三菱PLC和触摸屏在金属焊丝盘控制系统中应用
2016-04-05宁国涛邢建国
宁国涛 邢建国
(青岛大学 机电工程学院,青岛 266071)
三菱PLC和触摸屏在金属焊丝盘控制系统中应用
宁国涛 邢建国
(青岛大学 机电工程学院,青岛 266071)
本文主要介绍三菱FX2N系列PLC和触摸屏在金属焊丝盘数控成型控制系统中的应用,详细阐述系统的构成情况、工作原理及工作控制方式,以实现对系统的自动化控制。
工作原理 控制方式 FX2N系列PLC 自动化控制
引言
具有关调查显示,我国现在是世界第一大焊接材料生产国,基本用塑料焊丝盘进行包装。随着环保意识的增强,越来越多的国家采用金属焊丝盘代替传统的塑料焊丝盘。焊丝盘工艺的发展主要集中在欧美发达国家,如法国的NUMALLIANCE公司、美国的AIM公司、德国的WAFIOS公司等。其中,尤其以法国的NUMALLIANCE公司生产的ROBOMAC系列的数控弯丝机著名。它具有强大的计算机数控系统,具有一定的数控功能。
查阅相关文献得知,国内还未开发出具有自动化程度高、能在三维空间内进行连续加工管线材弯曲的设备,仅仅有一些相关方面的研究,缺乏自主研制先进数控弯丝机的核心技术。因此,有必要对数控弯丝设备进行研究,开发出一套高效自动化设备。
1 系统的总体设计
本文所涉及的金属焊丝盘数控系统的主控制件选用三菱FX2N系列的PLC,采用电机牵引送丝和驱动刀具,利用限位开关进行定长,电机控制齿轮进行磨具的旋转,气动驱动工作台的轴向移动,工业触摸屏进行人机交互。
设备启动后,用户可以通过点击触摸屏进行手动调试和参数设置,控制系统运行。系统运行后,控制器驱动送丝电机进行送丝,同时带动校直轮进行钢丝校直,校直后的钢丝顶开限位开关。此时,送丝电机停止,驱动刀电机驱动切断刀切断钢丝。PLC输出端口通过控制换向,将钢丝送入模具进行一次折弯、二次折弯。最后气由动顶出,顶出的钢丝半成品需要点焊,由编码盘把步进电机角位移转换成电信号接入PLC。通过PLC输出端控制步进电机的分度,最后成品再有丝杠推出,控制过程完成。
当设备发生故障时,PLC通过继电器控制警报器报警,与此同时触摸屏上将会显示相应的故障提示。此时,用户可以点击触摸屏上的“故障复位”,使得报警灯停止报警。故障提示消除,然后再进行故障处理操作,维修故障设备。
2 控制系统硬件的设计
可编程逻辑控制器具有体积小、功能强、可靠性高、抗干扰能力强、程序设计简单、维护方便等优点,特别是适应工厂恶劣的环境,使得其在工业上得到了广泛应用。本文对控制系统的设计主要包括PLC的选型、触摸屏的选型、I/O点地址分配和PLC系统的外部接线图等。
2.1 PLC机型的选择
根据控制要求和控制功能分析,PLC选型选择FX2N-128MT。FX2N系列PLC有64个输入端口和64个输出端口,是三菱FX系列PLC中功能较强大的机型。速度最快、容量最大,是FX系列中最高档次的小型程序装置,应用极其广泛。它能够提供多种特殊功能模块,可实现过程控制和位置控制,有多种串行通信模块或功能扩展板,以支持网络通信。
2.2 焊丝盘控制系统I/O口的分配地址
金属焊丝盘控制系统I/O分配地址,如表1所示。
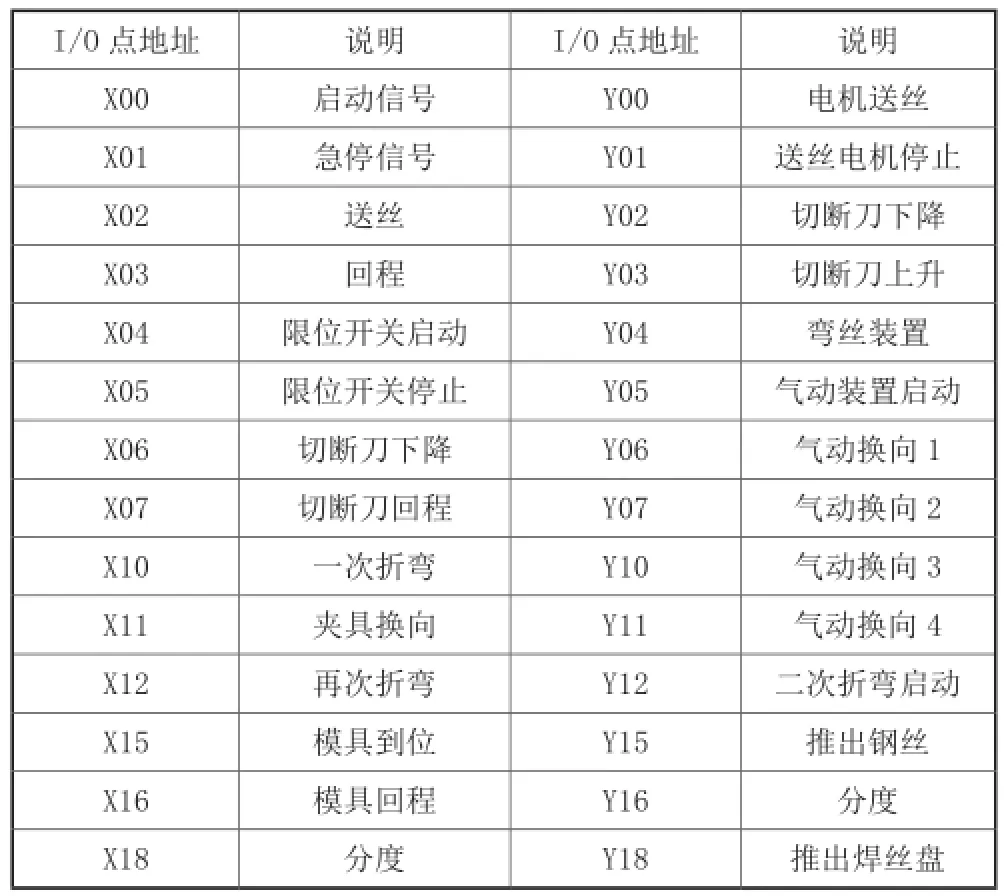
表1 焊丝盘控制系统I/O地址分配
2.3 触摸屏的选型
触摸屏作为一种新型的人机界面,其简单易用的功能及优异的稳定性使它非常适用于复杂的工业环境。为了操作简单,获得较理想的人机交互效果,我们选择三菱F940GOT。该型号的触摸屏是一种具有高级显示功能、报警处理能力以及PLC顺控程序编辑功能的通用图形操作终端。其操作非常简单,符合人性化设计,是目前最受欢迎的标准尺寸。
3 金属焊丝盘控制系统软件设计
分析金属焊丝盘数控弯丝设备控制系统硬件的设计和控制原理发现,软件的总体思路是将触摸屏程序设计和PLC程序设计结合起来。触摸屏程序设计的主要内容有界面设计、颜色选用、窗口切换、功能按钮以及与PLC的通讯配置等。PLC的程序设计主要内容有上电初始化、数据处理、自主生产方式以及故障处理等。下面将分别对触摸屏程序和PLC程序设计思路与方法进行具体介绍。
3.1 触摸屏程序设计
通过触摸屏窗口可进行关键工艺参数的设定、工艺流程、运行状态和报警显示,其使用为整个焊丝盘的生产工艺带来了极大的方便。根据数控弯丝设备控制系统的生产要求,设计触摸屏各参数。触摸屏要求能够控制整个生产设备运行与停止,能够手动控制换向模具的换向,以及发生故障时的急停。触摸屏的设计遵循触摸屏设计手册,设计的原则是提高系统操作灵活性和稳定性。
3.2 焊丝盘数控成型系统的软件设计
本系统采用梯形图语言对三菱FX2N可编程逻辑控制器进行软件编程,利用三菱PLC监视功能进行程序调试。根据系统的整体要求以及机械原理,PLC程序设计包括上电初始化、数据处理、自主生产方式、点动切刀调试以及故障处理等系统软件功能。
首先,系统初始化参数设置,对一些数据寄存器及定时器清零复位;单步调试程序,系统调试使用,供维修人员使用。PLC按照设备所出的工作状态依次控制相应的继电器,各电机协调配合依次完成送丝、校直、切断等操作。然后,将钢丝送入模具,再通过电机进行弯丝等后续操作。当控制系统出现故障时,触摸屏显示故障,制动整个生产设备,待故障解决后,手动即可复位再生产。
4 结论
本文使用三菱FX2N系列可编程逻辑控制器为控制核心,介绍了金属焊丝盘控制系统的整体框架和设计原则。硬件设计主要考虑各执行机构的工作原理,采用一次折弯后,夹具换向再次折弯,从而达到三维空间的弯曲加工,通过触摸屏作为人机交互界面,提高生产的可操作性。本控制系统的实际运行证明,系统可靠性高、稳定性好,产品的自动化水平和生产效率显著提高,大大降低了工人的劳动强度,取得了明显的经济效益。
[1]李一.通用型触摸屏与三菱PLC链接技术分析[J].工业控制计算机,2009,22(9):9-12.
[2]张还.三菱FX系列PLC设计与开发-原理、应用与实训[M].北京:机械工业出版社,2009.
[3]廖常初.可编程程序控制器应用技术[M].重庆:重庆大学出版社,2004.
[4]张还,刘学良.三菱PLC和触摸屏在砌块机控制系统中的应用[J].砖瓦世界,2009,(6):10-12.
[5]韦保全.基于SIMOTION C240的数据控弯丝机系统设计[D].西安:西安建筑科技大学,2013.
[6]韩志超,桑斌修.PLC与触摸屏通讯的实现和应用[J].国内外机电一体化技术,2006,(3):53-55.
The Research of Mental Wire Reel based on the MITSUBISHI PLC and Touch Screen
NING Guotao, XING Jianguo
(College of mechanical and electrical engineering, Qiingdao University, Qingdao 266071)
This paper mainly introduces the Mitsubishi FX2N series PLC and touch screen in metal wire disc NC forming control system applicationand elaborated the system constitute.working principle and control mode.The purpose is to realize the automatic control of the system.
working principle, control mode, FX2N series PLC, automatic control