基于UG的剃须刀刀头模具加工*
2016-05-04余松林姚益平
王 辉,刘 霞,余松林,姚益平
(1.广东科学技术职业学院 机电学院,广东 珠海 519090;2.新疆工程学院 机械系,新疆 乌鲁木齐 830011)
基于UG的剃须刀刀头模具加工*
王辉1,刘霞2,余松林2,姚益平2
(1.广东科学技术职业学院 机电学院,广东 珠海 519090;2.新疆工程学院 机械系,新疆 乌鲁木齐 830011)
摘要:设计了三孔剃须刀刀头,建立了其塑件模型。结合刀头的结构和工艺特点,设计了三孔剃须刀刀头的模具,由刀头模具型芯、型腔的工艺特点,制定了模具的加工工艺,并应用UGCAM软件进行了型芯、型腔的模拟加工。结合实际加工条件对自动生成的加工程序进行了合理改造,在得到了型芯、型腔的数控加工程序的基础上,使用西门子数控机床进行了模具的加工制造。实践证明,设计和加工工艺可靠有效。
关键词:模具;数控加工;UG;工艺
1刀头模具的设计

图1 剃须刀刀头塑件模型
三孔剃须刀是市场上较为常见的剃须产品,由于刀头的三孔接触面大,所以具有剃须效率高、效果好的特点。从市场上现有产品的特点出发,应用UG软件设计建立了三孔剃须刀刀头的模型(见图1),应用Mold Wizard模块[1]设计了刀头模具(见图2),制作完成了刀头型芯、型腔模具的零件图。作为剃须刀刀头塑件生产的重要工具,其加工质量的好坏将直接影响塑件的生产质量。
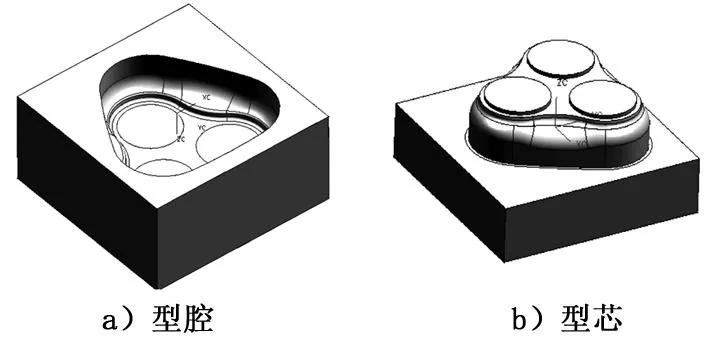
图2 刀头模具
2模具的UGCAM
从模具结构上看,型腔上有槽、弧型面和平面等加工要素,型芯上有凸台、弧型面等加工要素,其加工精度和表面粗糙度要求较高。模具的加工过程包括粗加工、半精加工和精加工,设定粗加工结束后预留半精加工余量为0.5 mm,精加工余量为0.1~0.2 mm,并以此作为CAM的设定参数,在建模时应把公差算到零件尺寸中。工件的装卡不需要特殊的夹具。加工过程中刀具的选用主要取决于工序所采用的加工方法、加工表面的尺寸、工件材料、所要求的加工精度、表面粗糙度、生产效率及经济性等,一般应尽量选用标准刀具。测量过程中,结合实际生产条件使用卡尺、千分尺、百分表、直角尺和高度尺等量具。用计算或查表的方法确定切削速度vc的值。
根据上述加工思路分别制定型芯、型腔加工工艺。型腔加工工艺主要有型腔的粗加工、半精加工、精加工、清根铣削和底平面的精加工几个工序,每个工序使用的刀具分别为D20高速钢、D20高速钢、R5高速钢、R1.5高速钢和D20高速钢。切削参数分别为:主轴转速n=500 r/min,进给量f=150 mm/r,背吃刀量ap=12 mm;n=500 r/min,f=200 mm/r,ap=1 mm;n=1 178 r/min,f=400 mm/r,ap=0.1 mm;n=3 926 r/min,f=400 mm/r,ap=0.1 mm;n=590 r/min,f=200 mm/r,ap=0.3 mm。制定型芯加工工艺主要有型腔轮廓粗加工、轮廓半精加工、轮廓精加工、清根铣削底平面和精加工等工序,每个工序使用的刀具分别为D20高速钢、D20高速钢、R5高速钢、R1.5高速钢和D20高速钢。切削参数为:n=500 r/min,f=150 mm/r,ap=12 mm;n=500 r/min,f=200 mm/r,ap=1 mm;n=1 178 r/min,f=400 mm/r,ap=0.1 mm;n=3 926 r/min,f=400 mm/r,ap=0.1 mm;n=590 r/min,f=200 mm/r,ap=0.3 mm。应用UGCAM功能对加工过程进行模拟,检测导轨的合理和准确性,模拟加工刀轨如图3和图4所示,经过后置处理得到加工程序(见图5和图6)。
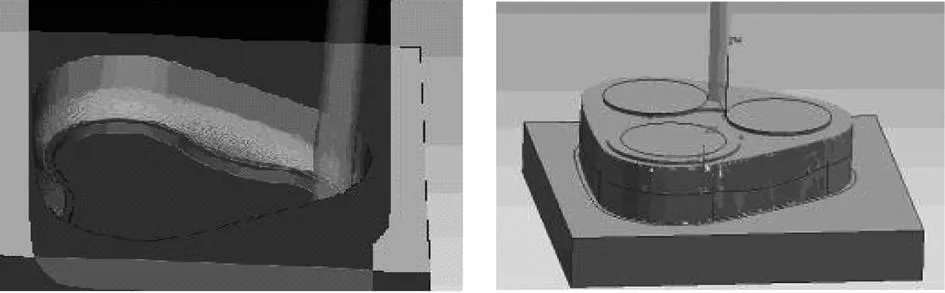
图3 型腔刀轨 图4 型芯刀轨
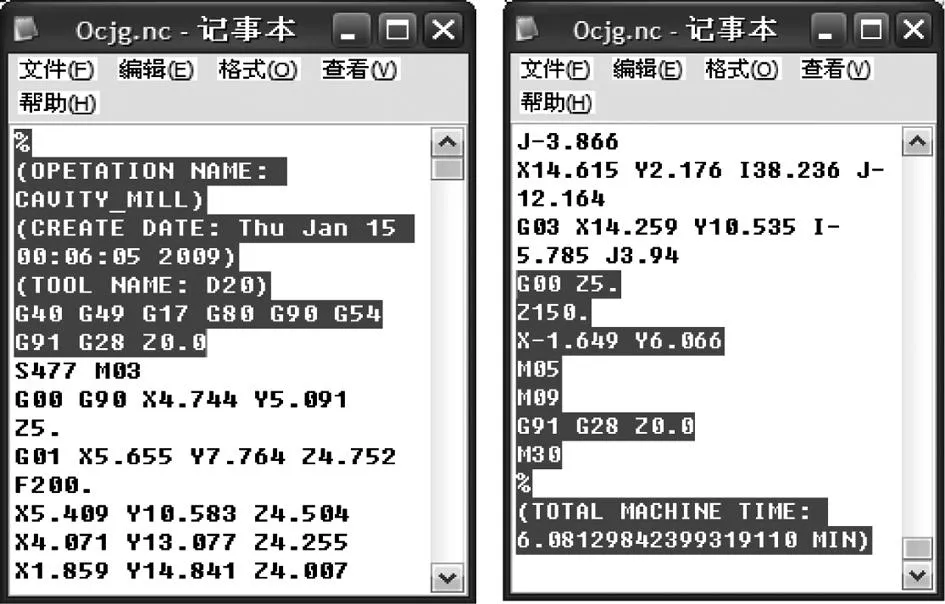
图5 型腔后处理程序 图6 型芯后处理程序
3数控加工
1)工件的装夹[2]。加工时以虎钳作为夹具,由于虎钳是利用固定侧和活动侧对工件进行夹持,并通过移动活动侧将工件锁紧的,而且由于工件在夹持过程中需将固定侧夹持面与工件贴紧,所以对虎钳来说,固定侧夹持面的垂直度与水平度就决定了零件的装夹精度,并且将极大地影响零件的加工精度;因此,在实际加工过程中,应对虎钳进行校正。一般要求在虎钳沿导轨200 mm垂直度≤0.01 mm,当固定侧的垂直度与水平度校正出来后, 亦应
校正出滑轨表面2个方向的平面度,经过这样正确校正的虎钳才可做出精密的工件。
2)完成刀具的装夹和对刀工作,本文介绍2种方法[3]。a.将刀具向零件同轴(X和Y轴)同线的2个面靠,用塞尺检测,然后把数值记下后相加除以2;对Z轴时,刀具向下慢慢靠上工件后,选一定厚度的塞尺,计数值时应把塞尺厚度加上;最后在数控装置的设置界面中,打开坐标轴设定菜单,将数值输到G55~G59坐标对应的坐标轴里。b.试切法。给主轴一定的转速,以手动的方式移动刀具,让刀具接触同轴毛坯的一面,当刀具刚碰到工件时,以当前坐标值加上或减去工件尺寸的一半,输入系统中,应注意X轴是正值,Y轴和Z轴是负值。
3)调用程序[4],将计算机和数控机床通过RS-232接口连接,设置好奇偶校验位、设备类型和波特率等相关参数后,建立机床和计算机的通信,再应用相关传送软件,将改写后的加工程序(见图7和图8)传送至机床,调用程序开始加工。
图7 型腔修改程序 图8 型芯修改程序
4)加工过程中准确控制机床运行参数和刀具状态,是保证加工质量必不可少的工作。在实际加工中,如果参数选用不合理就会影响刀具寿命、加工精度和表面质量;如果工件在加工时出现上部尺寸到位而下部尺寸失准或是表面被挤压等现象时,说明当前加工状态处在不正常切削。究其原因往往都是由刀具侧刃磨损造成的,而且当刀具磨损较大时,在低转速、大吃刀的情况下,还会引起机床振动,同时工件会被挤出飞边,并且极易发生打刀的现象,所以为了保证良好的加工质量需要做到:根据工况条件及时修正机床运行参数,当刀具磨损较快时,应及时进行刀具更换或刀具刃磨;当高转速、低走刀时,刀尖容易造成磨损,应及时调高进给,避免加工的台或孔有锥度。
完成的模具型芯、型腔的加工如图9所示。

图9 加工完成后的型腔、型芯
4结语
通过对三孔剃须刀刀头塑件的建模,设计了刀头的模具。对刀头模具的型芯、型腔进行了数控加工工艺研究,并应用UGCAM软件的辅助加工,分析了加工轨迹,编制了后处理及加工程序,形成了数控加工方法。对生成的加工程序进行了必要的修改,使用数控机床完成了刀头模具的数控加工。通过实践证明,加工工艺准确,加工方法合理,零件符合要求,从而为剃须刀刀头模具的生产工作打下了基础。
参考文献
[1] 李辉. UG软件在注射模具设计中的应用[J].新技术新工艺,2014(3): 64-66.
[2] 刘宏军.模具数控加工技术[M].大连:大连理工大学出版社,2010.
[3] 赵长明.数控加工工艺及设备[M].北京:高等教育出版社,2012.
[4] 钱爱萍.基于UG6.0的水壶盖塑料模具数控加工研究[J].新技术新工艺,2015(2):6-9.
* 新疆工程学院科研基金资助项目(2013XGY211512)
责任编辑郑练
Razor Head Mould Processing based on UG
WANG Hui1, LIU Xia2, YU Songlin2, YAO Yiping2
(1.Guangdong Institute of Science and Technology, Zhuhai 519090, China; 2.Xinjiang Institute of Engineering, Urumqi 830011, China)
Abstract:Design the three-hole razor segment. Plastic parts of the model are set up.Combined with the structure and process characteristics of the cutting tools, design three-hole razor cutter mold.By the features of the mould core and cavity of the cutting tools, formulate the mould processing technology, and appy UGCAM software in core and cavity simulation of processing. Combined with the actual processing conditions on the automatic generation of processing procedure to carry on the reasonable transformation, and on the basis of the NC machining program,use Siemens CNC machine for the mould processing and manufacturing. Through the practice, it has proved that the mold process is reliable and efficient.
Key words:mold, NC machining, UG, process
收稿日期:2015-07-10
作者简介:王辉(1977-),男,副教授,硕士,主要从事机电一体化等方面的研究。
中图分类号:TG 76
文献标志码:B