OVATION系统热工控制回路切换扰动分析及优化
2016-04-29张兰华
闫 超,张兰华,林 蕾
(广东惠州平海发电厂有限公司,广东 惠州 516363)
OVATION系统热工控制回路切换扰动分析及优化
闫 超,张兰华,林 蕾
(广东惠州平海发电厂有限公司,广东 惠州 516363)
〔摘 要〕要实现热工控制回路的高质量自动控制,除了要考虑控制回路的跟踪问题、合理控制参数外,还必须考虑不同控制回路之间的切换扰动问题。针对OVATION系统中控制回路切换扰动导致的异常进行分析,提出了逻辑优化措施,为同类型DCS系统设计控制回路切换提供借鉴。
〔关键词〕OVATION系统;热工控制回路;切换扰动;质量传递
0 引言
某发电厂2×1 000 MW机组DCS控制系统采用艾默生公司的OVATION系统,该系统由2套单元机组DCS和1套公用系统DCS组成,实现机组DAS,MCS,SCS,FSSS,BPS等各项控制功能。控制器采用容量大、运算速度快的OCR400控制器,软件是基于WINDOWS操作系统3.2.0版本的Vx Works操作系统,网络结构采用以太网分层拓扑结构,其良好的硬件平台、操作系统以及SAMA形式的组态逻辑便于热工人员的组态和调整。
DCS系统具有硬件种类多、控制逻辑组态庞大、网络通信数据量大等特点,在使用中不可避免地会出现各种硬件或软件异常,该发电厂对此采取了相应的应对措施。然而由于控制对象复杂,不同工况要求不同的控制策略及相应的控制回路,因此涉及到控制回路的切换问题。
OVATION系统的切换算法TRANSFER主要用来实现控制回路切换,在切换过程中曾因切换扰动,导致机组或设备异常动作。
1 切换算法TRANSFER介绍
TRANSFER算法执行2路输入之间的切换。如果数字量输入FLAG为TRUE,则输出等于IN2输入与其增益的积加上其偏置值;如果数字量输入FLAG为FALSE,则输出等于IN1输入与其增益的积加上其偏置值;如果输出值大于输出点的最大值TPSC,则输出为该最大值TPSC;如果输出值小于输出点的最小值BTSC,则输出为该最小值BTSC。算法功能符号如图1所示,图中各量参考算法定义如表1所示。
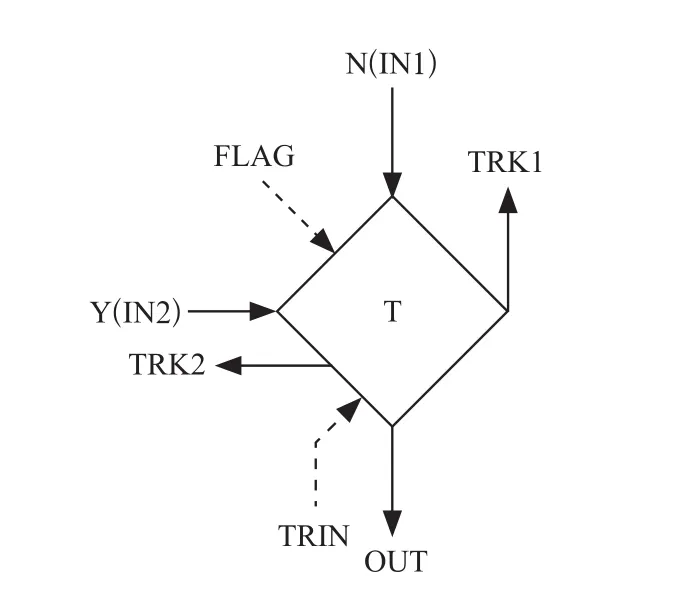
图1 TRANSFER算法功能符号
2 DCS控制回路切换扰动分析及处理
该发电厂自2010年投产以来,热工控制回路总体运行良好,满足了控制要求。但在5年多的运行过程中,当机组工况发生变化时,热工控制回路切换曾出现典型扰动,导致异常故障。
2.1案例1
2.1.1故障经过
在校验F给煤机时,瞬时给煤量测点偶然出现传感器异常,导致测点为坏质量,随后测点恢复正常。2014-12-06T11:10,机组负荷600 MW,A,C,D制粉系统运行,AGC指令机组升负荷,启动F制粉系统。待F给煤机投入运行时,由于OVATION系统的质量传递及控制回路设计的自保持功能,控制回路切换时导致给煤率变坏点,燃料主控切手动,锅炉主控切手动,机组CCS退出,AGC退出。
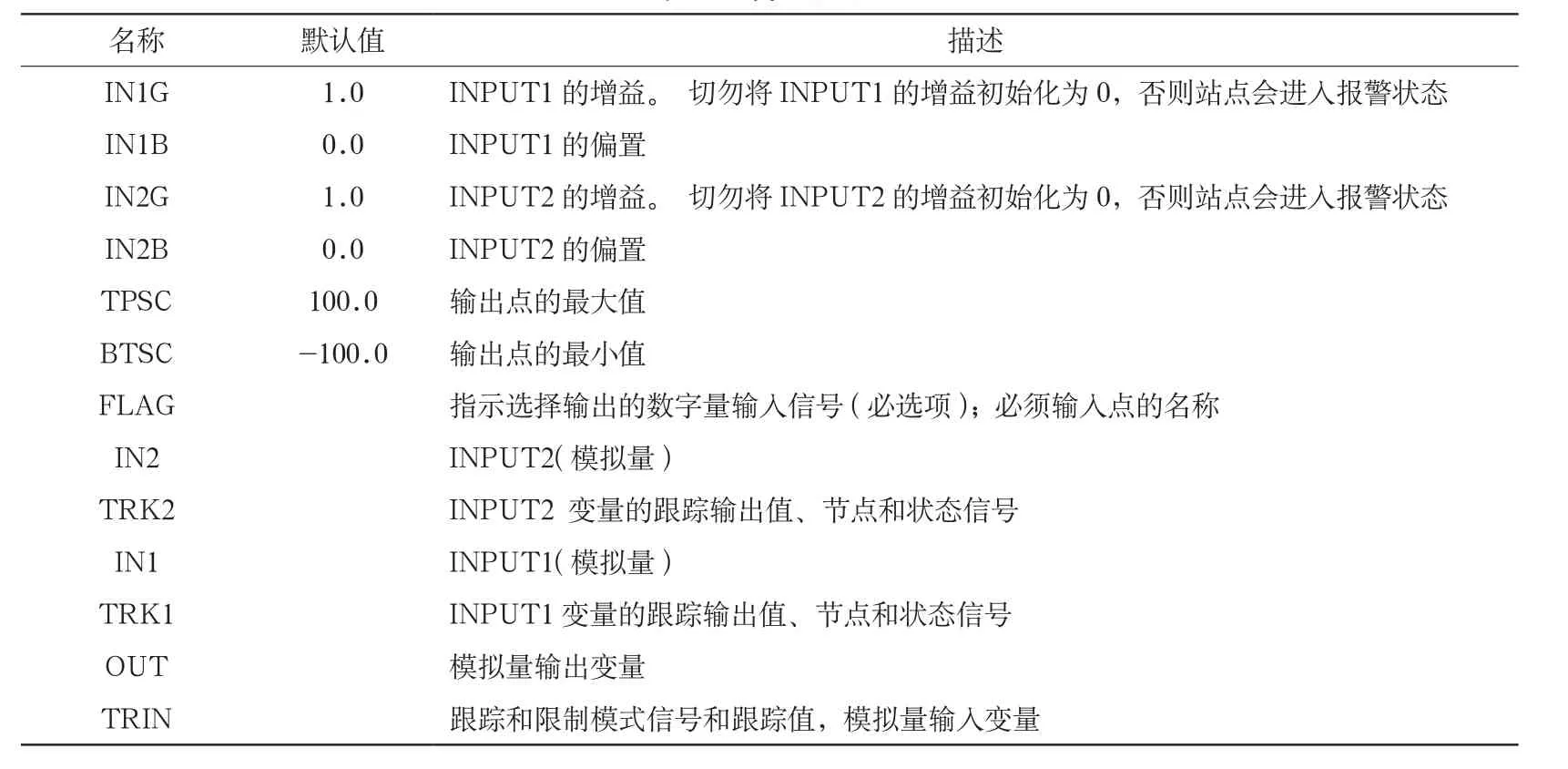
表1 算法定义
2.1.2故障原因分析
机组发生故障后,热工人员首先分析燃料主控切手动条件。这是因为燃料主控切手动后,将导致锅炉主控切手动,CCS退出,AGC退出。燃料主控切手动的条件有:燃料量偏差大,机组干态时所有给水控制在手动,MFT动作,所有给煤机控制在手动及燃料量测量值为坏质量。在OVATION系统中,测点质量为坏质量时,由于测点坏质量传递将导致所有引用该点生成或计算的量变成坏质量;同时,会退出相应引用回路的自动状态,切到手动状态。
经检查确认,燃料量偏差大,机组干态时所有给水控制在手动、MFT动作及所有给煤机控制在手动条件均未触发,控制器、服务器等均未发现异常。因此,唯一可能引起此次异常故障的只有燃料量测量值为坏质量。
燃料量测量值是给煤机给煤率相加的计算值,该值为坏质量,说明给煤机给煤率为坏质量。由于刚启动F给煤机,热工人员怀疑是该给煤机的瞬时给煤量测点变坏质量。查看异常工况历史曲线,发现F给煤机瞬时给煤量测点质量为好质量,但F给煤机给煤率却出现27 s坏质量。
瞬时给煤量经过逻辑运算生成给煤率信号,逻辑如图2所示。查历史曲线,发现F给煤机校验时,F给煤机停止前瞬时给煤量变坏质量,F给煤机停止后瞬时给煤量又恢复成好质量。F给煤机给煤率出现27 s坏质量原因是:给煤率计算回路里的瞬时给煤量变坏质量自保持,坏质量传递给给煤率,具体分析如下。
(1)给煤机校验时,运行信号为1,切换算法3选择N路,由于坏质量传递,导致坏质量在切换算法3处自保持。此时由于给煤机校验,磨煤机停止信号为1,切换算法1选择Y路,给煤机给煤率为0,质量为好质量。
(2)给煤机停止后,切换算法3选择Y路,由于此处设计的切换自保持,导致算法3出口为坏质量,同时切换算法2选择N路,所以切换算法2出口为坏质量,此时因磨煤机还是停止状态,给煤机给煤率还是好质量。
(3)升负荷时,启动F制粉系统,制粉系统启动顺序为:先启动磨煤机,后启动给煤机。磨煤机启动后,切换算法1选择N路,由于在前一时刻,N路质量为坏质量,坏质量沿算法逻辑传递到给煤机给煤率,给煤率变坏质量。给煤机给煤率之和构成燃料主控的测量值,由于坏质量传递,导致燃料主控的测量值变坏质量,从而导致燃料主控切手动,锅炉主控切手动,CCS退出,AGC退出。此次瞬时给煤量变坏质量,在很长一段时间内,热工人员未发现异常,主要是因为切换算法及设计切换逻辑时无扰切换保持回路,导致坏质量一直保持在回路中,当回路不切换时,难以发现此缺陷。
2.1.3逻辑优化
为避免停运的给煤机校验瞬时给煤率变坏质量并经传递、自保持,导致CCS退出、AGC退出等异常情况,现对给煤机给煤率逻辑进行优化:取消切换算法3处多余的切换算法及自保持回路,增加给煤机给煤率点故障报警功能。

图2 给煤率控制逻辑
2.2案例2
HWL阀(扩容器进口管道水位调阀)由手动控制,在机组降负荷停机过程中,HWL阀控制回路由于切换扰动,导致HWL阀非手动全开。
2.2.1故障经过
2014-10-10T20:00,机组负荷500 MW,HWL阀手动控制,机组滑参数停机。
20:53,机组负荷低于380 MW,HWL阀突然全开,运行人员紧急手动关闭HWL阀。
2.2.2故障原因分析
故障发生后,热工人员检查DCS操作记录,发现无运行人员手动开启记录,DCS控制器及网络设备未出现异常。进一步检查,发现HWL阀开启指令由DCS发出,其控制逻辑如图3所示。
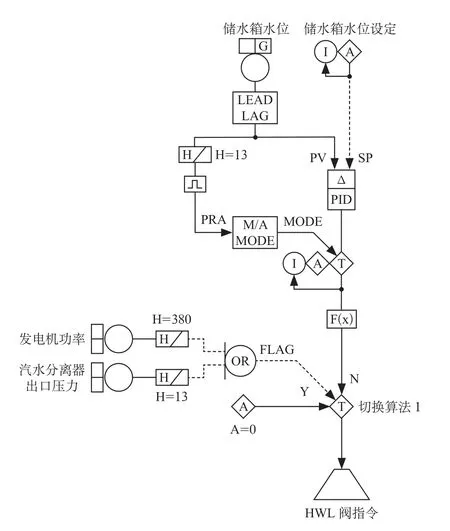
图3 HWL阀控制逻辑
机组负荷500 MW时,运行人员将HWL阀切手动控制。在停机过程中,汽水分离器内压力变化,出现“虚假水位”,储水箱水位高于13 m,HWL阀超驰控制, HWL阀手操站输出指令到100 %。由于此时发电机功率高于380 MW,切换算法1选择Y路,HWL阀控制指令为0,HWL阀处于关闭位置。在停机过程中,当机组负荷降低于380 MW时,切换算法1选择N路,HWL阀指令立即增大到100 %,阀门全开。
2.2.3逻辑优化
为避免停机过程中HWL阀非人为原因开启,节约工质及回收能量,现对HWL阀控制逻辑进行优化。取消储水箱水位大于13 m的超驰打开控制条件,增加储水箱水位大于15 m时HWL阀切至手动控制,并增加了报警功能。
3 控制回路切换扰动防范措施
避免控制回路切换扰动的措施有:优化控制回路组态逻辑,去掉不必要的切换逻辑及自保持逻辑;对传感器故障导致坏质量要求低的控制回路,取消坏质量传递功能;逻辑组态时,注意回路切换前后的控制状态、坏质量传递、控制量等问题。
4 结束语
OVATION系统在DCS热工切换回路要实现广泛应用,其关键点在于设计合适的回路,避免切换前后扰动及可能出现的异常。本文分析了OVATION系统2种常见的回路切换故障,希望对同类型机组DCS设计组态具有一定的借鉴意义。
参考文献:
1 贾长武,郎学君,李东根.330 MW机组热工控制信号、回路优化与改进[J].吉林电力,2009,37(4):45-46.
2 艾 红,王 捷.DCS系统中控制回路图连接组态设计[J].仪器仪表学报,2003,24(增):469-471.
3 李 滨.OVATION控制系统在1 000 MW超超临界机组的应用[J].华东电力,2012,40(7):1452-1455.
4 陈建明,陈 鹏.DCS系统故障分析和处理措施[J].自动化应用,2014,(4):63-64.
5 王峪梅.OVATION系统运行典型故障及处理方法[J].电子科技,2011,24(10):132-135.
6 张 雄,易 凡,张晓东,等.基于OVATION DCS的基本算法组态解决二维拟合插值问题[J].热力发电,2002,40(9):26-29.
7 韩 超,刘晓宇,马永光,等.通用DCS组态平台的设计与开发[J].热力发电,2012,41(1):16-20.
8 王继华,严 明,张 伟,等.OVATION系统虚拟仿真技术研究与实现[J].电力科学与工程,2014,30(4):43-47.
闫 超(1983-),男,助理工程师,主要从事火电厂热工控制及优化工作,email:13433554681@139.com。
张兰华(1984-),男,助理工程师,主要从事火电厂热工控制及优化工作。
林 蕾(1975-),男,工程师,主要从事火电厂热工控制及优化工作。
作者简介:
收稿日期:2015-09-22;返修日期:2015-10-20。