线端子的后表面以便于焊接。焊接前应变片引线并未与接线端子连接在一起,测线的线头通过接线滑槽进入滑膛,然后穿过接线孔到达接线端子卡槽,进入接线端子的后表面,以便将测线的线头与接线端子焊接并且保证挤压杆在向前推进载体的过程中随着载体运动。
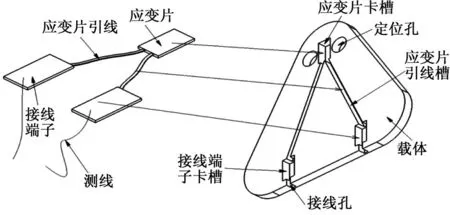
图4 应变片与载体对应示意图
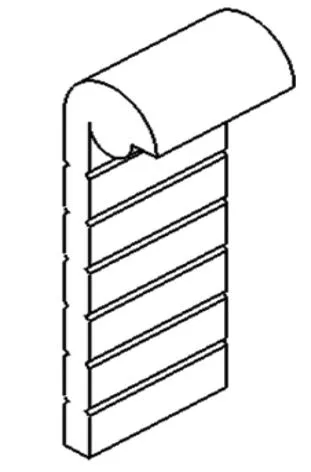
图5 焊接挡板 的立体图
载体孔槽的前部设有1个矩形孔槽,矩形孔槽垂直于滑膛,矩形孔槽内设有卷曲式焊接挡板(见图5),卷曲式焊接挡板的转动轴安装在矩形孔槽的顶部,卷曲式焊接挡板下降到载体的前面遮挡住载体,待焊接完成后,通过上部的转动轴自动卷曲进入滑膛的顶部。
滑膛的两侧对称设置焊接腔,焊接腔与滑膛相贯通,焊接腔的前端与载体孔槽平齐。焊接腔内设置焊接管,焊接管由可加热的中空的电加热管制成,管内装有锡条,扣动扳机后,焊接管开始加热其内部的锡条至熔化,然后通过焊接管后端的动力装置向前运动达到接线端子卡槽的位置,在已熔化锡的作用下将测线的线头、接线端子和应变片引线三者焊接在一起。
在图1中,枪筒前部的顶端设有胶粘剂储罐,枪筒内设有涂胶管线。涂胶管线的一端连接在胶粘剂储罐的底部,另一端连接在滑膛的前端。扣动扳机后凝胶会通过涂胶管线喷到应变片及接线端子上,然后在弹性压头的挤压下,将已涂胶的应变片及接线端子牢固地粘贴在目标位置。
扣动扳机后,卷曲式焊接挡板伸展,焊接管开始加热锡条并向前运动进行焊接,焊接完成后卷曲式焊接挡板、焊接管自动复位;然后胶粘剂储罐进行一次喷胶;最后在斥力的作用下,电磁动力装置的前铸铁向前推动挤压杆。粘贴结束后,在复位弹簧的拉力下由铸铁带动挤压杆复位,扣动扳机后其控制线路将自动依次启动,待粘贴结束后松开扳机,各部件自动复位。
2应变片自动焊接粘贴装置工作步骤
应变片自动焊接粘贴装置的工作步骤如下。
1)首先接通电源,定位系统的定位灯开始工作,灯光穿过定位孔照射到需要粘贴应变片的部位;然后保持灯光照射位置不变,将滑膛的前端对准并紧贴粘贴应变片的部位,从而完成定位;最后将装有应变片及接线端子的载体通过载体孔槽插入到滑膛中,再将测线的线头通过接线滑槽的根部和接线孔插入到接线端子卡槽中,扣动扳机,卷曲式焊接挡板向下伸展,卷曲式焊接挡板的前面作为应变片和接线端子的载体的支承,焊接管通过电磁驱动装置向前运动接触到接线端子的位置,将已经熔化的锡条粘到测线的线头、接线端子及应变片引线上,随后焊接管向后运动恢复到原来的位置,卷曲式焊接挡板也向上卷起,接线端子焊接完毕。
2)胶粘剂储罐中的胶通过涂胶管线对应变片及接线端子进行依次喷胶。
3)电磁动力装置推动前面的挤压杆将载体推到粘贴位置,位于挤压杆前面的弹性压头分别进入载体孔槽和接线端子卡槽,最终将应变片及接线端子挤压粘牢。
4)将应变片自动粘贴装置拿离粘贴位置,取下载体,松开扳机,各部件自动复位。
3结语
在工程结构测试中,应变片的粘贴是电测法中的关键步骤,粘贴质量将直接影响到测试精度,但是传统的手工粘贴质量受人为因素影响较大,而且粘贴质量与实验人员的熟练程度关系密切。通过该装置可以减少人为因素对测试结果的影响,能够准确、快速地完成应变片粘贴工作,并且粘贴质量可靠,测试质量得到保证,大幅缩短了电测试验的准备时间,避免了应变片的浪费,具有较高的经济效益。
参考文献
[1] 戴娟,汪大鹤,陈蕾,等.电测应力实验中应变片的粘贴技巧[J].湖南工程学院学报,2003,13(3):55-57.
[2] 董伟.电阻应变片粘贴技巧[J].山西建筑,2011,37(28):46-48.
[3] 夏祁寒.应变片测试原理及在实际工程中的应用[J].山西建筑,2008,34(28):99-100.
[4] 李巧真,李刚,韩钦泽.电阻应变片的实验与应用[J].实验室研究与探索,2011,30(4):134-137.
[5] 康杰,刘晓辉,孙翔,等.应变片自动焊接粘贴装置:中国,201510306866.X[P]. 2015-06-08.
责任编辑郑练
The New Strain Gauge Welding and Pasting Integrative Device
LIU Xiaohui1, YAN Qingzhi1, LI Chunbao1, WANG Chunhui2, ZHAO Jingjing1
(1.College of Pipeline and Civil Engineering, China University of Petroleum, Qingdao 266580, China;2.Xi’an Changqing Technology Engineering Co., Ltd., Xi’an 710018, China)
Abstract:The quality of strain gauges pasting directly affects the accuracy of measuring results in experiments of measuring stress. Strain gauge is pasting manually by laboratory personnel. The obtained data is inaccurate because of manual paste operation is complex, pasting position difficult to control,and pasting is pressed unevenly. Proposing and designning strain gauge welding and pasting integrative device, it can complete strain gauge welding and pasting accurately and quickly by the device. The pasting quality is reliable. It can also save time and have greater economic benefits.
Key words:strain gauge, automatic, welding and pasting device
收稿日期:2015-07-17
作者简介:刘晓辉(1990-),男,硕士研究生,主要从事岩土等方面的研究。
中图分类号:TU 411.5
文献标志码:A