热连轧带钢粗轧机道次间抛钢距离的控制方法
2016-04-06裴红平凌智项晓菲张飞王晓梁勤北京科技大学高效轧制国家工程研究中心北京10008北京科技大学设计研究院有限公司北京10008国家知识产权局专利局专利审查协作北京中心北京100190广西柳州钢铁集团公司广西柳州55002
裴红平,凌智,项晓菲,张飞,王晓,梁勤(1.北京科技大学高效轧制国家工程研究中心,北京10008;2.北京科技大学设计研究院有限公司,北京10008;.国家知识产权局专利局专利审查协作北京中心,北京100190;.广西柳州(钢铁)集团公司,广西柳州55002)
热连轧带钢粗轧机道次间抛钢距离的控制方法
裴红平1,2,凌智1,2,项晓菲1,2,张飞1,2,王晓3,梁勤4
(1.北京科技大学高效轧制国家工程研究中心,北京100083;2.北京科技大学设计研究院有限公司,北京100083;3.国家知识产权局专利局专利审查协作北京中心,北京100190;4.广西柳州(钢铁)集团公司,广西柳州545002)
摘要:非末道次轧制时,粗轧机道次轧制完毕后需要把钢停在合适的位置,即需要控制抛钢距离,详细分析了影响抛钢距离控制的因素,给出了抛钢距离的控制方法,该方法通过根据轧制道次选取合适的辊道加速度及捕捉板坯离开轧机时的实际速度来计算抛钢后板坯匀速运行的时间,从而实现对抛钢距离的控制。该方法简单有效,已应用于多条热连轧带钢生产线。
关键词:热连轧;粗轧;抛钢距离;受力分析
带钢热连轧生产线一般由炉区、粗轧区、精轧区、卷取区和运输区组成,板坯在粗轧区轧制时,要求低速咬钢、高速轧制和低速抛钢[1-2]。在咬钢速度一定的情况下,抛钢位置越远,板坯重新进入轧机所需要的时间越长,但抛钢位置也不能太近,由于轧机前后一般都装有高压水除鳞设备,如果板坯的末端未抛出除鳞箱,除鳞箱漏水会导致板坯的末端温度大幅度降低,影响轧制的稳定性。因此道次轧制完毕后如何把钢停在合适的位置即控制抛钢距离是热连轧粗轧区轧制时需要解决的一个问题。本文详细介绍一种抛钢距离的控制方法。
1 抛钢距离的定义
以柳州某热连轧生产线为例,其粗轧区平辊轧机附近的设备布置从前往后依次为:机前运输辊道、机前工作辊道、机前侧导板、机前除鳞箱、立辊轧机、平辊轧机、机后除鳞箱、机后侧导板、机后工作辊道和机后运输辊道。由于除鳞箱有时会滴水,要求道次轧制完毕后必须把钢抛到除鳞箱外,由于机前设有立辊,所以机前和机后的抛钢距离不同,如图1所示。
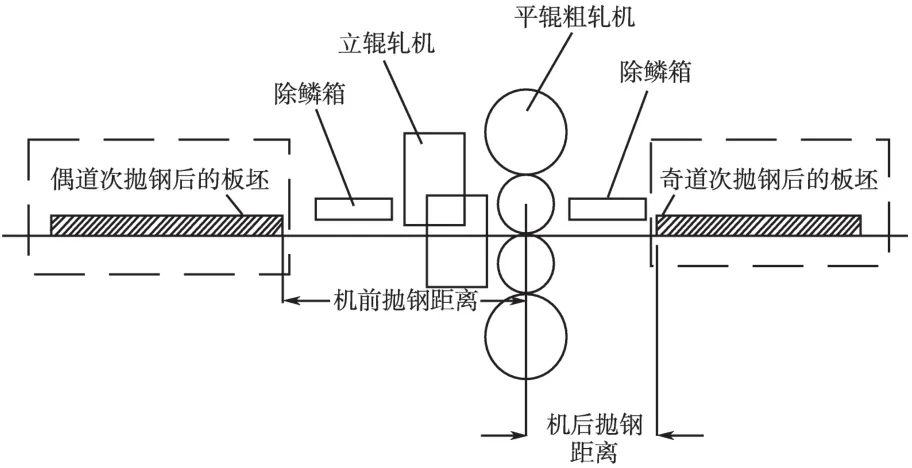
图1 抛钢距离的定义Fig.1 Definition of the throwing-steel-distance
2 抛钢距离的控制
2.1抛钢距离的影响因素
根据速度、加速度及位移之间的关系,设S为使用的抛钢距离,v为板坯离开轧机时的速度,a为板坯的加速度的绝对值,vmax为最大允许抛钢速度。则:

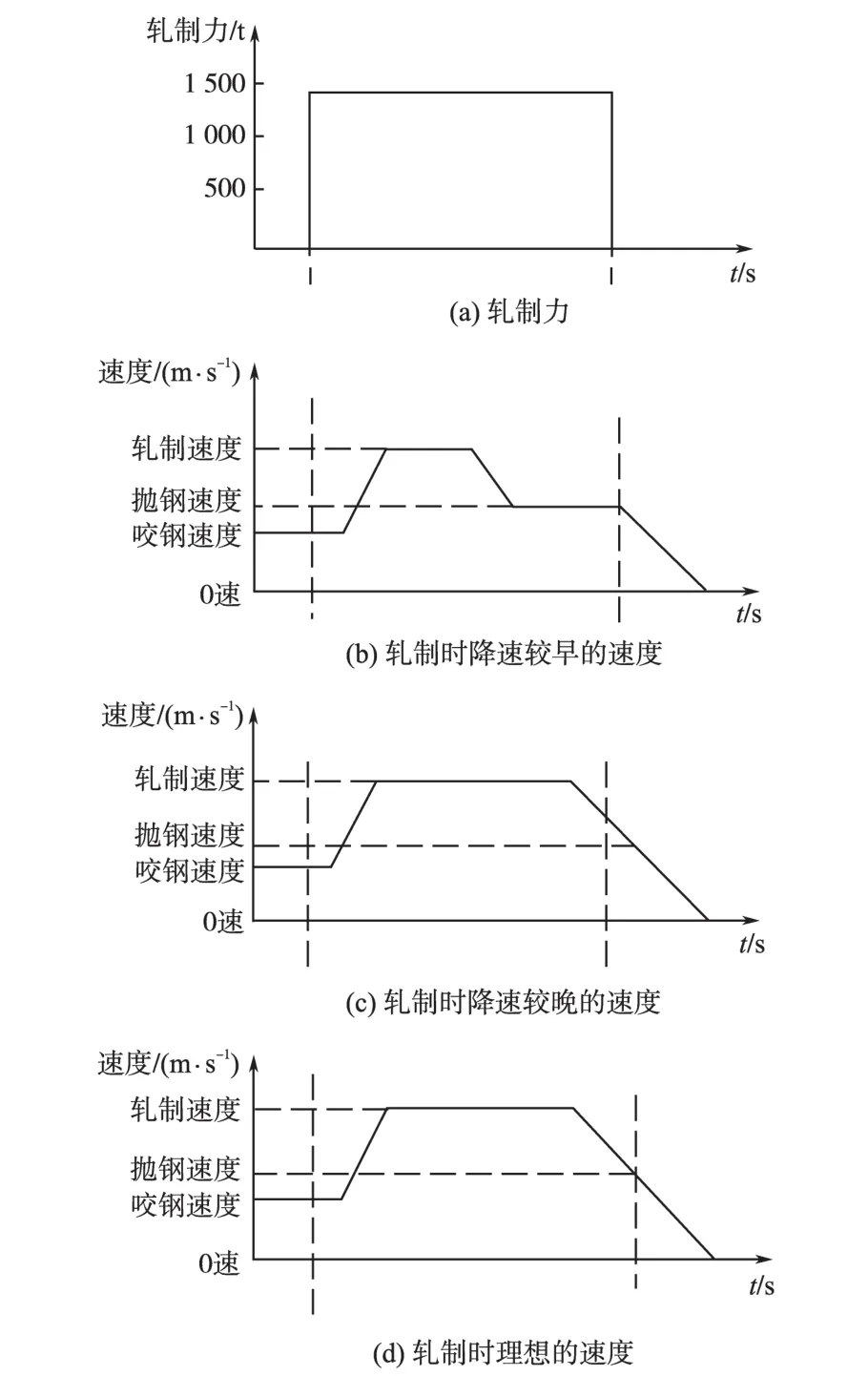
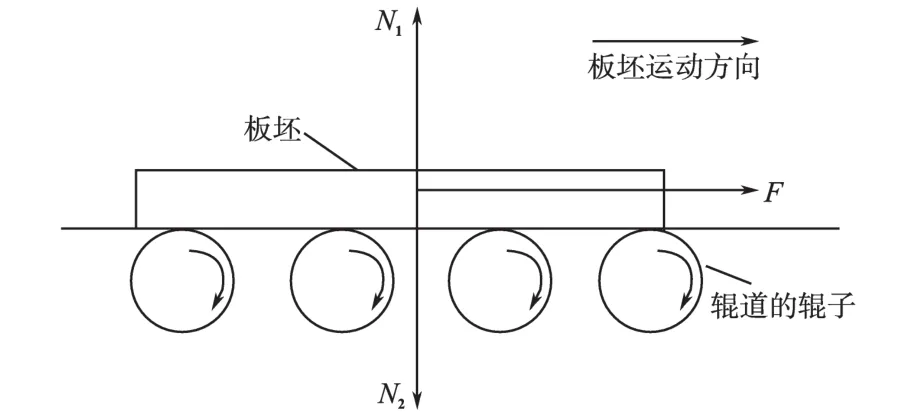
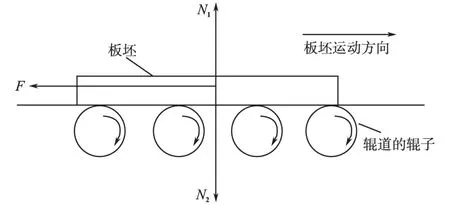
当实际抛钢速度v≥vmax时,板坯离开轧机后直接以加速度-a减速到零速;当实际抛钢速度v 由以上公式可知,板坯的抛钢距离与板坯离开轧机时的实际速度以及板坯的加速度有关。 首先,分析板坯离开轧机时的实际速度。由于轧机前滑计算不准、宽展忽略及咬钢速降等原因,常常会导致轧机抛钢时的实际速度与要求的抛钢速度有偏差,如图2所示。图2a为某道次正在轧制时的轧制力;图2b为轧制时高速轧制阶段结束太早,影响轧制节奏;图2c为轧制时板坯降速太晚,轧机抛钢时还没降速到抛钢速度;图2d为轧制时最理想的速度运行。因此需要在轧机抛钢时,捕捉轧机实际的反馈速度,作为计算抛钢距离的起始速度。实际生产中,在HMI上设置有减速时间调整按钮,可根据情况微调轧机轧制时的减速时间点。 图2 轧制时3种降速时刻图Fig.2 Diagram of three different decelerating cases during rolling 其次,分析板坯的加速度。板坯落在辊道上,在辊道从零速以加速度aT转动到某个恒定速度的过程中,板坯受到辊道对它向上的支撑力N1和向前的摩擦力F,同时,板坯还受到向下的重力N2和向后的空气阻力F2,由于F远大于F2,所以分析问题时将F2忽略,如图3所示。由于板坯在垂直方向上没有位移,因此只研究板坯在水平方向的运动。 图3 辊道加速运行时板坯的受力分析图Fig.3 Force analysis of slab during table roller increasing speed 设m为板坯的质量,根据力与加速度之间的关系有: 如果辊道加速时加速度太大,即使板坯与辊道之间的摩擦力达到最大静摩擦力也不能使板坯产生与辊道相同的加速度,则板坯与辊道间会出现相对滑动,这种情况会造成板坯底部划伤,在实际生产中是不允许的,因此辊道的加速度应该限制在特定的范围内。设辊道允许的最大加速度为aTmax,则当辊道加速度aT≤aTmax时,在辊道加速的过程中,板坯与辊道之间相对静止,板坯跟随辊道以同样的速度向前运动,板坯相对于地面产生与摩擦力方向相同的位移,静摩擦力做正功,转化为板坯的动能。当辊道匀速运行时,板坯水平方向不受力。当辊道减速时,板坯由于惯性会有以之前的速度继续运行的趋势,此时辊道对它的摩擦力的方向变为反向,摩擦力的方向与板坯的运动方向相反,摩擦力做负功,板坯的动能减小,如图4所示。同理,辊道的减速度也不能太大,否则会使板坯与辊道间产生相对滑动。 图4 辊道减速运行时板坯的受力分析图Fig.4 Force analysis of slab during table roller reducing speed 根据实际情况,我们知道摩擦力F是与板坯接触的所有辊子施加给板坯的合力。设板坯与n根辊子接触,则每根辊子施加给板坯的摩擦力为 由此可得,同样重量的板坯与辊子接触的数目越多,产生相同的加速度时每个辊子对板坯的摩擦力越小。所以,在辊子粗糙程度不变及辊子传动电机允许的情况下,辊道的最大允许加速度与单根辊子上承受的板坯重量有关,单根辊子承受的重量越大,所允许的加速度越小,因此随着道次的增加以及板坯的变长,辊道的最大允许加速度在变大,从而板坯的最大允许抛钢速度也在变大。 2.2抛钢距离控制的实现 根据以上分析,抛钢距离的控制过程如下: 1)首先捕捉抛钢时板坯的实际速度; 2)根据轧制道次,采取合适的辊道加速度; 3)根据式(2),计算板坯匀速运动的时间: 4)匀速运动结束后以选取的加速度减速到零。 通过分析抛钢距离控制的影响因素,找到适用于现场生产的抛钢距离的控制方法,此方法已应用于多个现场,满足生产的要求。结合现场的调试经验及理论分析,得出如下几个结论: 1)板坯的加速度与板坯和辊道之间的摩擦力有关; 2)当板坯与辊道间的摩擦力小于最大静摩擦力时,板坯的加速度与辊道的加速度一致; 3)在电机允许的条件下,辊道的最大允许加速度与和板坯接触的单根辊子上分配的板坯重量有关,重量越大,允许的辊道加速度越小; 4)随着道次的增加及板坯的变长,辊道的最大允许加速度在变大,从而板坯的最大允许抛钢速度也在变大。 参考文献 [1]裴红平,郭强,张飞,等.武钢一热轧改造后粗轧区控制系统[J].电气传动,2011,41(2):58-60,64. [2]史金芳.热带钢粗轧过程变形规律的模拟研究[D].沈阳:东北大学,2012. [3]郭瑞.热连轧粗轧机速度控制的分析与优化[J].山东冶金,2009,31(6):58-59. 修改稿日期:2015-06-02 Control Method for the Throwing-steel-distance of Rough Mill in Hot Continuous Strip Steel Rolling PEI Hongping1,2,LING Zhi1,2,XIANG Xiaofei1,2,ZHANG Fei1,2,WANG Xiao3,LING Qin4 Abstract:Steel slab should stop at a suitable position after rough milling in the non-final passes,so the distance of throwing steel needs to be controlled. The factors influencing the control were analyzed in detail,and the control method for the distance was introduced. The running time of the slab′s uniform motion after throwing was calculated based on selecting a suitable acceleration of the table roller and capturing the feedback speed of the slab during leaving the roughing mill,so as to realize the contol of the distance. The method is simple and effective,and already applied in several hot strip steel lines. Key words:hot continous strip steel mill;rough mill;distance of throwing steel;force analysis 收稿日期:2015-01-05 作者简介:裴红平(1979-),女,硕士,工程师,Email:peihongping@163.com 基金项目:中央高校基本科研业务费资助(FRF-TP-14-104A2) 中图分类号:TP273 文献标识码:B



3 结论
(1. National Engineering Research Center of Advanced Rolling Technology,University of Science and Technology Beijing,Beijing 100083,China;2. Design and Research Institute of USTB Co.,Ltd.,Beijing 100083,China;3. Patent Examination Cooperation Center of the Patent Office,SIPO,Beijing,Beijing 100190,China;4. Guangxi Liuzhou Iron and Steel(Group)Company,Liuzhou 545002,Guangxi,China)