轴流转浆式水轮机桨叶密封更换安装工艺方法
2016-04-26顾晖孔德举
顾晖+孔德举


【摘 要】黄河水电苏只水电站轴流转浆式水轮机,A级检修时对桨叶两道“V型”及“凹型”密封圈更换安装的工艺方法进行详细介绍,论证其工艺方法的合理性及经济性。
【关键词】苏只水电站;轴流转浆式水轮机;A级检修;桨叶密封
0 概述
苏只水电站装有3台7.5万千瓦轴流转浆式水轮发电机组,水轮机型号ZZ(K15)—LJ—840,总装机容量22.5万千瓦,多年平均年发电量为8.79亿千瓦时。电站自2003年11月1日起开工建设, 2005年12月30日苏只水电站首台机组正式并网发电。
2015年1月25日—6月12日苏只电站安排电站第一台机组(3号机组)A级检修以下简称A修。根据3号机组运行维护记录发现转轮桨叶存在漏油现象,每年需要补充10桶左右(一桶为175KG)46#透平油,转轮桨叶漏油现象直接影响机组安全、经济可靠运行。
在本次A修中对3号机组5片桨叶密封圈进行了更换处理,桨叶密封圈是由业主提供备品,在检修中发现密封圈备品尺寸(直径偏大)不合格需切割、粘接后使用,回装完毕后进行桨叶16小时动作试验中发现2#、3#桨叶在第3小时开始漏油,分解检查发现桨叶密封圈已破损、堆积。为此我们重新购置合格桨叶密封圈并讨论制定了桨叶密封圈更换施工工艺后进行回装,桨叶16小时动作试验后检查桨叶无漏油现象。现对检修时桨叶密封更换详情进行如下介绍。
1 桨叶密封第一次更换安装情况
1.1 前期工作
1)查阅苏只电站转轮桨叶装配图,根据图纸标明桨叶密封为两道“V型”及“凹型”密封圈组成(见图1),准备密封圈备品。
2)开启尾水管进人门进行桨叶动作实验,经检查3号桨叶密封压板出有漏油现象(如图2)。
3)转轮整体吊出至转轮检修工位,分解水轮机联轴螺栓,支持盖及水轮机主轴吊至工位。
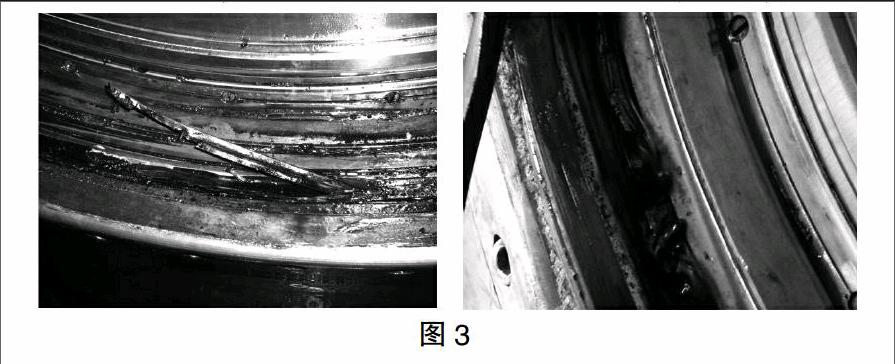
4)转轮体排油,3#桨叶分解、检查发现桨叶两道“V型”及“凹型”密封圈破损严重,枢轴与桨叶金属密封面有少量划痕(如图3)。
5)分解其它4片桨叶检查发现桨叶两道“V型”及“凹型”密封圈均有少量破损,枢轴与桨叶金属密封面有少量划痕。
6)桨叶分解后发现除图纸上标注的桨叶与枢轴铜瓦接触面一道Φ8密封条以外,还在桨叶金属密封铜环内沿处有一道Φ8密封条。
1.2 处理过程
1)全面清扫桨叶、枢轴接触面。
2)对枢轴与桨叶金属密封面少量划痕用天然油石进行研磨,研磨完毕后用刀口尺对金属密封面进行测量,刀口尺与金属密封面用0.02mm塞尺不通过为合格。
3)桨叶两道“V型”及“凹型”密封圈与桨叶轴颈和内侧压环进行预装,发现四道备品密封圈直径偏大并且材质较软,经讨论决定根据图纸要求对密封圈进行现场切割、粘接配装。
4)密封圈粘接完毕回装桨叶,桨叶回装至密封安装位置,现将第一道“V型”密封圈用专用工具(木质楔子板)推入至内侧压环位置,再依次将密封圈推入到安装位置。
5)密封圈安装到位后回装外侧密封压环,恢复桨叶密封压板后打紧桨叶螺栓。
6)回装工作完毕后进行0.8MPa(30分钟)转轮体打压试验,发现2号桨叶密封出现漏油现象。为此将2#桨叶密封压板螺栓全部旋松后再对称进行紧固,2#桨叶密封漏油现象停止。
7)转轮体保压试验完毕进行桨叶16小时动作试验(桨叶1小时全开、全关动作一次),2#、3#桨叶在第3小时开始漏油,对桨叶密封压板螺栓再次进行调整但漏油现象无法消除,检查发现3#桨叶密封压板间隙处已有密封碎屑挤出。
8)桨叶16小时动作试验失败,立即对2#、3#桨叶进行分解。桨叶分解后检查发现2#、3#桨叶密封已大量破损并有堆积现象(如图4)。随后对其他桨叶进行分解检查发现第一道 “V型”密封圈均有少量翻边现象(如图5)。
1.3 原因分析
1)本次更换的桨叶两道“V型”及“凹型”密封圈与图纸尺寸不符和密封圈材质较软现象,安装时要对密封圈进行切割、粘接,在进行切割、粘接时工作人员对密封圈的松紧度无法完全控制会出现密封圈尺寸过大或过小现象;密封圈尺寸过小,桨叶动作时密封圈与桨叶轴颈摩擦增大密封圈容易发生撕损情况,密封圈尺寸过大会在旋紧压板螺栓后发生密封圈堆积现象,桨叶动作时桨叶轴颈摩擦堆积密封圈容易发生撕损情况。
2)在第一道“V型”桨叶密封圈更换推进时,使用的专用工具(木质楔子板)因端部硬度较大,在推进较软材质的密封圈时容易发生密封圈翻边、挤边等现象。
3)根据实际测量桨叶金属密封铜环内沿与桨叶接触面有11mm间隙,加装的Φ8密封条无压缩量起不到密封作用。
4)在回装桨叶密封压板时发现,2#、3#桨叶进、出水边两侧压板较紧,需要外力打击压板才能回装到位,这样回装桨叶密封压板时密封圈容易受外力挤压造成堆积。
5)桨叶密封圈安装时工作人员对施工工艺不够规范,也会导致密封圈安装不到位发生桨叶漏油现象。
1.4 解决办法
1)联系厂家制作密封圈,密封圈材质、尺寸要与图纸技术要求一致。
2)对推入密封圈的专用工具进行了改良,切割一段更换下来的“凹型”密封圈粘接到特制的把手上,专用工具端部使用“凹型”密封后因材质、形态与第一道 “V型”桨叶密封圈相近可减少翻边、挤边等现象,制作的专用手柄也解决了桨叶法兰进、出口边密封圈安装困难的问题(如图6)。
3)桨叶金属密封铜环内沿与桨叶接触面密封条更换为Φ10密封条。
4)回装桨叶时注意安装位置,桨叶法兰把合面与枢轴接触面要有5—6cm的距离,保证桨叶进、出水边两侧密封压板顺利安装,避免使用外力安装桨叶进、出水边两侧密封压板。压板在回装前在压板表面涂抹少量润滑脂,减少压板安装时与压环摩擦造成密封圈错位、损伤的几率。
5)为使本次桨叶密封更换工作一次性成功,特制定桨叶密封圈更换检修工艺及注意事项,并要求施工人员在整个施工过程中严格执行。
2 桨叶密封第二次更换安装情况
1)桨叶回装前检查枢轴表面与桨叶法兰结合面平滑无高点、毛刺。
2)首先将两道“V型”及两道“凹型”密封圈与桨叶密封内侧压环进行配装。
3)密封圈预装合适后在密封压环与第一道“V型”密封圈结合面上涂抹黄油进行黏结。桨叶回装至密封圈安装位置时将密封压环与第一道“V型”密封圈用自制专用工具对称慢慢推入,安装到位后用手电观察“V型”密封圈是否有错位、翻边现象,桨叶叶片进出口根部无法观察到的部位用塞尺进行检查。
4)第一道“V型”密封圈回装到位进行三级验收合格后进行第二道密封圈回装,在第二道凹型密封圈与第一道密封结合部位涂抹黄油后对称推入到位。第三道、第四道密封圈按以上步骤进行。
5)四道密封圈回装到位后再次用手电观察密封圈是否有错位、翻边现象,桨叶叶片进出口根部无法观察到的部位用塞尺进行检查。经三级验收合格后回装外侧密封压环。
6)回装桨叶密封压板,把合密封压板螺栓时要安排专人进行,对称把合压板螺栓,把合力度要均匀。
7)回装桨叶,打紧桨叶把合螺栓。
8)进行16小时桨叶动作试验,全面检查桨叶无渗漏油现象。
3 结论
对于轴流转桨式水轮机,转轮是其重要的核心部件之一,而转轮做为在水下运行的一套独立油压控制设备,其桨叶的密封性能直接影响到水轮发电机组的安全稳定运行,桨叶漏油不仅造成透平油的浪费,而且会造成水轮机压油装置的频发启动造成设备的损伤,更会造成对我们赖以生存的母亲河的污染。
苏只轴流转桨式水轮机处理桨叶漏油必须将转轮整体吊出机坑,分解桨叶后方可检修,检修条件及过程比较复杂。因此桨叶漏油处理一次性成功与否会直接造成人力、物力的浪费及检修工期延误等后果。通过本次对苏只电站转轮桨叶密封安装的良好实践,对轴流转桨式水轮机的安全、稳定、经济运行及今后的检修打下良好的基础。
[责任编辑:杨玉洁]
