磨机大齿轮间歇振动故障的分析及处理
2016-04-11张霜霜吴程昊北方重工装卸设备分公司辽宁沈阳04北方重工矿山冶金设备分公司辽宁沈阳04
张霜霜 吴程昊(.北方重工装卸设备分公司,辽宁 沈阳 04;.北方重工矿山冶金设备分公司,辽宁 沈阳 04)
磨机大齿轮间歇振动故障的分析及处理
张霜霜1吴程昊2
(1.北方重工装卸设备分公司,辽宁沈阳110141;2.北方重工矿山冶金设备分公司,辽宁沈阳110141)
摘要:本文针对磨机大齿轮振动的问题,检测并分析出引起磨机大齿轮振动的原因,通过将自磨机两端中空轴的母线调整等高,提高了齿面接触率,消除了齿轮振动,使磨机运行处于正常状态。
关键词:磨机;大齿轮;振动;垫片
1 磨机的应用概述
球磨机是一种传统矿石粉碎设备,已经开发运用一百多年了。从第一台球磨机问世以来,球磨机特别是筒形球磨机得到广泛应用,磨机的主体是一个水平装在两个大型轴承上的低速转动的筒体,由电动机通过减速机及周边大齿轮,或者由低转速同步电机直接通过周边大齿轮减速传动,筒体内部装有一定量适当的磨矿介质,例如钢球、钢棒等。磨矿介质在离心力和摩擦力的作用下,被提升到一定的高度,呈抛落或泄落状态落下,被磨制的物料由给料口连续地进入筒体内部,被运动的磨矿介质所粉碎,并通过溢流和连续给料的力量将磨好的物料排出磨机外,以进行下一道工序处理。
大齿轮作为该设备传动部分的关键部件之一,通常采用开式齿轮传动,大齿轮的加工采用铣齿加工方法。随着矿山设备产业化进程的加快加大,磨机规格的增大,齿轮的结构设计也趋向大型化、复杂化,其材质由碳钢转向合金钢,各项力学性能指标要求也提高,其制造质量及啮合运行工况,将直接影响到整台设备运行的平稳性和使用寿命。
普遍认为齿轮副的回转误差是由齿轮本身的设计制造误差与受载变形造成的,因而通过合理的制造工艺过程肯定可以减少回转误差;回转误差与齿轮运转过程中的振动和轮齿啮合冲击有密切的关系,因而只要齿形与硬度等指标良好,同样可以降低啮合和振动冲击;齿形对啮合过程中轮齿的接触载荷分布会产生直接的影响。
2 振动问题的分析及检测
磨机齿轮振动的原因一般有以下几点:大小齿轮加工有误差、齿轮不对中、磨机整体安装精度差。
对齿轮副的安装参数进行检查:
①加工偏差检查:大齿轮径向跳动符合安装要求,轴向跳动超差较多。
②齿面接触率:大小齿轮接触率很差,只在小齿轮非传动侧接触了很小一部分,形成了角接触,大齿轮齿面有个别的点有压溃现象。
③齿轮副侧隙及顶隙:塞尺检查齿轮侧隙一端为3mm,另一端侧隙为3.5mm,侧隙不均且超差(要求1.6mm~2.6mm),顶隙8mm,顶隙超差(要求为5.5mm)。齿轮啮合面只有进料端接触,出料端齿面根本不接触,间隙0.3mm~0.5mm,抽检了大齿轮多个齿,发现情况几乎一样。
根据以上检测结果分析得知,齿轮不对中,齿轮副数据检测结果有规律,但大齿轮的径向跳动符合安装要求,说明磨机的筒体中心线与传动装置中心线在水平面的中心距还是正确的。齿轮不对中的原因可能是齿轮本身加工有问题,或者是磨机的整体安装精度影响了齿轮对中,首先对大小齿轮的加工精度进行检测,测量大小齿轮的公法线符合加工精度要求,基本排除了齿轮加工精度的问题,齿轮啮合面进料端接触,出料端均有0.3mm~0.5mm间隙,可以初步推断磨机的进出料端不等高,用水平仪检测磨机进出料中空轴母线,发现进料端中空轴母线低于出料端3mm,比安装标准超差较多,这与齿轮副只在进料端接触的情况相符合,磨机进出料端不等高导致了大齿轮在垂直面的倾斜,倾斜量计算如下:
筒体每米的倾斜率:高度差/两端盖的中心距=3mm/4400×1000=0.6818
那么大齿轮的倾斜量为:磨机筒体倾斜率/米×大齿轮宽度=0.6818×0.6m=0.409mm
计算结果和实测数据基本吻合,验证了大齿轮的倾斜是由磨机进出料端盖母线不等高导致的,然后对进出料端主轴承座测量,进料端主轴承座中心高比出料端小3mm。
3 振动问题的处理
如何调整两轴承座的中心高等高是主要问题,由于主轴底板地基已经浇注,无法通过调整底板的高度使两轴承座等高,更换新的主轴座已经不现实,唯一的方法是在进料端主轴承座的底面增加3mm厚垫片,由于主轴承座的底面长度为3.3m,现场没有适合长度的钢板,用两段3mm垫片组合而成,垫片的厚度要求完全一致,外形轮廓与主轴承底面轮廓一致,垫片四周轮廓用砂轮打磨光滑,不允许有毛刺,两件垫片的接口制作成凸凹接口,组对后保证接口处无间隙,垫片的简图如图1所示。
先用顶丝将进料端主轴承座定位,顶丝与其间隙为0.2mm,防置在抬起主轴承座时导致主轴承座位置发生变化,改变磨机的纵向中心线位置。用磨机的顶起装置将磨机的进料端顶起10mm,再用手拉葫芦将主轴承座轻轻的抬起5mm,将制作好的垫片放入主轴承座底部,最后将主轴承座把和牢固。
安装后复检齿轮副的各项参数,均符合安装要求,齿轮接触率齿长方向已达到50%,齿高40%,接触范围位于齿面中部,比原来有很大改善,且运转起来基本无明显振动,磨机的各项运行参数趋于稳定。
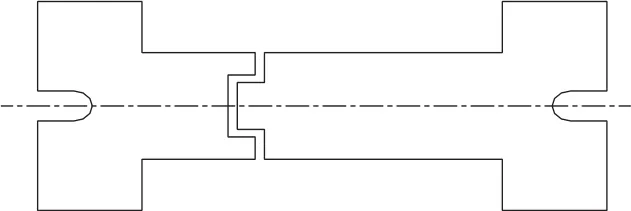
图1
结语
磨机进出料中空轴母线的等高对磨机的正常运行有较大影响,如果差值过大对设备的主要零部件造成损坏,产生恶性后果,因此在磨机安装时必须根据球磨机的安装使用标准严格检查各项参数,避免在设备安装完毕后再处理,带来不必要的人力财力损失。
参考文献
[1]肯克基J.半自磨机和球磨机在矿业的发展[J].国外金属矿选矿,1999(05):8.
[2] DanB,chapmanl(J.半自磨机驱动系统的选择[J].有色矿山,1993(02):46.
[3]李启衡.碎矿与磨矿[M].北京:冶金工业出版社,1979.
中图分类号:TP206
文献标识码:A