产品开发 电锭细纱机高速纺纱实践分析
2016-04-16太平洋机电集团有限公司袁松鹤
太平洋机电(集团)有限公司 袁松鹤/文
产品开发 电锭细纱机高速纺纱实践分析
太平洋机电(集团)有限公司 袁松鹤/文
摘要:本文分析了电锭传动特性在纺纱中的优势,锭子转速稳定,锭间差小,瞬时锭速差异明显优于传统带传动锭子,纺纱张力波幅小,纺纱速度可比传统提高15%,恒张力纺纱有望实现。
关键词:电锭 高速纺纱 带传动锭子 锭间差 锭速差 纺纱张力 细纱接头
纺纱全流程数字化的提出,纺纱企业对智能化和自动化控制的期盼,使得传统细纱机对纺纱单锭无法有效监控的矛盾日益突出,单锭单电机细纱机——电锭的研究使用对于解决这一矛盾具有得天独厚的优势,它是自动化控制进而实现“无人工厂”全流程智能化管理的一个理想解决方法。同时,现代棉纺企业对细纱机产能、智能及进一步减少用工水平的要求,在传统细纱机上都将难以满足,带传动锭子方式无论是在高速还是在智能化方面的发展瓶颈已显而易见。随着研究的深入,单锭单电机电锭细纱机的优势不断被挖掘,智能化纺纱将成为现实,高速化的瓶颈也将被大大突破。
本文将从电锭细纱机所具有的功能在纺纱过程中所起作用的角度,通过与带传动锭子纺纱对比测试数据,分析电锭给细纱机带来的优越性,分析电锭对高速纺纱的影响。
1 电锭优势之一:锭速差与锭间差小
环锭细纱机锭子是数量最多、工作转速最高、运转时间最长、能耗比例最大的纺纱重要专件。传统细纱机由主轴上100~250个滚盘,通过锭带及张力重锤传动四个纱锭,由于带传动的机械特性所至——滑溜不一致,导致锭间转速存在差异,转速差在1% ~1.5%。而电锭细纱机纱锭由特制的电锭电机和控制驱动器直接驱动,取消了主轴、锭盘、锭带、张力重锤等一系列传动件,排除了锭子转速差最大主因的锭带传动滑溜差异隐患,单锭锭速差控制在2‰以内,锭与锭之间的转速差异控制在4‰以内。
小纱和大纱的负载不同,锭带传动和电锭传动受力有所不同,测试分两种情况。小纱在管底成形处2000米、含纱管重65克状态测试;大纱在满纱前5000米、含纱管重100克状态测试。纺纱品种T/C65/35J11.8tex,钢领直径∮42mm。采用不参与设备控制的第三方专用测试传感器和软件测试。

表1 在纺纱长度2000米负载纺纱状态下测试(各测试10锭数据)

表2 在纺纱长度5000米负载纺纱状态下测试(各测试10锭数据)
从上表可以看出,在2000米小纱状态,锭带传动的锭子绝对速度差异值在144~209转之间,也即为0.7%~1.1%的锭子速度差。电锭传动的锭子速度绝对差异值在20~40转之间,也即为0.1%~0.2%的锭子速度差。在5000米大纱状态,锭带传动的锭子绝对速度差异值在163~178.7转之间,也即为0.88%~0.97%的锭子速度差。电锭传动的锭子速度差异值在14.2~23.2转之间,也即为0.07%~0.12%的锭子速度差。
以上测试数据表明电锭的转速稳定性明显高于锭带传动锭子,且几乎不受负载大小影响。以上数据也基本映证了理论分析:带传动的滑溜导致的速差在1%左右的规律,这还没有考虑长期运转后锭带伸长的影响;而电锭由于其自身的同步性质其锭速始终保持在自身的控制精度范围内,电锭传动无论在小纱或大纱不同负载情况下精度均小于2‰。
由此可以看出电锭传动细纱机由于转速稳定而具有锭差小的优越性。
中国教师:朱教授,您好!自2003年建议设立“国家阅读节”以来,今年两会是您第14次提出这个提案。能否谈一下您坚持此提案的缘由。
2 电锭优势之二:锭子回转360度瞬时速度控制精准
进一步,我们对电锭和传统锭带传动锭子做更精准试验与分析。各随机抽取四个锭子,对电锭与锭带传动锭子在带载高速纺纱状态下短时片段运行情况进行跟踪测试。
纺纱品种:T/C65/35J11.8tex,采样频率10μs,测试锭子带载恒速纺纱速度波动数值;
测试说明:因采样频率高,锭子一转得出300个左右数据,所以分析时更注重趋势对比、曲线波幅对比及360度分度对比效果。下面是不同负载传统锭带传动锭子与电锭纺纱采集的速度测试曲线图(各选取一锭)。
上图中任意截取一段数据:
上图中任意截取一段数据:
上图中任意截取一段数据:
上图中任意截取一段数据:
根据大量测试结果,经整理数据得出:

表3 电锭与传统细纱机锭子速度对比测试
3 电锭优势之三:纺纱张力稳定,随升降动程和速度变化不大
由电锭传动分析和速度测试结果可以看出,电锭对纺纱张力的影响是巨大的,它明显改善了张力波动,瞬时波动只有传统细纱机的1/12。
我们知道,细纱机在每个升降短动程和升降全程中,纺纱张力变化是相当明显的。那电锭细纱机是否有所改善呢?为观察纺纱张力变化情况,我们对电锭细纱机整落纱不同升降高度纺纱张力状态进行了跟踪测试。
试验时纺纱品种:T/C65/35J11.8tex,钢领直径∮42
整落纱不同工艺速度纺纱张力变化数据整理如下:

表4 电锭细纱机纺纱张力测试
由上表数据可以看出,尽管小纱段纺纱速度较低,但纺纱张力波动还是较大;尽管随着纺纱长度加长,工艺速度在加大,但纺纱张力没有随着速度的上升而增加,反而随着纺纱高度的上升,管纱底部负载的增加,电锭传动方式的优势又一次体现。电锭由单独电机驱动,不像锭带传动锭子高速且高负载的情况下有侧向力的影响,电锭完全是围绕中心稳态回转,加上负载后,中心“陀螺效应”优势体现,负载越大,高速越是趋于稳定。只是随着大纱纺纱气圈高度缩小,纺纱张力有所上升,但与传统细纱机相比,上升幅度小了很多。因此,同样品种传统细纱机满纱前纺18500rpm,断头已明显增加,而电锭细纱机在90%的纺纱高度时依然可以高速运行,就是满纱前,19500rpm速度依然状态良好。
4 电锭优势之四:高速接头成功率高,减少质量弱环
纺纱张力的稳定让高速得以实现,但细纱断头接头还没实现自动,如此高速人工接头有问题吗?在此我们对电锭高速运行接头情况进行测试。
由于电锭细纱机在细纱断头时具有自检判断功能,断纱后,电锭自动停止运行,同时粗纱停止喂入,没有皮辊绕花出现,减少纱疵的频率。待挡车工巡回时,按钮启动电锭,电锭恢复高速运转。我们对传统细纱机和电锭细纱机分别接头进行测试。测试结果如下:

表5 智能电锭细纱机与传统细纱机接头处捻度测试对比
根据测试结果及电锭启动特性,根据棉纺厂挡车工接头速率研究,并对接头过程整个动作加以分解,结合学习纺纱捻度传递理论,重新设计了电锭按钮启动速度曲线,使之更加符合纺纱要求。再次测试,结果如下(试验条件同上):
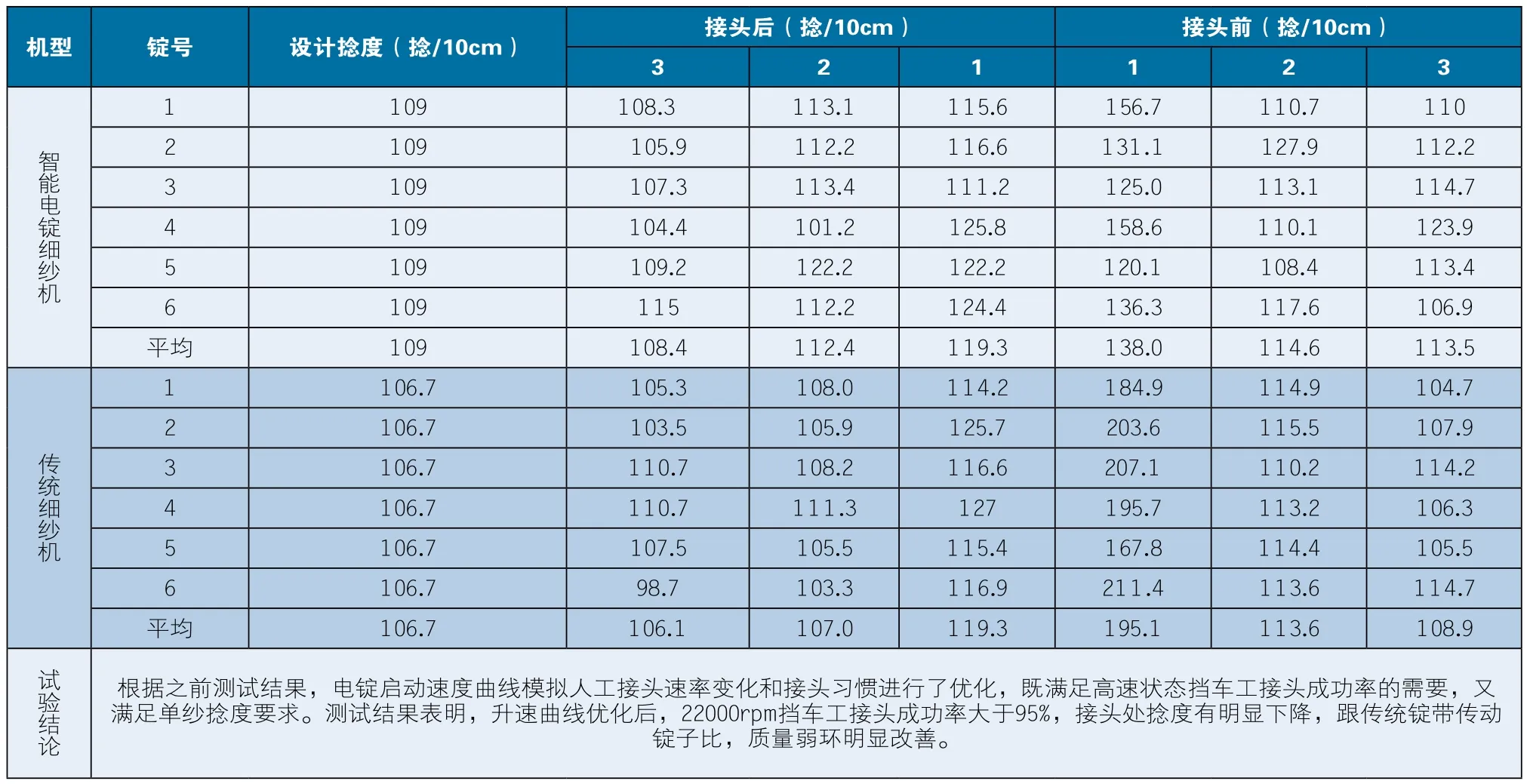
表6 速度曲线优化后,智能电锭细纱机与传统细纱机接头处捻度测试对比
由上表数据可以看出,改进后效果明显,这又是电锭一大优势。我们可以根据挡车工习惯与能力控制接头点速度,保证挡车工在低速段接头成功率,又不影响接头后高速纺纱成纱质量,这是传统细纱机无法做到的。传统细纱机无法实现高速,高速时特别是超过20000rpm纺纱挡车工接头成功率低也是一大瓶颈。
5 电锭细纱机成纱质量指标测试
以上初步把电锭的高速纺纱能力分析了一下,如此高速,成纱质量如何,下面对传统细纱机和电锭细纱机,在同样粗纱、同样工艺配置、同样牵伸器材与专件的条件下,进行对比纺纱测试。
5.1在相同纺纱速度下对比测试,纺纱锭速17500rpm

表7 相同速度成纱质量指标对比测试
从上表实际测试数据看,在保持纱线条干均匀度基本一致的情况下,电锭细纱机的加捻效率高于锭带传动细纱机,捻度均匀度好,纱线的捻度质量离散性小,单纱的最低强力高,这是棉纺厂用传统带传动细纱机纺纱较难克服的一个质量一致性难题。
5.2 在相同品种不同纺纱速度下对比测试
根据上表检测数据以及实际纺纱时观测到的纺纱状态可以得出,电锭细纱机纺同样品种高速化时,质量指标优于带传动细纱机。
另外,传统细纱机由于主轴带动大量滚盘单向回转,车肚内气流紊乱,飞花飘荡,而电锭细纱机由于车肚内没有回转件,气流稳定。加上其高速性能好,锭速差异小,锭子高速回转平稳,纺纱张力稳定性明显好于带传动细纱机。20000rpm高速纺纱张力比带传动细纱机18500rpm纺纱张力还小,尤其在升降速过程中,由于没有了细纱机腹部负压吸引,电锭细纱机速度变化对纺纱气圈的影响较小。
带传动细纱机在速度变化时特别是速度快速变化时,由于腹部的不稳定负压吸引,纺纱气圈明显抖动,此时不良负压对纺纱张力造成的危害性,可能更甚于锭子本身转速差异带来的影响力,严重时甚至造成细纱断头。

表8 不同速度成纱质量指标对比测试
从表8中还可以看出,电锭细纱机在20000rpm纺纱速度下,其千锭时断头根数低于带传动细纱机18500rpm纺纱的断头根数,进一步证明了电锭细纱机高速化纺纱的实用价值。
6 电锭细纱机产能对比
两台432锭细纱机,电锭细纱机与传统细纱机各一台,整机模拟正常生产状态开车纺纱,产能对比如下。

表9 智能化电锭细纱机与传统细纱机产能对比
7 结束语
单锭单电机传动之电锭细纱机其运转稳定性是显而易见的,它将高速纺纱提高到了更高的水平。如再配合积极式升降、电子凸轮曲线成形控制,钢领平稳运行,电锭细纱机纺纱将实现进一步高速。
据以电锭的感知功能,在线检测升降动程带来的纺纱张力变化,利用电锭细纱机优越的控制性能,实现恒张力纺纱,产能将再提高5%~8%。
随着电锭细纱机走向市场进入用户,优势将进一步挖掘和体现,它将改变纺纱管理模式,加快进入智能化时代。
参考文献
[2] 赵健,唐文辉.环锭细纱机上纱条张力分析与应用[J].国际纺织导报,2013,40(5):1-8.
[3] 陈瑞其,吴文英.纺纱锭子高速的研究[ J ] .纺织器材 ,2005 ,32 (4) :5211 .
[4] 朱德昭.棉纺锭子高速化探讨[ J ] . 纺织器材, 2007 , 34 (1) :13217 .
[5] 过明言,袁松鹤.从电锭细纱机的锭子传动方式看其纺纱优越性[J]. 纺织机械,2014,02:13-16.
[6] 熊伟,李刚.Novibra 锭子在纺纱过程中的应用分析[ J] .纺织器材 ,2006 ,33 (5 增) :31233 .