机床中螺纹加工的工艺研究
2016-04-06周丹
周 丹
(攀枝花学院 机械工程学院,攀枝花 617000)
机床中螺纹加工的工艺研究
周 丹
(攀枝花学院 机械工程学院,攀枝花 617000)
本文介绍螺纹成形的原理和普通车床加工的要素,并以分件供送螺杆为例,研究数控机床上加工变导程螺纹的工艺方法,从CAD到CAM对整个螺纹加工流程进行全面实践验证,达到理想的效果。
螺纹加工 机床 变螺距螺杆 工艺研究
引言
机械上主要的连接法中,螺纹连接是一种能够简单地分解、结合的连接方式。螺纹的用处很广,既可用于连接、紧固和调节,又可用于传速动力或改变运动形式。例如,车床的主轴与卡盘的连接,方刀架上螺钉对刀具的紧固,丝杠与螺母的传动等。
1 螺纹的成形原理
在直径为D的圆柱上卷上一张直角三角形abc的纸片,如图1所示,它的斜边ac就成为一条螺旋线。如果沿这条曲线加工,使它像卷上一条断面呈三角形或四角形的带子,就形成了螺纹。
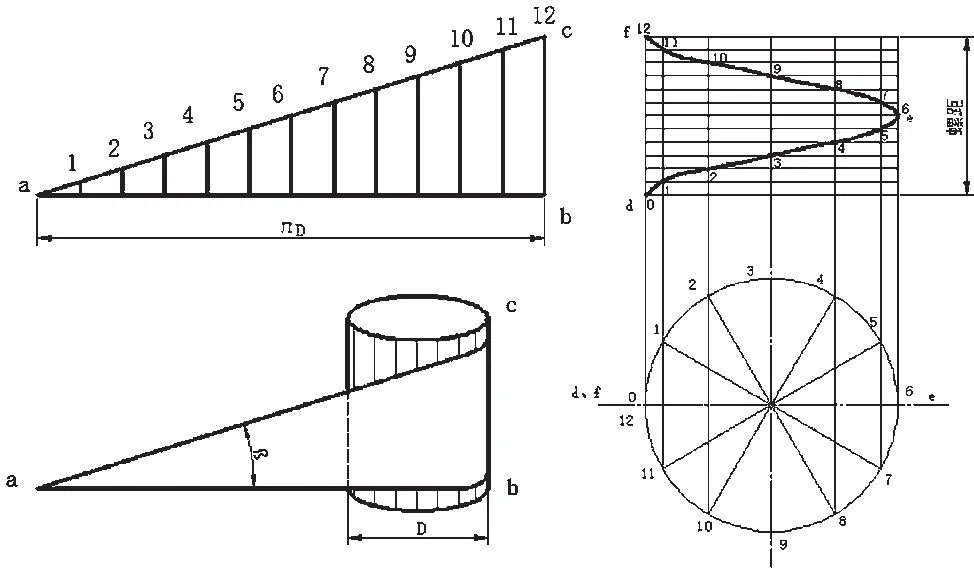
图1 螺牙的形成
2 普通车床加工螺纹的特点
用普通车床车螺纹时,是把坯料装到车床上,使其旋转,再由主丝杠规定车刀的进度,使进度相当于螺纹的导程,用车刀车削出螺纹,如图2所示,在车床上攻内外螺纹。车床车螺纹时走的是丝杆路线,且转速一定,在退刀时,主轴的转动方向与进刀时相反(即反转,而且是无惯性转动)这就保证刀具进刀时都是在同一点上,使之不会出现乱牙。数控车床车螺纹不乱牙主要靠主轴上安装的编码器实现。
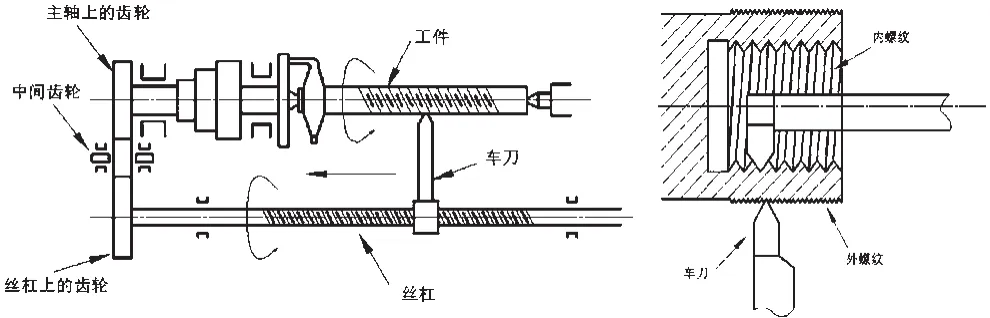
图2 用车床攻螺纹
相配的内外螺纹,除旋向与线数一致外,螺纹的配合质量主要取决牙型角α、螺距P和中径D2(d2)三个基本要素的精度,如图3所示。
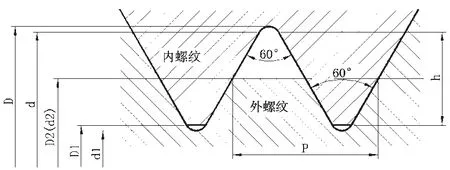
图3 普通螺纹的基本要素
(1)牙型角α的保证。取决于车刀的刃磨和安装。车刀刃磨两侧刃的夹角应等于螺纹轴向剖面的牙型角α,且应前角γ0=10°。螺纹车刀安装时,刀尖必须与工件轴线垂直。因此,要用对刀样板。
(2)螺距P的保证。基本方法是在工件旋转一周时,车刀对准移动一个螺距。所需配换齿轮的齿数及进给箱手柄的位置均标注在进给箱上的标牌上,使用时按照调整即可。利用车床进给系统中的反向机构进行右旋和左旋螺纹的调节。
车螺纹需经多次纵向走刀才能完成。在多次切削中,必须保证车刀总是落在已切出的螺纹槽中,否则将出现“乱扣”,工件便为废品。如果车床丝杠的螺距P是工件螺距P的整数倍,则每次切削后,可打开“对开螺母”纵向摇回刀架,而不会乱扣;如果不是整数倍,则不能打开“对开螺母”揺回刀架,只能打反车(即主轴反转)使刀架纵向退回。
(3)中径d2(D2)的保证。螺纹中径是靠控制多次进刀的总切深量保证。一般根据最纹牙高由刻度盘大致地控制,再用螺纹量规进行检验。如果通规(端)能拧进,而止规(端)拧不进,则螺纹合格。这种方法除检验中径外,还同时检验牙型和螺距[1]。
3 数控机床螺纹车削
螺纹的加工方法很多,随着数控技术的日益发展,采用数控机床加工螺纹已逐渐普及。以分件供送螺杆为例,研究三段组合式分件供送螺杆(等速度段、变加速段、等加速段),并建立构建螺旋槽的接触线,运用计算机辅助设计建立一个三维参数化实体模型,在四轴联动的铣削加工中心上模拟出变螺距螺杆的加工过程[2]。
3.1 建立三位实体模型
在ProeE/Wildfire5.0软件中,采用至顶向下的设计方法建立分件螺杆的三维实体模型。创建三维参数化实体模型,如图4所示。
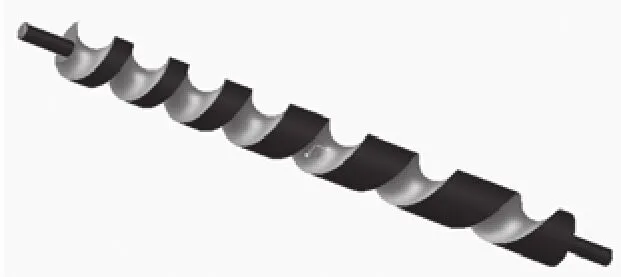
图4 三段式变螺距螺杆
3.2 制订加工方案,确定工艺路线
变螺距螺杆具有一定的刚性,在加工中心加工时在第四轴(A轴)采用的夹紧方法为:一夹一顶,夹具类型为轴套类夹具,此轴类工件较为特殊,需要在其上面加工变螺距螺旋槽,故夹具上应设计有导引装置,考虑到工件的安装还应设计一个芯轴安装工件,同时为保证芯轴的刚度,还需设计一个支架,其夹紧与对刀装置前两步已设计[3]。故确定其总体布局为导套+支架+芯轴+导引装置的布局,选择合理的设备和刀具后,根据计算和设计要求,确定出变螺距螺杆加工工艺过程卡,见表1。
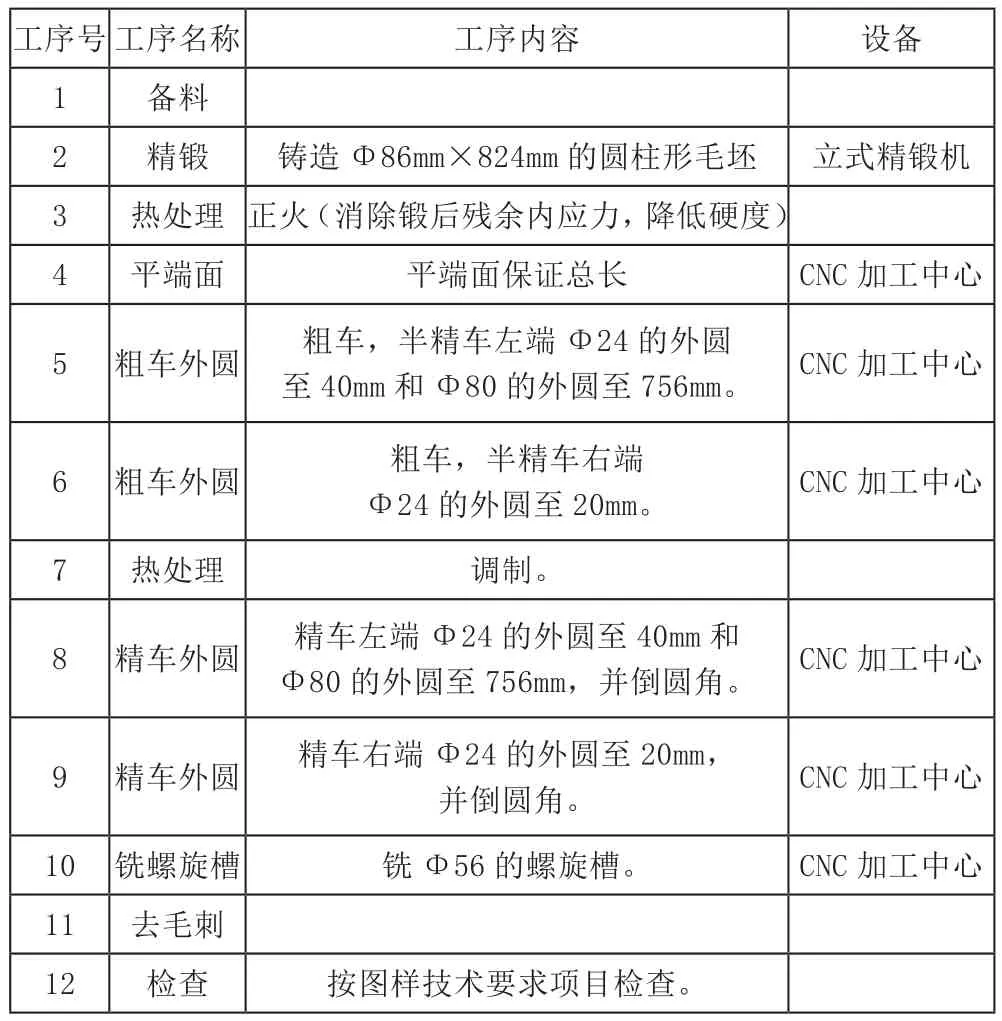
表1 变螺距螺杆加工工艺过程卡
3.3 基于Pro/E变螺距螺杆的模拟加工
在带有螺纹的运行程序段运行期间进给倍率无效。在加工螺纹期间,不允许更改主轴倍率。首先,获取设计模型和工件规划,选择加工机床、设置夹具和刀具,要注意的是建立参照坐标系中Z轴要与分件螺杆的轴线垂直而不是平行,它控制主轴的进给方向。然后进行操作设置(如进给速度、进给量和机床主轴转速等)。根据变螺距螺杆的特点,选择“自曲面等值线”曲面铣削作为该零件的切削方式,通过屏幕显示,生成刀具路径。设置NC序列,加工仿真。最后,创建CL数据文件,利用后处理器生成NC代码。
在“NC序列”菜单中选择“播放路径”→“屏幕演示”命令,此时弹出“播放路径”对话框,单击“播放”按钮,可以观察刀具的走刀路线,如图5所示。单击“CL数据”可以查看生成的CL数据,如图6所示。加工成型的变螺距螺杆如图7所示。

图5 演示刀具轨迹

图6 CL数据

图7 加工成型的变螺距螺杆
4 结语
机床中螺纹的加工方法有多种,螺纹的种类不同,加工的方法有所区别。要综合考虑螺距的大小、刀具的强度及机床的刚性等情况,合理选择加工方法,并根据工艺分析,在机床上加工出合格的螺纹。利用数控加工可以节约工时,并能加工出复杂的螺纹型面,而且完全实现自动化生产过程。
[1]马壮.工程训练[M].北京:机械工业出版社,2009.
[2]李军霞,史荣、,姚云峰,等.分件供送变螺距螺杆的建模与仿真[J].机械设计,2011(2):26-28.
[3]张金.变距螺杆的设计与加工技术研究[D].秦皇岛:燕山大学,2010.
Technology Research of Thread Processing Using Machine Tool
ZHOU Dan
(College of mechanical engineering, Panzhihua University, Panzhihua 617000)
This paper introduces the principle of the screw thread forming and the elements of ordinary lathe processing. A case study of variable pitch screw, research processing the approach of variable lead screw on numerical control machine tool and get the comprehensive practice verification in whole process of screw thread processing from CAD to CAM to achieve the ideal effect.
thread processing, machine tool, variable pitch screw, technological research
2012年四川省卓越工程师教育培养计划项目“机械设计制造及其自动化卓越工程师培养计划项目”(川教函〔2012〕200号)。
