短圆弧大直径零件型面的精确测量
2016-04-06李长映中航工业沈阳黎明航空发动机集团有限责任公司辽宁沈阳110043
李长映(中航工业沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
短圆弧大直径零件型面的精确测量
李长映
(中航工业沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
摘 要:笔者结合自己多年航空发动机工装制造工艺和测量方面的经验,结合具体问题的详细分析,对短圆弧大直径零件型面的精确测量方法进行总结,希望能够为相关单位的人员以帮助和启示。
关键词:短圆弧;直径;精确测量
1 概述
航空发动机零部件的加工,为了保证其质量和生产效率,普遍采用工装加工和测量。由于航空发动机零部件回转体较多,很多工装(测具和夹具)设计都会采用圆弧面(很少有整圆)作为定位基准。加工的工艺上,基本采用车、磨回转加工方法,或者采用数控铣、数控光学曲线磨床加工。前者可以通过整体加工(或者增加通过回转中心的对块),测量整个圆的直径,合格后再进行切开获得需要的圆弧型面。这种加工方法,可以在加工工序中进行精确测量。后一种加工方法,以及将加工合格的零件圆弧型面组装后,如果圆弧型面的圆心角小于15度(俗称“短弧大R”),圆弧型面直径的准确测量将非常困难。
2“短弧大R”直径的准确测量困难的原因分析
测量圆弧直径尺寸的方法一般可以采用“弓高弦长法”。通常可以使用两圆器在平板上测量,或者选用“万能工具显微镜”测量,圆弧的某一部分弦长以及对应的弓高,利用“勾股定理”计算直径尺寸。但是,由于测量误差的存在,通过测量值计算出来的圆弧直径误差会非常大。例:R300零件,按理论计算弦长20计算,弦高0.66741。如果实际检测弦高误差0.001mm,返算R299.55174;弦高误差0.002mm,返算R299.10426。可见,这种方法测量出来的直径误差非常大。
3 精确测量方法介绍
因为任何一种测量设备和手段,测量误差都存在。目前国际上最精确的三坐标测量机的示值误差E值≤(0.4+L/1000)μm,普通2级精度的平板、方箱、正弦规、量块测量误差5μm左右。对于“短弧大R”型面,绝对精确的测量几乎是无法实现的,所谓精确测量,是指重复测量误差小于零件直径公差1/3。
3.1利用“万能工具显微镜”判定直径是否符合
工件实际弦高与计算之差,小于图纸给定公差的一半判定R尺寸为合格。由于“万能工具显微镜”的示值误差E值≤(1+L/100)μm,人为视觉测量误差小于1μm。一般“短弧大R”型面的直径公差大于等于5μm,这种方法测量的重复性满足公司企业标准测量系统误差小于零件公差1/3的规定。
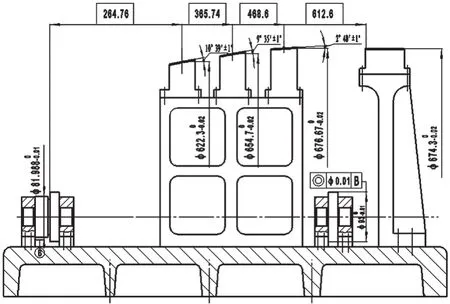
图1
3.2利用三坐标测量机测量
3.2.1圆柱型面测量。找正A-A剖面左侧基面,并作为Y轴原点。在被检测型面上(B基准R389.55±0.01)利用曲面点功能,通过调整找出,X轴距离为被检测圆弧型面弦长一半,Z轴等高的两个特殊点A、B。根据A、B两点X轴实际距离确定R中心线(根据圆上任意弦的垂直平分线通过圆心的数学定理),利用勾股定理,计算出弦高,确定R中心位置,将坐标Z原点移动至R中心。反测R389.55是否符合公差要求。

图2
3.2.2圆锥型面测量直径测量。尽管三坐标测量软件提供了测量圆锥、圆柱、圆的通用测量程序模块,但对于小于1/2圆的情况,无法得到最后的准确测量结果,计算机对于采样点的坐标进行数学计算过程发生错误,导致测出结果偏差极大。这就限制了此工件不可用测圆锥模块对短锥面测量。在反复实践对各种检测方法的比较后,我得出了两种可行方案,方案一:通过自动特征曲面点功能先计算出锥面上各交点的理论矢量(I、J、K)方向,再通过测量目标位置临近三点来确定该点的实际矢量方向,该方法是一种逐步逼近的方法,需更改目标矢量方向,反复测量多次,直至达到理想状态。方案二:先在UG软件中画出短锥面模型,后将其导入到PC-DMIS中,通过工件坐标系的建立,将CAD模型与工件联系起来,从数模上采点获取目标点的理论值,通过自动特征矢量点驱动测量实测点,而后将理论值与实测值进行比较,得到所需坐标方向的偏差。
以上两种方法均需在建立正确、合适的坐标系前提下实现,角度测量也相同。下面以方案二为例作以简要说明。首先,新建测量程序,因在测量圆柱过程中需多次旋转测头,要注意测头角度的选取。将CAD模型以IGS格式导入,找平底面为基准平面,测量串距基准面,再测两圆柱,旋转侧基面为X轴,基准圆柱Φ81.988 为Y、Z轴原点,串距基面为X轴原点,CAD=PART,建立工件坐标系。然后,评价Φ93圆柱的位置度即为两圆柱的同心度。打开自动特征矢量点,从数模上选点A、B、C、D为目标点,获取标称值后,自动测量上述点,评价各点Z方向偏差,再从数模每段锥中心剖面线上选取两点,如上自动测量后,将其连线评价角度。
参考文献
[1]《机械设计手册》联合编写组.机械设计手册[M].北京:化学出版社,1979. [2]《UG NX 7.5完全自学手册》博创设计坊组.北京:机械工业出版社,2010.
[3]《几何量计量》联合编写组.北京:原子能出版社,2002.
中图分类号:TB921
文献标识码:A