基于机器视觉的鲜食玉米品质检测分类器设计与试验
2016-04-09高新浩苏州工业职业技术学院机电工程系苏州500测试计量技术及仪器河北省重点实验室燕山大学秦皇岛066004
高新浩,刘 斌(.苏州工业职业技术学院机电工程系,苏州500;.测试计量技术及仪器河北省重点实验室燕山大学,秦皇岛066004)
基于机器视觉的鲜食玉米品质检测分类器设计与试验
高新浩1,刘斌2
(1.苏州工业职业技术学院机电工程系,苏州512100;2.测试计量技术及仪器河北省重点实验室燕山大学,秦皇岛066004)
摘要:设计一种基于机器视觉的鲜食玉米品质检测分类器。利用计算机视觉技术,通过小波分析方法对不同角度拍摄的鲜食玉米图像进行纹理特征分析;在获取玉米图像纹理特征的基础上,采用最大熵函数对纹理图像的分离度进行度量,并结合重量判据设计鲜食玉米品质检测分类器,实现对不同品种、尺寸以及破损程度的鲜食玉米进行分类,有效剔除病虫害污染的玉米产品。该设备可有效减少因工人主观经验水平的参次不齐等主观因素导致产品质量检测分类不均的现象。经实验验证,该品质检测分类器能够有效完成不同重量、尺寸的鲜食玉米的产品品质检测与分类,有效分类率可达到99%以上。关键词:计算机视觉;作物;分类器;纹理特征;小波分析;视觉熵
高新浩,刘斌.基于机器视觉的鲜食玉米品质检测分类器设计与试验[J].农业工程学报,2016,32(01):298-303.doi:10.11975/j.issn.1002-6819.2016.01.041 http://www.tcsae.org
Gao Xinhao, Liu Bin.Design and experiment of fresh corn quality detection classifier based on machine vision[J].Transactions of the Chinese Society of Agricultural Engineering(Transactions of the CSAE), 2016, 32(01): 298-306.(in Chinese with English abstract)doi:10.11975/j.issn.1002-6819.2016.01.041 http://www.tcsae.org
0 引言
随着人类生活品质的提升,甜、糯鲜食玉米以其柔嫩的口感,丰富的营养而成为当今世界新开发的十大高档蔬菜品种之一[1]。中国于2000年将鲜食玉米纳入国家玉米品种管理体制,并大力发展鲜食玉米种植和深加工产业。随着鲜食玉米产业的深入发展,消费者对鲜食玉米产品的数量和品质的要求也越来越高,这对加工技术日趋完善,产品形式多样的鲜食玉米深加工产业提出了更高的检测分类要求和标准[2-3]。如何对产品品质进行更加科学有效的检测与分类对促进鲜食玉米产业的结构升级具有巨大的推动作用,具有重要的社会价值和经济价值[4]。
目前,在鲜食玉米深加工产业中,产品的品质检测与分类工作主要依靠工作经验丰富的工人进行手工检测与分类操作。该过程不仅消耗大量人力成本,同时由于操作工人工作经验程度的参差不齐致使鲜食玉米的分类层次界限模糊,严重影响了鲜食玉米深加工产业的发展速度和程度。针对鲜食玉米加工产业自动化设备的研究主要集中玉米剥皮设备[5-7]、玉米种子及其品质检测与分类[8-13]、玉米病害识别[14]等领域。在鲜食玉米产品品质检测与分类领域,国内外相关杂志未有相关研究论文及专著发表。
同时,经剥皮的鲜食玉米表皮柔嫩易损,常规接触式的检测与分类手段容易损坏玉米表皮,进而影响产品品质。因此,鲜食玉米品质检测与分类需采用非接触式检测手段进行。针对鲜食玉米产品本身这一特点,本文利用机器视觉技术开展鲜食玉米产品品质检测与分类的研究,并设计鲜食玉米品质检测分类器,实现对不同品种、尺寸以及破损程度的鲜食玉米进行检测分类,有效剔除病虫害污染的玉米产品。
1 检测分类器设计
1.1检测分类器结构设计
针对鲜食玉米表皮柔嫩易损这一特点,本文利用计算机视觉技术设计鲜食玉米检测分类器进行玉米品质的无损检测与分类。检测分类器设计结构如图1所示。
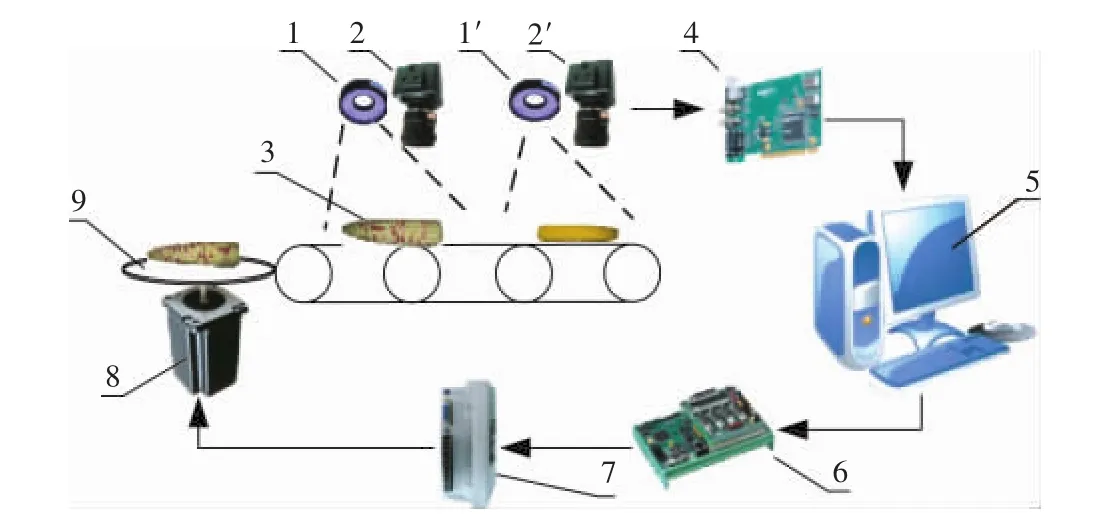
图1 检测分类器设计结构Fig.1 Structure of detection and classification
整个检测分类器系统由视觉采集模块、检测分类控制系统、分类执行机构3部分构成。视觉采集模块利用两台工业智能相机对放置于传送带上的玉米的不同角度的图像进行采集。其中,玉米本身位置和角度通过传送机构上的旋转装置调整玉米面对相机的角度,采集获得的图像将被传送到检测分类控制系统中进行特征分析处理。同时,利用旋转装置上安装的压力传感器检测鲜食玉米的重量,为玉米的分类提供重量判据;检测分类控制系统作为该套检测分类设备的控制核心,完成玉米图像的滤波处理及纹理特征信息提取,依据纹理特征信息结合重量判据实现产品的品质与类别分类,最后输出分类控制指令;分类执行机构包括运动驱动卡、伺服控制器及伺服电机分类执行单元3部分组成。该执行机构接收分类指令并通过运动控制卡控制伺服电机单元转动一定角度,产品输送到不同类别指定仓储位置,实现鲜食玉米的分类操作。
1.2检测分类控制流程
在分类检测器设计中,利用计算机视觉技术完成鲜食玉米品质检测与分类。检测分类器工作流程如图2所示。
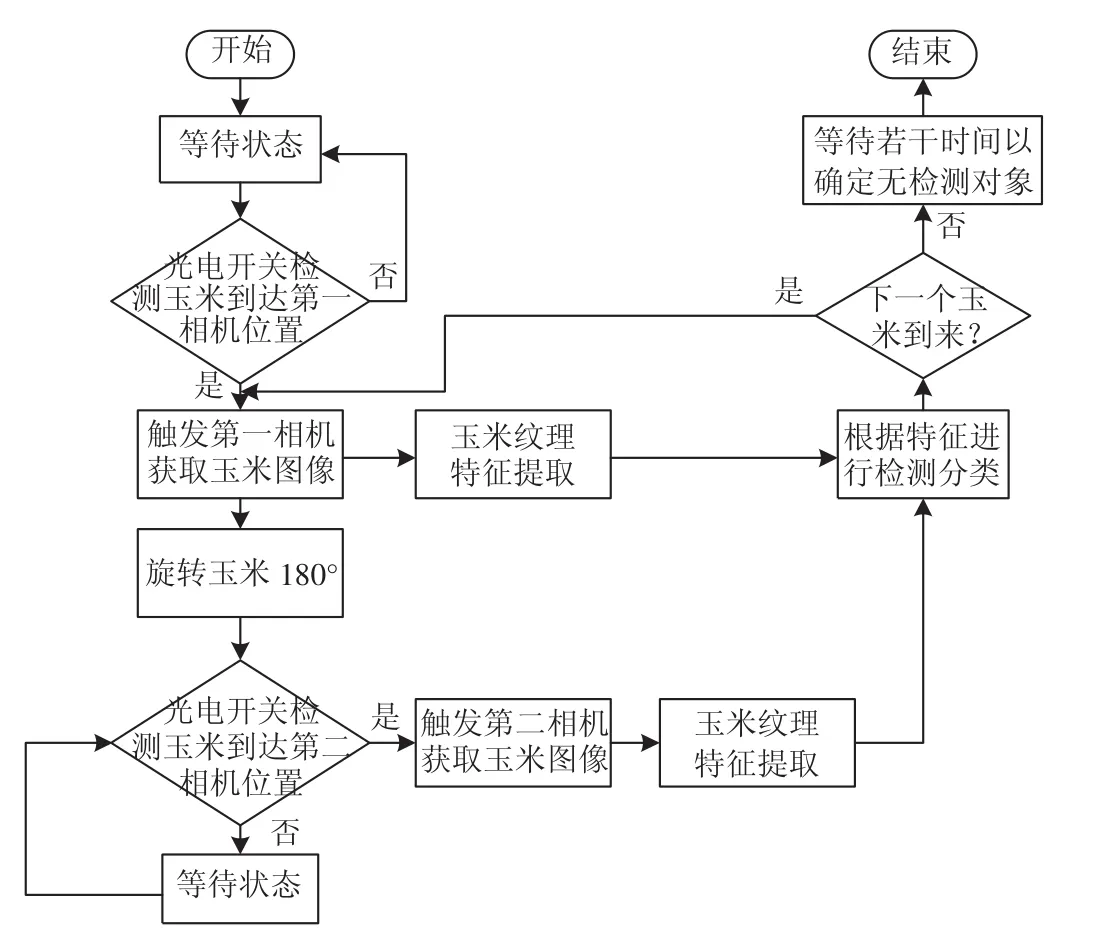
图2 检测分类器工作流程Fig.2 Workflow of detection and categorizer
在被检测玉米通过传送带输送过程中,光电开关信号分别触发两路工业相机采集被测玉米不同角度的图像,该图像被送至检测分类系统进行图像特征提取并对进行分类;最后,控制软件系统解析分类信息指令并通过运动控制卡控制伺服电机旋转分类盘到达指定角度位置,被测玉米被输送到指定种类仓储位置存放。检测分类器的控制软件系统利用VS2010设计开发,控制软件人机交互操作界面如图3所示。
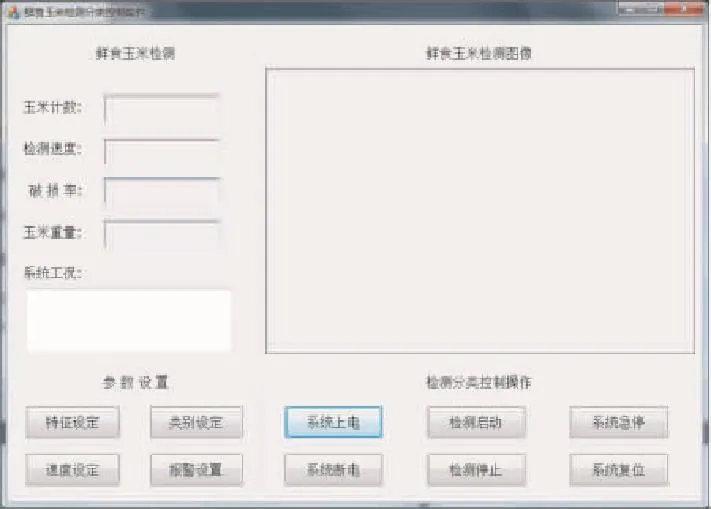
图3 检测分类器控制软件Fig.3 Control soft of detection and categorizer
在控制软件设计中,为提高检测的有效性并保证整个检测与分类过程的流畅执行,采用多线程实现被测产品各类特征数据的采集和产品图像特征处理与分类的并行执行。软件系统主要完成检测分类的过程控制、产品图像的采集与特征检测、产品重量、尺寸检测和分类操作控制。软件界面被划分为产品实时数据显示区、产品图像显示区、检测分类参数设置区以及软件控制操作区四部分。产品实时数据显示和产品图像显示区域分别完成被测产品各类检测数据和图像的实时采集和显示;检测分类参数设置区域完成检测参数和产品等级分类划分标准设定;软件控制操作部分完成产品检测与分类操作过程控制。
2 产品检测分类算法
鲜食玉米在剥皮过程中往往由于剥皮机的挤压和撕扯导致产品表面的玉米颗粒破裂,从而影响鲜食玉米的品质。另外,玉米产品本身也可能存在虫害污染问题。因此,选取何种检测手段对玉米颗粒是否破裂以及破裂程度进行检测评估是对鲜食玉米品质进行准确检测和分类的最重要问题。在人工检测分类操作中,操作工人凭借主观经验通过对产品一摸(产品表面颗粒饱满度)、二看(颗粒是否破损)、三比较(比较玉米尺寸大小)完成产品的品质检测分类。但利用计算机和常规检测手段很难实现与操作工人相同的检测分类操作流程。因此,本文在鲜食玉米产品品质检测与分类器设计中,采用计算机视觉技术结合重量检测手段实现产品品质检测与分类。
计算机视觉技术主要首先提取图像的特征参量,然后利用特征参量实现被测产品的品质检测与分类。图像特征参量包括灰度、颜色、纹理等低层特征。在鲜食玉米检测中,由于鲜食玉米种类较多,产品颜色多种多样,以颜色特征参量作为检测判据不能实现较好的检测效果;同时,像灰度特征作为检测判据受自然环境中光线变化影响而导致检测分类错误。因此,特征参量的选取应该不受光线照度影响、具有旋转不变性等特点。纹理作为自然界物体表面的自然基本属性存在,人类描述和区分不同物体的重要特征之一。鲜食玉米表面颗粒排布形成一种自然纹理,虫害污染或颗粒破损都将导致纹理特征的改变和破坏。本文在检测分类器算法中选取鲜食玉米的纹理特征作为检测判据。
2.1鲜食玉米图像纹理特征描述
图像纹理表现为二维空间内的灰度变化模式,其为一个区域特征。对图像纹理的描述主要包括一致性、密度、粗糙性、规则性、方向性、频率和相位等[15-16]。自20世纪89年代以来,纹理分析方法分为结构分析方法、统计方法、基于纹理模型的方法和信号处理方法。结构分析方法假设纹理由纹理基元按照某种规则排列形成,该分析方法仅适用于规则纹理;统计方法利用随机变量灰度在图像空间的分布进行统计性分析,适用于自然纹理分析,该统计方法又可分为空间域和频域2种分析方法;基于纹理模型的分析方法通过所建立的图像模型描述纹理,该类分析方法需要构建合适的图像模型,适用范围较窄;基于信号处理分析方法利用信号处理技术对纹理开展描述和分析,该类纹理分析方法大致包括空间滤波器、频域滤波器核Gabor/小波模型。针对鲜食玉米纹理特征分析,通过是否存在虫害污染和颗粒破损进行产品品质判断,这属于对纹理基元细节描述分析。因此,在本文提出的纹理检测分类算法中采用小波分析模型对产品纹理进行分析。2.1.1小波分析
小波变换具有多尺度分解特性,可以分别从空域和频域两个方面分别对纹理图像进行分析,该分析方法将纹理图像在频域分解为低频子带(表征纹理基本结构)和若干方向上的高频子带(表征纹理细节),然后对各子带的特征进行提取并形成特征向量用以描述复杂的纹理。图像信号的小波变换结果可以表示为一个低分辨率的图像近似信号与所有细节信号的叠加[17-18]。Daubechies小波(dbN)具有紧支集的标准正交基,当N=1时,db1代表Haar小波。dbN离散形式表示为:

dbN离散小波变换的模平方具有固定的表达式:

在鲜食玉米纹理特征检测中采用Haar小波变换形式,则此时N=1,式(1)和式(2)表示为:

在实际纹理图像计算中,采用积分图像对Haar小波变换特征进行模拟,已提高小波变换的求解速度。在鲜食玉米纹理图像小波变换计算中利用Lienhart等提出的Haar-like边缘特征和对角线特征对二阶小波变换进行求解。Haar-like的X和Y方向边缘特征以及对角线特征如图4所示:
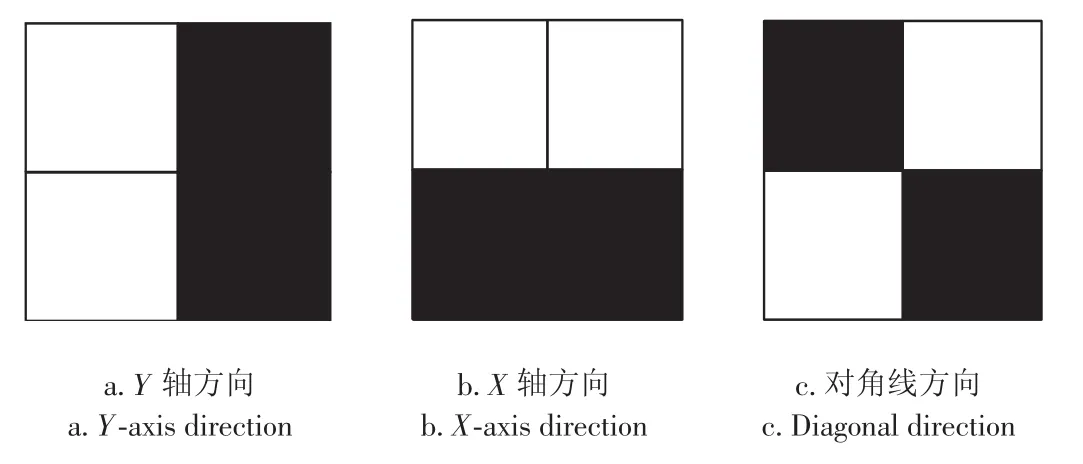
图4 Haar-like边缘特征和对角线特征Fig.4 Haar-like border and diagonal features
2.1.2图像熵判据
通过对图像纹理基元的特征分析,可以获得纹理图像定量的描述。但在图像纹理特征分析的实际应用中,通过各种纹理特征描述方法获取的纹理特征向量具有冗余性和干涉性将对特征描述算法的精度和执行效率产生不利影响。因此,选取合适的纹理特征度量是正确进行纹理特征选择和相似性分类的基础。目前纹理特征度量的方法主要有基于距离度量[19]、概率距离度量[20]和熵函数度量[21]3类。基于距离度量通过特征空间上的距离系数的选择,以距离衡量特征向量之间的聚类关系,该方法运算速度快,但针对较复杂的自然纹理特征处理效果较差;基于概率距离度量则从统计角度建立类别的特征向量条件概率密度分布来衡量类别之间的概率距离度量,针对自然纹理特征处理效果较好,但计算量较大,不适用于实时操作处理;基于熵函数的度量从信息论的角度出发,利用纹理特征向量的后验概率建立类别之间的分离度度量,该方法运算量适中,且对自然纹理特征处理效果较好。在鲜食玉米纹理分析分类中,权衡计算时间成本与分析效果二者对实际检测分类运行的影响,最终选取基于最大熵函数度量进行纹理图像的分离度度量。最大熵函数模型如式(5)所示:

式中,H为满足条件概率分布的熵值,P={p|p是X集合上满足Y条件的概率分布}。其中,X和Y为不同分类条件的集合,x和y分别为不同分类条件变量,x∈X,y∈Y。
首先,利用二阶小波变换对产品图像的纹理特征进行频域分解。针对鲜食玉米产品,如果产品出现区域虫害污染或颗粒破损情况时,表征图像纹理细节特征的高频子带将产生变化,污染程度和颗粒破损的不同程度表现为纹理细节特征的混乱程度的不同。因此,利用二维最大熵函数作为分析判据对鲜食玉米纹理细节的混乱程度进行描述和表征。
单纯的二维最大熵函数对图像纹理细节的表征并不理想。因此,在图像熵度量判据模型设计中,首先选取特定角度(90°、135°和180°)的小波变换滤波函数对纹理图像进行滤波,在获取产品纹理明显的表征特征的基础上,选取第2层和第3层高频部分图像并将图像分割为16等份分别进行图像二阶熵值计算。获取各子图像的二阶熵值并计算熵值数据的标准差,通过标准差值的大小作为表征玉米产品品质和分类的判据。
2.2基于小波分析的鲜食玉米品质检测与分类算法
基于纹理特征的鲜食玉米品质检测与分类算法分为检测器和分类器两部分,检测器利用Haar小波分析完成玉米图像在不同频率范围和尺度范围内的纹理特征检测;在获取相应的纹理特征描述之后,分类器通过计算图像二阶熵值并结合重量判据进行鲜食玉米的品质分类。检测分类算法流程如图5所示:
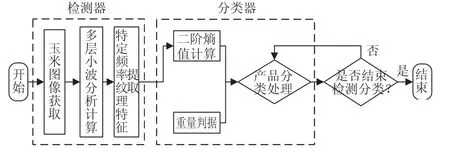
图5 检测分类算法流程Fig.5 Flow of detect and categorize algorithm
在检测器部分,针对鲜食玉米图像中玉米颗粒度大小及分布情况,算法完成3层二阶小波分析计算,并选取第2层和第3层高频部分图像进行后续的图像二阶熵值计算。在分类器的设计中,分别选取鲜食玉米正反2幅图像经过小波分析处理后的高频图像进行图像熵值计算,并结合产品的重量判据将产品类别分为剥皮不净、虫害污染、颗粒严重破损、颗粒轻微破损和颗粒无破损5类。分类器判据结构设计如图6所示:
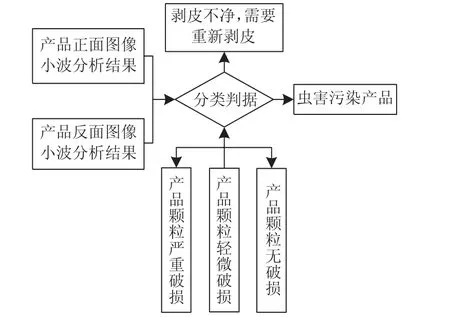
图6 分类器判据结构Fig.6 Criteria structure of categorizer
3 试验验证
利用本文提出的鲜食玉米检测分类算法对鲜食玉米进行实际品质检测和分类试验。试验设备如图7所示。
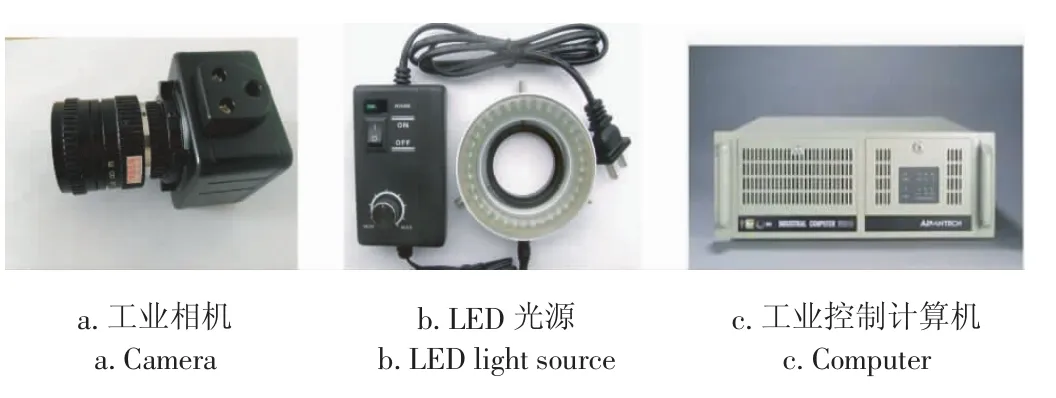
图7 试验设备Fig.7 Experiment devices
试验设备配置参数如表1所示。

表1 试验设备配置参数Table 1 Parameters of experiment device
试验分别选取不同品质程度的鲜食玉米图片进行检测,图8所示为被检测图像纹理特征。
图中,(a)~(f)所示为不同种类(A类和B类)、剥皮不净、虫害污染和颗粒破损四类鲜食玉米图像,(h)~(m)为利用三阶小波分析函数对各个图像分别在水平、垂直和对角方向上进行滤波处理获取的纹理特征高频分量。比较各阶纹理特征发现不同品质鲜食玉米产品纹理特征分解有明显的区别。
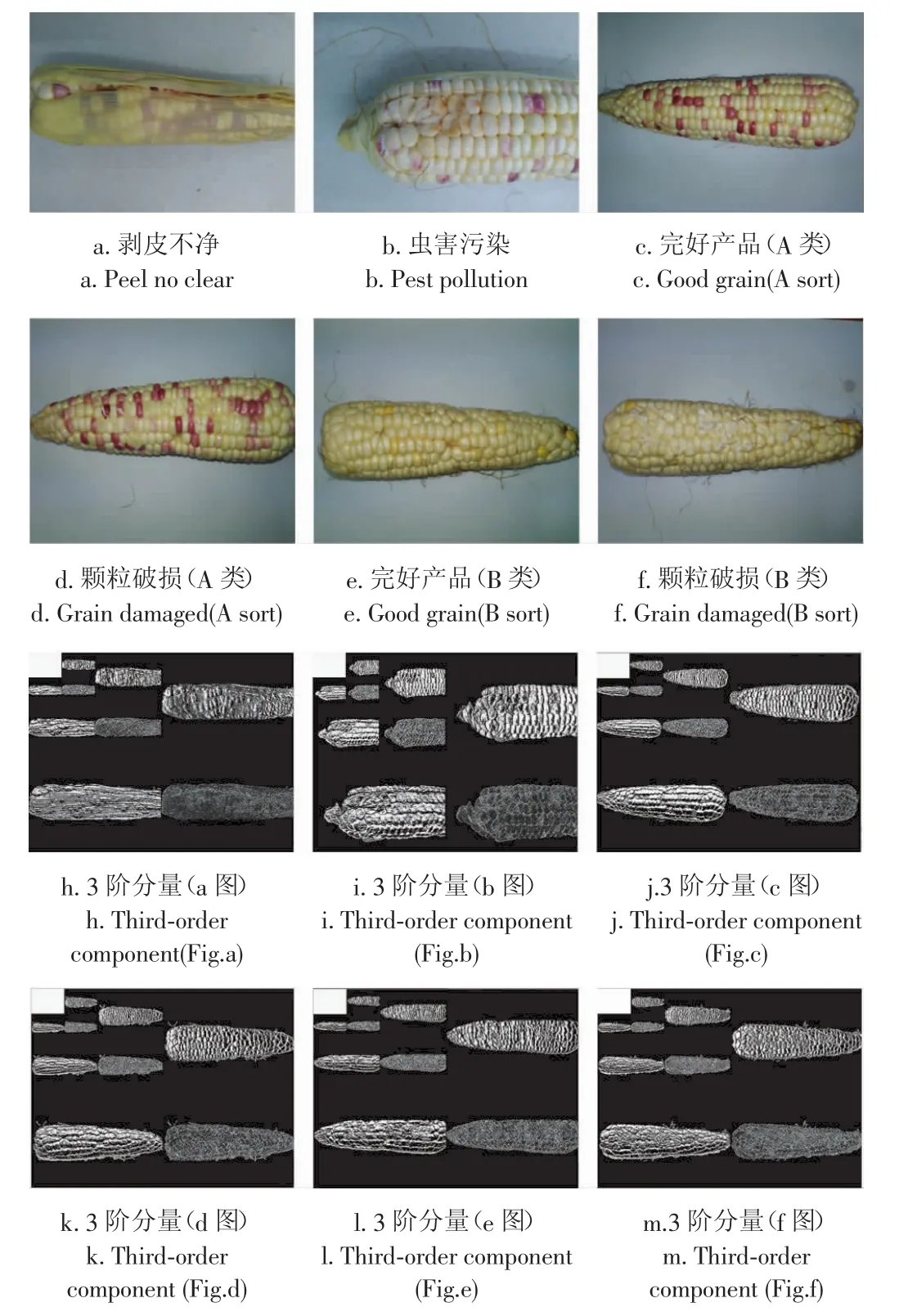
图8 被测图像及纹理特征分解Fig.8 Texture feature decompose and test images
针对不同品质的玉米,利用图像最大熵函数对图像纹理分解特征进行量度分析,各类产品在水平、垂直和对角方向纹理特征熵值求解如图9所示。
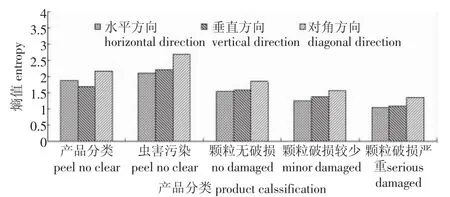
图9 不同方向纹理特征熵值求解Fig.9 Entropy value of texture feature in different direction
图中列举了5类典型产品类别在水平、垂直和对角方向对应的图像熵值,从中可以明显看出虫害污染熵值明显高于其他种类熵值;此外,产品出现颗粒破损时纹理熵值低于产品正常颗粒状态。根据图像纹理熵值阈值并结合重量判据即可实现被测产品的品质检测与分类。
4 结论
1)设计鲜食玉米检测分类算法。利用计算机视觉技术,采集鲜食玉米图像并通过小波分析算法获取图像纹理特征;在此基础上,基于最大熵函数判据度量纹理图像的分离度,并结合重量判据实现鲜食玉米产品品质自动检测与分类。
2)设计鲜食玉米自动检测与分类装置。通过工业相机、检测分类算法那和分类执行机构3者配合实现对不同种类、尺寸及颗粒破损程度的鲜食玉米产品品质的自动检测和分类,有效剔除病虫害污染产品,降低个人主观经验导致的产品质量分类不均现象。实验结果显示,该检测分类装置可以实时完成玉米产品检测与分类,检测分类速度可达1 500 kg/h,总体有效分类率可达99%以上。
3)试验过程发现,针对颗粒破损程度不同的产品的有效检测分类率为92%左右。经初步分析,该现象与产品图像获取环境及检测分类算法中熵值判据的颗粒度相关。在图像获取过程中,LED光源的照射角度及光源照度对图像质量影响较大;同时,熵值颗粒度大小与产品检测分类过程的处理时间和分类精度成正比,较粗的熵值颗粒度导致产品分类粗糙,较细的熵值颗粒可提高产品检测精度但处理速度降低。下一步将针对图像获取环境构建及算法熵值判据参数的优化开展研究。
[参考文献]
[1]邢燕菊,阴卫军,邱登林,等.鲜食玉米的品质评价及采收期品质变化[J].山东农业科学,2011,11:44-46.Xing Yanju, Yin Weijun, Qiu Denglin et cl.Quality evaluation of fresh corn and its quality changes during harvest time [J].Shandong Agricultural Sciences, 2011, 11: 44-46.(in Chinese with English abstract)
[2]刘夫国,牛丽影,李大婧,等.鲜食玉米加工利用研究进展[J].食品科学,2012,33(23):375-379.Liu Fuguo, Niu Liying, Li Dajing, et al.Research progress in processing and utilization of fresh corn[J].Food Sciences, 2012, 33(23):375-379.(in Chinese with English abstract)
[3]陈晓军.鲜食玉米综合利用技术及效益初探[J].农业科技通讯,2013(1):90-94.
[4]史振声.鲜食玉米品种品质评价及标准的探讨[J].玉米科学,2007,14(6):69-70.Shi Zhensheng.Evaluation of fresh food corn varieties and quali ty standards[J].Journal of Maize Sciences, 2007, 14(6): 69-70.(in Chinese with English abstract)
[5]宋朝玉,朱丕生,刘树堂,等.籽粒水量与鲜食糯玉米适宜采收期关系的研究[J].山东农业科学,2014,46(11):43-45.Song Chaoyu, Zhu Pisheng, Liu Shutang, et al.Study on relationship between seed water content and optimum harvest period of fresh waxy maize[J].Shandong Agricultural Sciences, 2014, 46(11): 43-45.(in Chinese with English abstract)
[6]赵玉强,何晓鹏,刘清,等.甜玉米剥皮机结构改进及性能试验[J].食品与机械,2014,30(2): 102-105.Zhao Yuqiang, He Xiaopeng, Liu Qing et al.Design and development of a sweet corn husker[J].Food Machinery, 2014, 30(2): 102-105.(in Chinese with English abstract)
[7]赵玉强,何晓鹏,师建芳,等.鲜食玉米剥皮机的设计与试验[J].农业工程学报,2011,27(2):114-118.Zhao Yuqiang, He Xiaopeng, Shi Jianfang, et al.Design and development of sweet and waxy corn husker [J].Transactions of the Chinese Society of Agricultural Engineering(Transactions of the CSAE), 2011, 27(2): 114-118.(in Chinese with English abstract)
[8]易克传,曾其良,陈守江.小型摩擦式鲜食玉米剥皮机的设计[J].包装与食品机械,2011,29(6):24-26.Yi Kechuan, Zeng Qiliang, Chen Shoujiang.Desion on fresh corn husker by rubbing method [J].Packaging and Food Machinery, 2011, 29(6): 24-26.(in Chinese with English abstract)
[9]凌云.基于机器视觉的谷物外观品质检测技术研究[D].北京:中国农业大学,2004年.Ling Yun.Study on Grain Appearance Quality Inspection Using Machine Vision[D].Beijing:China Agricultural University, 2004.(in Chinese with English abstract)
[10]赵敏.基于机器视觉的玉米品质检测[D].长春:吉林大学,2012.Zhao Min.Detection of the Maize Qualities Based on Machine Vision Technology[D].Changchun: Jilin University, 2012.(in Chinese with English abstract)
[11]万鹏,孙钟雷,宗力.基于计算机视觉的玉米粒形检测方法[J].中国粮油学报,2011,26(5): 107-110.Wan Peng, Sun Zhonglei, Zong Li.Detection method of maize kernel shape based on computer vision[J].Journal of the Chinese Cereals and Oils Asscociation, 2011, 26(5): 107 -110.(in Chinese with English abstract)
[12]郝建平,杨锦忠,杜天庆,等.基于图像处理的玉米品种的种子形态分析及其分类研究[J].中国农业科学,2008,41(4): 994-1002.Hao Jianping, Yang Jinzhong, Du Tianqing, et al.A study on basic morphologic information and classification of maize cultivars based on seed image process [J].Scientia Agricultura Sinica, 2008, 41(4): 994-1002.(in Chinese with English abstract)
[13]程洪,史智兴,尹辉娟,等.基于机器视觉的多个玉米籽粒胚部特征检测[J].农业工程学报,2013,29(19):145-151.Cheng Hong, Shi Zhixing, Yi Huijuan, et al.Detection of multicorn kernel embryos characteristic using machine vision [J].Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2013, 29(19): 145-151.(in Chinese with English abstract)
[14]田有文,王滨,唐晓明.基于纹理特征和支持向量机的玉米病害的识别[J].沈阳农业大学学报,2006,36(6):730-732.Tian Youwen, Wang Bing, Tang Xiaoming.Recognition of maize disease based on texture feature and support vector machine[J].Journal of Shenyang Agricaltural University, 2006, 36(6): 730-732.(in Chinese with English abstract)
[15]刘晓民.纹理研究及其应用综述[J].测控技术,2008,27(5):4-9.Liu Xiaomin.Summary of texture research [J].Measurement Control Technology, 2008, 27(5): 4-9.(in Chinese with English abstract)
[16] Haralick R M, Shanmugam K, Dinstein I H.Textural features for image classification.IEEE Trans.on SMC, 1973, 3(6):610-671.
[17] LuCS,ChungPC,ChenCF.Unsupervisedtexturesegmentationvia wavelettransform[J].Pattern Recognition.1997,30(5):729-742.
[18] Bashar M K, Matsumoto T, Ohnishi N.Wavelet transform-based locally orderless images for texture segmentation [J].Pattern Recognition Letters, 2003, 24(15): 2633-2650.
[19] Shen H C, Bie C Y C, Chiu D K Y.A texture-based distance measure for classfication[J].Pattern Recognition, 1993, 26(9): 1429-1437.
[20] Reyes-Akdasoro C C, Bhaleraom A.The Bhattacharyya space for feature selection and its application to texture segmentation[J].Pattern Recognition, 2006, 39(5): 812-826.
[21] Lewandowski J.Maximum-entropy estimate of the orthorhombic texture from ultrasonic measurements[J].Ultrasonics, 1995, 33 (3): 229-238.
Design and experiment of fresh corn quality detection classifier based on machine vision
Gao Xinhao1, Liu Bin2
(1.Department of Mechanical and Electrial Engineering, Suzhou Institute of Industrial Technology, Suzhou, 215100, China; 2.Hebei Provincial Key laboratory of Measurement Technology and Instrumentation, Yanshan University, Qinhuangdao, 066004, China)
Abstract:In the deep processing of fresh corn, the detection and classification of fresh corn quality are an important but tedious process.The traditional treatment needs a lot of experienced workers to complete this operation, while the results of product quality detection and classification are affected by the subjective experience factors.In order to ensure product quality and increase productivity, an automatic detection and classification algorithm for corn product quality and the equipment are designed in this paper.This automatic device consists of the vision acquisition module, detection and classification control module and execution control module.The vision acquisition module acquires the images of products through the cameras which are installed on the device.In the equipment design process, 2 work stations are designed to capture the images of fresh corn in different view, and the position of fresh corn product is rolled over by a designed mechanical device which is driven by a step motor.In order to provide high quality images for the detection and classification, a light emitting diode(LED)light source is installed near the camera and lighting the measured product during the process of image acquisition; the detection and classification control module is the control core, and it accomplishes the image filtering, texture feature extraction and product classification.In the end of detection and classification operation, this module will export the control instruction to the execution control module.The execution module consists of motion control card, servo controller and servo motor.Using these components, this module moves for special degrees according to the control instruction, and sends the measured products to the designated storage location.In the detection and classification algorithm design process, the computer vision technology is used to detect the fresh corn images and extract texture feature of image.At first, we capture the fresh corn images from different angles of view, and then the texture features of fresh corn images are calculated through the wavelet analysis.In this algorithm, the high-frequency components of texture feature in the horizontal, vertical and diagonal direction are calculated respectively; based on the analysis of texture feature, the separation degree of texture feature is measured by the maximum visual entropy function.The difference between different categories is obtained by comparing with the texture feature of corn products.At the same time, the weight criterion is coordinated with the vision detection algorithm to complete the product detection and classification.According to the texture feature and entropy criterion, the fresh corn products are divided into the following 5 categories, which are peel not clear, pest pollution, no grain damage, minor grain damage and serious grain damage.The equipment prototype has been tested in laboratory, and the experiment results show that the different species, size and broken level of fresh corn can be detected and classified using this device, and the pest pollution product can be eliminated effectively.The average speed of quality detection and classification reaches 1 500 kg per hour, and the effective composite classification rate reaches 99% for the fresh corn with different weight and size; for different damaged corn products, the effective classification rate reaches 92%, which is lower than the composite classification rate.The analysis finds that it is caused by the image acquisition environment and graininess of entropy criterion in the image processing algorithm.In the process of image acquisition, the irradiating degree and illumination of LED light source affect the quality of images.At the same time, the thicker the entropy graininess, the coarser the product detection and classification; the finer the entropy graininess is, the more time the calculation spends.In the future, we will carry out the research on the image acquisition environment construction and the entropy criterion parameter optimization.
Keywords:computer vision; crops; classifier; texture feature; wavelet analysis; visual entropy
作者简介:高新浩(1985-),男,汉族,讲师,博士,研究方向:农业机械,机器视觉。苏州苏州工业职业技术学院机电工程系,215100。Email:gaoxinhao555901@163.com
基金项目:河北省自然科学基金(F2015203287)
收稿日期:2015-08-07
修订日期:2015-11-16
中图分类号:TP391.4
文献标志码:A
文章编号:1002-6819(2016)-01-0298-06
doi:10.11975/j.issn.1002-6819.2016.01.041