基于CATIA的橡皮囊工艺审查系统的二次开发
2016-04-23张凌云王东波杜芳静
张凌云,王东波,杜芳静
(1.沈阳航空航天大学 航空制造工艺数字化国防重点学科实验室,辽宁 沈阳 110136;2.中航沈飞民用飞机有限责任公司,辽宁 沈阳 110013)
基于CATIA的橡皮囊工艺审查系统的二次开发
张凌云1,王东波1,杜芳静2
(1.沈阳航空航天大学 航空制造工艺数字化国防重点学科实验室,辽宁 沈阳 110136;2.中航沈飞民用飞机有限责任公司,辽宁 沈阳 110013)
摘要:为实现橡皮囊成形工艺审查系统,采用CAA对CATIA进行二次开发,对橡皮囊成形零件进行工艺审查.分析了钣金零件的工艺特征,建立了CATIA与知识数据库的连接.通过对钣金零件特征信息的提取,对零件的各个成形特征分别进行审查,完成了橡皮囊钣金成形零件的审查.通过实例验证,高压橡皮囊成形工艺在3组不同压力下,6个凸弯边零件的凸缘部分都出现起皱现象,与系统审查结果一致,说明该工艺审查系统是可靠的.
关键词:橡皮囊;工艺审查;二次开发;数据库
CATIA是法国达索公司出产的软件[1],它把CAD/CAE/CAM集为一体,在航空航天、汽车制造、造船、电子/电器、机械制造等行业得到了广泛应用,它的集成解决方案,涵盖了完整的产品设计与制造领域.基于CATIA/CAA的二次开发,使软件更加专业化地服务于客户要求,不仅充分提高了CATIA软件的应用效率、专业性,而且也大大提高了工作效率和工作质量.
橡皮囊液压成形工艺是航空制造领域典型的钣金成形工艺,具有质量好、效率高、成本低、适合多品种和小批量生产等优点[2].然而,在传统的橡皮囊液压成形过程中,需要查询大量的技术资料,包括许多标准、手册、规范、个人经验数据等,对操作人员的素质要求也很高,最终导致产品的质量良莠不齐,生产效率低,橡皮囊液压成形工艺得不到良好的应用和发展.为了用三维模型的数字化审查模式代替传统的人工工艺审查方法,提高橡皮囊液压成形工艺的自动化和智能化水平,提出了在CATIA环境下,通过二次开发技术,建立橡皮囊工艺审查系统[3].
1CATIA 的二次开发
1.1CATIA的二次开发方法
CATIA常见的二次开发接口主要有两种:第一种是AutomationAPI宏命令接口,虽然入门容易,但是其涵盖的功能简单,可扩展性不高;第二种是通常所说的CAA V5 C++and Java API,它可以很好地满足用户大部分需求,功能比较全,能够满足二次开发产品从简单到复杂的功能需求,但是,这种接口对开发人员要求较高,不仅需要熟练掌握CATIA软件的功能,还需要深入了解面向对象程序的语言以及COM组件的概念和知识[4-5].
1.2组件应用框架技术
CATIA本身是按照组件模型建立起来的,用户可以通过开发自己的CAA组件,对DASSAULT Systemes的CATIA V5进行扩展[6];也可以结合用户自己开发的CAA组件,实现用户自定义应用.其基本框架为:每个工程包含一个或者多个框架(Framework),包含了一个工程需要的所有元素,而框架中有一个或多个模块(Module),模块中包含编写的程序文件.
可视化的集成快速应用研发环境(Rapid Application Development Environment,RADE)能够提供CATIA/CAA完整的编程工具组[7].RADE以Microsoft Visual C++6.0为载体,在VC++环境中集成了所有的开发工具,并且提供了一个CAA框架程序编译器,但同时也限制了VC+++的部分功能.在目前的所有高端CAD/CAM开发环境中CATIA CAA-RADE是最为复杂,同时也是功能最为强大的一个.图1所示为CAA组件的应用框架[8]

图1 CAA 组件的应用框架
2橡皮囊工艺审查系统
2.1系统的整体设计
整个系统主要由数据库、零件信息、数据维护、结果输出等模块组成(图2).系统运行采用向导方式,用户首先导入设计好的零件,通过CATIA进行零件的特征匹配,得到零件各个特征的参数,尽量减少人工输入的参数,以减少人为因素对审查结果的影响.系统自动审查输入的参数与数据库后台的相关参数,并及时在 CATIA 界面中以对话框形式输出审查结果,也可以Excel 表格形式按照类别输出审查结果,以方便用户随时查阅.
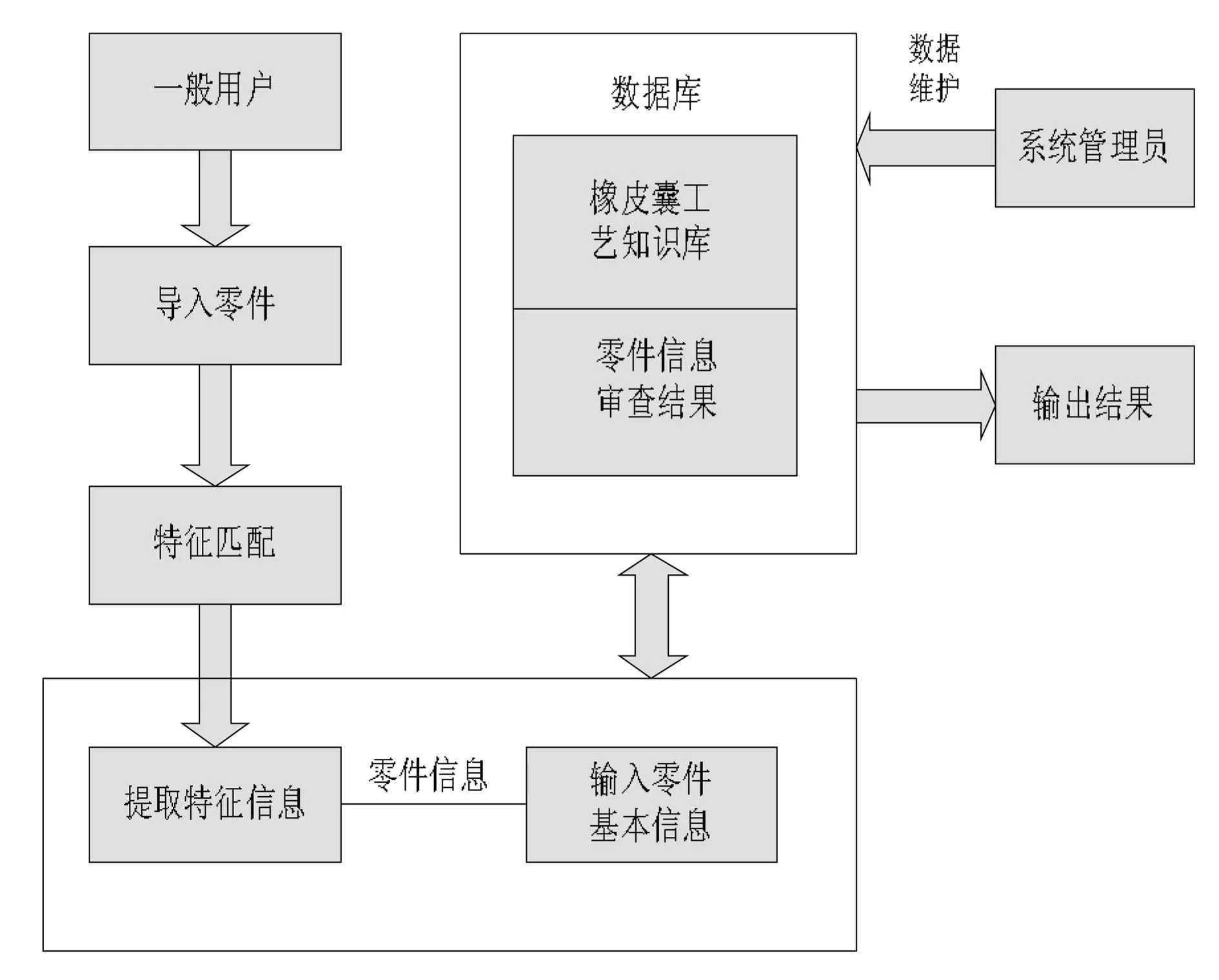
图2 系统的整体结构
系统可以查到的问题有以下几类:①圆角半径小于最小弯曲半径,出现破裂;②实际成形极限Ka大于凸弯边极限弯边系数Ke,出现褶皱;③实际成形极限Ka大于凹弯边极限弯边系数Kt,出现破裂;④相邻加强槽轴线(中心线)的距离过小;⑤加强槽末端到弯边的距离过小;⑥相邻加强窝轴线(中心线)的距离过小;⑦相邻减轻孔中心的距离过小;⑧过渡区长度过小,不符合规范.
2.2界面预览
在VS(Visual Studio)平台下编写C++程序,可以建立CATIA环境下的菜单项(图3).将零件分为7个特征,分别建立子菜单,使程序更加清晰.其部分语句如下:
NewAccess(CATCmdContainer,pAllMenu,AllMenu);
NewAccess(CATCmdContainer,pAllWorkMbr,工艺审查);
SetAccessChild(pAllMenu,pAllWorkMbr);
NewAccess(CATCmdContainer,pPrepartionMenu,CompensationMenu);
SetAccessChild(pAllWorkMbr,pPrepartionMenu);
NewAccess(CATCmdStarter,pStraight
ComMenuStr,StraightComMenuStr);
SetAccessCommand(pStraightComMenuStr,“直弯边”);
SetAccessChild(pPrepartionMenu,pStraightComMenuStr);
……
AddToolbarView(pAllBenchT1b,1,Right);
SetAddinMenu(pAllBenchT1b,pAllMenu); return pAllBenchT1b

图3 CATIA环境下的菜单项

图4 钣金零件的典型特征分类
2.3工艺审查
由于钣金零件的典型特征有多种类型(图4),针对一个零件来说就会出现多种成形特征,从而具有多种成形极限,特别是不同成形交界的地方存在许多复杂因素,因此审查其成形极限非常困难.这里把一个复杂的零件分为多个单独的特征进行审查,再通过单独的成形特征来判断复杂零件的成形性.这种方法大多已用于实际生产.在工艺审查中主要考虑零件的成形性因素,在直线弯边成形工艺中可能出现的缺陷是在圆角区发生破裂.为了避免破裂现象的发生,需保证圆角半径不小于最小弯曲半径.凸曲线弯边零件在成形过程中要尽量避免弯边面上出现的起皱现象,在成形过程中必须确保弯边成形系数不超过极限弯边系数Ke.凹曲线弯边成形系数不应超过极限弯边系数Kt.零件最小厚度应大于成形方法允许的厚度.弯边高度应大于该处的弯曲半径.各种下陷、加强槽、加强窝、减轻孔应标准化.
2.4零件参数获取


H——弯边高度 R——曲率半径 α——弯曲角度 t——料厚图5 凸曲线弯边成形的结构参数
第一,确定图形的坐标,规定参照基准;第二,使用函数GetCOG确定弯边特征方向;第三,应用CAA的API函数获取零件的信息,用函数DistanceTo获取弯边高度,用函数GetAngleTo获取角度,用函数GetRadius得到曲率半径等.这样就获得了非常准确的零件特征参数,再通过公式计算得到相应的成形系数,最后把得到的信息与数据库比对,从而快速准确地进行工艺审查.
2.5信息查询匹配
工艺审查系统建立在数据库的基础之上,而零件的几何信息是自动提取.因此,在检索数据库时,会出现提取的信息与数据库不匹配的情况,从而造成审查失败.数据库中数据大部分采用整数值,而零件提取的数据不能较好地匹配,从而造成数据库的资源浪费.为了解决这一问题,采用了给定区间近似匹配的方法:先对数据库中的具体数据表进行分析,给出合理的区间,提取到的参数在这个区间内就认为匹配,尽量避免查询不到数据和匹配多个数据的情况发生.
3实例应用
3.1系统应用界面
以某橡皮囊成形飞机零件为例来验证凸弯边工艺审查(图6),导入零件,通过下拉菜单选择零件的材料,依次选择凸弯边相应的特征,点击审查,审查结果以Editor的形式出现在界面上,从审查结果判定,此凸弯边特征会出现褶皱现象(图7).

图6 凸弯边审查模块

图7 审查结果
3.2实验验证
本研究针对2A12材料分别在40 MPa、50 MPa、60 MPa下进行橡皮囊成形实验,每种压力下两组零件进行实验验证,6个零件凸弯边部位都出现褶皱现象(图8).

图8 橡皮囊成形实验结果
实验结果与工艺审查凸弯边模块给出的审查结果一致,出现了褶皱现象.橡皮囊工艺审查系统能够快速审查出零件中工艺的不足之处,大大提高了生产效率、节约了成本.这说明了系统应用在橡皮囊成形工艺时的可行性与可靠性.
4结束语
对CATIA模块进行二次开发,实现三维环境下橡皮囊零件的工艺审查,通过编程语言,把CATIA强大的几何处理能力与用户需求相结合.以一个凸弯边橡皮囊钣金零件为例,验证了此方法的可行性.此方法使零件的设计不必反复查找检验规范,加快了钣金零件的生产周期,提高了企业的经济效益.
参考文献:
[1]陆皆炎,赵高晖,李祥,等.基于CATIA二次开发方法的智能装配技术研究[J].机械设计与研究, 2012,28(5):84.
[2]《航空制造工程手册》总编委会主编.航空制造工程手册:飞机钣金工艺[M].北京:航空工业出版社,1992:439-446.
[3]汪祥志,刘闯,王俊彪,等.面向制造过程的橡皮囊液压成形工艺知识表示及其应用[J].机械科学与技术,2012,31(1):10-12.
[4]刘滕,郝博,魏礼勇.基于CATIA的可视化技术二次开发[J].先进制造技术,2015,32(1):19-20.
[5]苏洪军,王永金.基于CAA的CATIA V5二次开发方法的研究[J].机械, 2008,35(S1):41-43.
[6]许元付,郝博.基于CAA的机械零件参数化设计[J].成组技术与生产现代化,2013,30(1):45-48.
[7]潘臻波,虞世鸣.一种基于CATIA/CAA与模型特征遍历的参数化设计方法[J].现代设计与先进制造技术,2007,36(23):37-38.
[8]郝博,李亚南.基于CATIA二次开发的钣金零件检测规划技术[J].成组技术与生产现代化,2014,45(5):83-85.
Secondary Development of Rubber Bladder Process Examination System Based on CATIA
ZHANG Ling-yun1,WANG Dong-bo1,DU Fang-jing2
(1.Key Laboratory of Fundamental Science for National Defense of Aeronautical Digital Manufacturing Process, Shenyang Aerospace University, Shenyang 110136, China; 2.AVIC SAC Commercial Aircraft Company Limited, Shenyang 110013, China)
Abstract:In order to realize the rubber bladder process examination system, reviewing the parts of the rubber bladder forming process through the redevelopment of the CATIA software used CAA. The technological characteristics of sheet metal parts are analyzed, connecting CATIA with the knowledge database, going by extracting the feature information sheet metal parts, examining the characteristic of the rubber parts respectively, completing the examination of rubber bladder forming sheet metal parts. The reliability and stability of the system was verified through an example, wrinkling occurs in flange parts of six flange bending parts under three groups of different pressures in high pressure rubber forming, and the results are consistent with the system.
Key words:process examination; rubber bladder forming; secondary development; knowledge database
doi:10.3969/j.issn.1006-3269.2016.01.005
中图分类号:V262.1
文献标识码:A
作者简介:张凌云(1963-),男,黑龙江鹤岗人,博士,教授,硕士生导师,研究方向为航空材料先进加工技术.
收稿日期:2015-10-14
文章编号:1006-3269(2016)01-0027-04
