过热度与拉速对连铸特厚板微观组织的影响
2016-04-01徐学华刘赵卫陈平虎李晓谦
徐学华,刘赵卫,何 博,高 琦,陈平虎,黄 诚,李晓谦
(1.中国重型机械研究院股份公司,陕西 西安 710032;2.中南大学机电工程学院,湖南 长沙 410083)
过热度与拉速对连铸特厚板微观组织的影响
徐学华1,刘赵卫1,何 博1,高 琦1,陈平虎2,黄 诚2,李晓谦2
(1.中国重型机械研究院股份公司,陕西 西安 710032;2.中南大学机电工程学院,湖南 长沙 410083)
连铸过程衡量温度场是否合理的两个重要参数为出结晶器时的坯壳厚度与整体液穴长度。本文基于有限元方法,采用移动边界法对2400 mm× 400 mm特厚板坯的温度场进行模拟,探讨拉速与过热度对坯壳厚度、液穴深度及宏观组织的影响,并通过其模拟结果综合考虑选择合理地拉速与过热度参数。仿真结果表明:过热度为20 ℃、拉速为0.54 m/min的条件时,连铸坯内部质量及生产效率达到较好的状态,为今后连铸钢特厚大型板坯的生产提供理论基础。
凝固组织;过热度;铸造速度;数值模拟
0 前言
特厚板是社会经济发展、国防军工和国家重大工程建设中不可或缺的重要材料,广泛应用于石油化工、重型机械、模具制造和建筑等行业。与电渣锭和模铸钢锭相比,特厚板坯具有生产率高、成本低以及利于大规模生产等优点。因此,采用特厚板坯作为特厚板坯料将是今后特厚板生产工艺的重要方向之一。目前世界范围内已经生产出的连铸特厚板坯的最大厚度已经达到600 mm[1],我国目前能够稳定生产的连铸板坯最大厚度基本上都是320 mm[2]。针对这一情况,国内不少钢厂和研究院都开展了对400 mm及以上厚度的特厚板坯的研究工作[3-5]。鉴于现场试验的复杂性、周期长、高昂成本等因素,并且近年来随着数模理论和计算机技术的快速发展,数值模拟的计算精度逐步提高,在钢铁连铸领域里发挥越来越重要的作用。
国内外学者对铸坯的凝固组织模拟进行了大量的研究。白李国等[6]对22CrMoH连铸坯微观组织及合金元素影响进行数值模拟;耿明山等[7]模拟了连铸圆坯的凝固微观组织和电磁搅拌下连铸方坯的凝固组织;Rappaz和Gandin等[8]人成功地预测从柱状晶到等轴晶的转变并得到了实验验证;Nastac和Stefanescu等[9]人实现了在凝固组织形成过程中的随机建模。但是针对特厚板坯凝固组织的模拟研究并不是很多。
本文利用测量模拟的铸坯坯壳厚度、液相穴深度以及铸坯表面温度与实际工厂数据相对比的方法来预测温度场,在温度场合理的基础上,把CA(元胞自动机法)模型与FE(有限元法)耦合起来预测铸坯的微观组织。
1 数学与物理模型
根据连铸过程的凝固传热特征,为便于数值计算求解,通常要针对具体的连铸过程进行合理的假设,模型的基本假设条件:
(1) 忽略结晶器振动、锥度及保护渣对传热的影响;
(2) 不考虑夹辊对热量传递的影响;
(3) 根据对称性, 选取铸坯的1/2作为研究对象。
1.1 温度场控制方程
温度控制方程主要由质量与能量守恒方程控制,其控制方程如(1)、(2)式所示,其中H热焓由显热与潜热组成,是随温度变化而变化的,其式如(3):
质量守恒方程(1)

能量守恒方程(2)
热焓方程(3)式中,u,v,w分别为x,y,z方向上的速度分量m·s-1;fL为液相率;ρ为密度,kg·m-3;k为热传导率,W·m-1·K-1;cp为比热容,J·kg-1·K-1;t为时间,s;L为凝固潜热,J·kg-1;T为节点温度,K;H为热焓,J·mol-1。
1.2 微观组织场控制方程
合金的凝固主要以异质形核为主,本文采用连续分布函数dn/d(ΔT)描述晶粒密度的变化。其中dn是由过度ΔT的增加引起的晶粒密度增加。dn/d(ΔT)是由下式的高斯分布确定的[10]:
(4)
式中,ΔTmax是平均形核过冷度,℃;ΔTσ是形核过冷度标准方差,℃;nmax是正态分布从0到∞积分得到的最大形核密度。且柱状晶和等轴晶的生长速度可以采用拟合的KGT模型:
v(ΔT)=a2ΔT2+a3ΔT3
(5)
式中,a2,a3分布是拟合多项式的系数;ΔT为枝晶尖端的总过冷度,℃。
1.3 物理模型
根据某公司连续铸造机参数,结晶器材质为copper,其截面尺寸为2400 mm×400 mm,长度为900 mm;铸坯垂直段长度为3.11 m,圆弧半径为11 m,冶金长度为42.66 m。根据需要按1:1建立模型,其网格采用procast自带的网格划分模块中以六面体的方法完成,如图1所示。

图1 物理模型及网格模型示意图Fig.1 the diagrammatic drawing of physical and mesh model
1.4 模拟条件的确定
钢液的初始温度及弯月面处温度为浇铸温度T+ΔT。为了得到较合理地过热度与铸造速度,故选过热度ΔT=10,20,30,40 ℃,铸造速度v=0.48,0.54,0.60,0.66 m/s作为研究条件。铸坯材质为H13,其主要溶质元素及比例如表1所示,根据procast软件对铸造材料H13物性参数的计算,其液相线温度为1475 ℃,固相线温度为1360 ℃;二冷区分为12段,各段宽窄面的换热系数如表2所示。

表1 主要溶质元素及比例
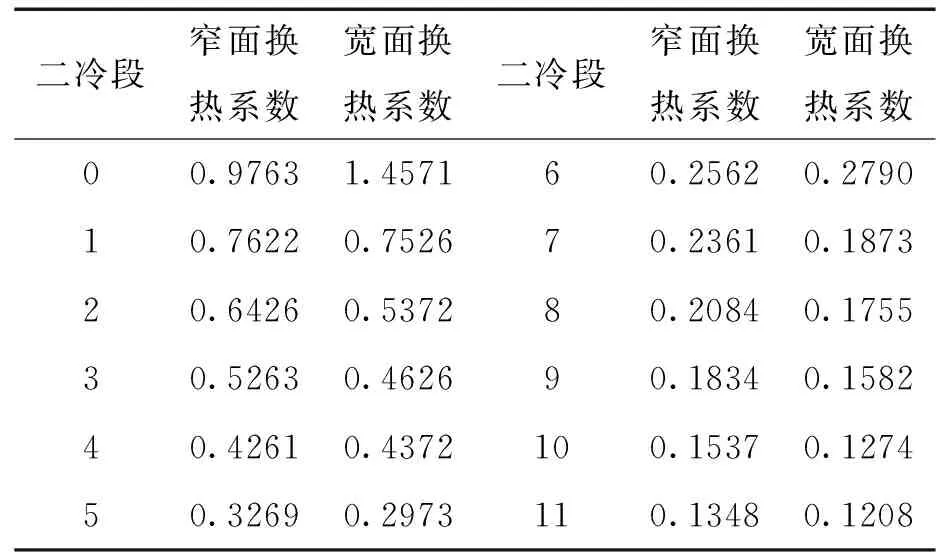
表2 二冷区各段窄面和宽面换热系数/kW·m-2·℃-1
2 模拟结果及分析
图2为铸造稳定后的温度场示意图,在一定过冷度条件下,钢液在结晶器内与结晶器内壁面接触换热,迫使接触结晶器内壁面的钢液首先凝固形成坯壳,但为了连铸能够顺利进行,在出结晶器时坯壳厚度必须能够承受未凝固钢液的静压力,因此需要出结晶器时坯壳厚度为一个重要的考核指标,坯壳凝固厚度的增长服从于凝固定律[11]。其出结晶器坯壳厚度如图2中插图a;液芯长度是指从结晶器液面到铸坯中心液相凝固终了的长度[12],如插图2b为凝固末端的温度场分布,同时温度场也反应出固相率,因此此处便不再给出相应条件下固相率图。相应板坯不同位置的表面温度也是考量铸坯凝固工艺的一个重要指标。

图2 铸坯达到稳态时对称面的温度场Fig.2 The temperature field in the steady state of continuous casting
2.1 拉速对铸坯坯壳厚度、液穴深度及凝固组织的影响
在相同的冷却条件下,随着拉速的增加二冷区各段的冷却强度相对降低,出结晶器时的坯壳厚度相应减小,凝固末端相对弯月面的距离增大,如表3所示。拉速为0.48 m/min时其出结晶器坯壳厚度为30.15 mm,对应的液穴深度为16.00 m,而当拉速为0.66 m/min时其出结晶器坯壳厚度为22.24 mm,对应的液穴深度为21.72 m,相对拉速为0.48 m/min时出结晶器坯壳厚度降低了26.24%,液穴深度增加了35.75%。拉速对出结晶器坯壳厚度和液穴深度的影响非常大。与此同时,随着拉速的增加,在相同位置的铸坯柱状晶凝固前沿固液混合区的温度梯度降低,枝晶尖端生长速率减小,过冷区间变宽,促进了晶体的形核,从而有利于提高固相率以阻止柱状晶的生长[13]。

表3 不同拉速下坯壳厚度与液穴深度

图3 不同拉速下的微观组织结果Fig.3 The results of microstructure under different casting speed
图3和表4分别为不同拉速下铸坯凝固完全后的同一位置截面微观组织结果和晶粒数目及尺寸统计结果。从图表中可以看出,当拉速在较小范围内波动时,铸坯凝固组织的等轴晶率变化不明显。其原因在于拉速增大,虽然减小了出结晶器时坯壳厚度,拉长了液穴深度。但是对于凝固宏微观组织的形核长大影响不大,在冷却条件一定的条件下,其凝固时间变化较小,因此对于晶粒形核长大影响不大。因此在图2中等轴晶区域面积大小基本不变。与此同时,根据表4结果所得晶粒数、晶粒平均表面积、晶粒最大表面积及晶粒平均半径不随速度的变化而变化。根据中心区域等轴晶粒表面积在整个晶粒表面积中所占的比例,可知变化不大。综上所述,根据出结晶器时坯壳厚度应防止钢液静压力过大对坯壳造成损坏而导致漏钢等事故,因此在安全坯壳厚度的前提下选择较大的铸造速度,以提高生产效率。故选择0.54 m/min为较合适的铸造速度。

表4 不同拉速下的晶粒数目及尺寸统计结果
2.2 过热度对对铸坯坯壳厚度、液穴深度及凝固组织的影响
表5为不同过热度条件下出结晶器坯壳厚度与液穴深度值,随着过热度的逐渐增加其出结晶器坯壳厚度相应减小,液穴深度相对增长。过热度为10 ℃时,出结晶器坯壳厚度为30.22 mm,液穴深度为18.25 m。而过热度为40 ℃时,出结晶器坯壳厚度为29.02 mm,液穴深度为20.28 m,相对于过热度为10 ℃时,其出结晶器坯壳厚度相应降低了3.97%,液穴深度相应增加了11.12%。其变化相对拉速变化对出结晶器坯壳厚度和液穴深度小。原因在于虽然增加了过热度,但是相对也增大了过冷度,因此过热度对出结晶器时坯壳厚度的影响较小,但随着铸造的进行,二冷区段的冷却强度相应降低,第12段的冷却强度比第一段的冷却强度降低了10倍之多,且随着坯壳厚度的不断增大,钢液与外界冷却介质的换热相应变慢,故随着时间的推移其液穴深度也有较大的变化。

表5 不同过热度下坯壳厚度与液穴深度值
同时,根据图4所示,不同过热度下的中心区域铸坯凝固组织结果变化较大,等轴晶区域面积亦有较大变化。如表6所示,晶粒数、晶粒平均表面积、晶粒最大表面积及晶粒平均半径均随速度的变化而变化。从图4和表6中可以看出,随着钢液过热度的增加,同一位置相同面积的晶粒数量逐渐减少,晶粒平均表面积、晶粒最大表面积以及晶粒平均半径都呈现增大的趋势,而且从图4可以看出铸坯中心等轴晶比例逐渐减小。当冷却条件不变时,随着过热度的降低,固液界面前沿的温度梯度也随之下降,固液界面前沿的成分过冷度大于形核过冷度的趋势越明显,在固液界面前沿析出更多新的晶核,并且越多游离的晶粒存留下来,可以阻止并抑制柱状晶的生长,因此降低过热度可以大大提高等轴晶率;反之,当钢液的过热度过高时,游离在液相中的晶粒倾向于重新熔化,不能成为等轴等轴晶生长的晶核,而且随着钢液浇铸温度越高,固液界面的温度梯度就越大,造成晶体形核过冷区间变窄,有利于柱状晶的生长,降低等轴晶比例[14]。
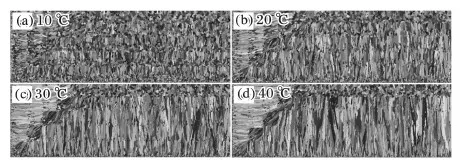
图4 不同过热度的微观组织结果Fig.4 The results of microstructure under different degree of superheat
然而,虽然低过热度钢液能够增加中心区域等轴晶在整体晶粒中的比例,但更大程度上增加了缩孔疏松的几率。原因在于钢液凝固过程,将导致收缩,而低过热度的钢液还来不及对收缩产生的缩孔及疏松的地方补缩自我凝固形核长大,因此形成缩孔与疏松等缺陷,故一个合适的过热度,对铸锭产品质量具有重要的作用,并根据不同过热度与拉速对出结晶器坯壳厚度、液穴深度及组织的结果所得,过热度为20 ℃,拉速为0.54 m/min作为2400 mm×400 mm的特厚大型板坯铸造参数较为合理。

表6 不同过热度下的晶粒数目及尺寸统计结果
3 结论
本文基于ProCAST软件建立了2400 mm×400 mm特厚板坯的三维稳态模型,利用移动边界法对其进行模拟仿真,所得结论如下:
(1)一方面,随着拉速由0.48 m/min增加到0.66 m/min,出结晶器时坯壳厚度降低了26.24%,液穴深度增加了35.75%,但是晶粒相关尺寸的变化不大;
(2)另一方面,随着过热度由10 ℃增大到40 ℃时,其出结晶器坯壳厚度的变化率为3.97%,液穴深度相应增加了11.12%,过低过热度钢液增大了形核数,故晶粒数目较高过热度的晶粒数多。
(3)综合铸造速度及钢液过热度对铸坯质量、产量等因素的影响,以拉速为0.54 m/min,过热度为20 ℃的工艺参数作为铸造2400 mm×400 mm特厚大型板坯的参数较为合理。
[1] 崔风平,孙玮,赵乾,等.我国极厚钢板生产制造技术的发展[J].山东冶金,2013,35(1):1-6.
[2] 钟巍.厚板坯连铸过程流动、传热及凝固特征[D].西安:西安建筑科技大学,2013.
[3] Sascha Helmut Skrube,Paul Pennerstorfer,Josef Watzinger,等.新型400 mm厚板坯连铸机的开发和应用[J].世界钢铁,2013,(6):51-56.
[4] 许晓东,蒋海涛,甑新刚,等.连铸新技术在首钢400 mm特厚板坯生产中的应用[J].连铸,2011,(S1):28-31.
[5] 屈天鹏,韩志伟,冯科,等.420 mm特厚板坯连铸机生产实践[J].连铸,2012,4:23-26.
[6] 白李国,刘海英,张延玲,等.对22CrMoH连铸坯微观组织及合金元素影响的数值模拟[J].北京科技大学学报,2011,33(9):1091-1098.
[7] 耿明山,周守航,韩庆礼,等.连铸圆坯凝固微观组织数值模拟[J].连铸,2012,(4):10-14.
[8] Rappaz M,Gandin C A.Probabilistic Modeling of Microstructure Formation in Solidification Processes.Acta Metal Master,1993,41(2):345.
[9] Nastac L, Stefanescu D M.Stochastic Modeling of Microstructure Formation in Solidification Processes[J]. Model Simul Master Sci Eng,1997,(5):391.
[10]李日,马军贤.铸造工艺仿真ProCAST从入门到精通[M].北京:中国水利水电出版社,2010.
[11]王雅贞,张岩.新编连续铸钢工艺及设备[M].北京:冶金工业出版社,2008.
[12]张赫.电渣重熔与圆坯连铸的数值模拟[D].沈阳:东北大学,2012.
[13]闵义,刘承军,王德永,等.37Mn5连铸圆坯中心等轴晶率预测[J].钢铁研究学报,2011,23(10):38-43.
[14]敖鹭,仲红刚,陈湘茹,等.过热度对60Si2MnA弹簧钢连铸坯凝固组织的影响[J]. 钢铁,2010,45(12):68-72.
Effect of superheat and velocity on microstructure in the process of continuous casting
XU Xue-hua1,LIU Zhao-wei1,HE Bo1,Gao-qi1,CHEN Ping-hu2,HUANG Cheng2, LI Xiao-qian2
(1.China heavy machinery research institute Co., Ltd., Xi’an 710032,China;2. College of Mechanical and Electrical Engineering, Central South University, Changsha 410000, China)
There are two important parameters that measuring whether the temperature filed is reasonable or not, which are the shell thickness and the liquid core length. This article is based on the finite element method, using the method of moving boundary to simulate the temperature field of the slab 2400 mm × 400 mm, effect of the casting speed and superheat degree on the shell thickness , the core depth and the macro-microstructure. The simulation results show that a better state to achieve internal quality and production efficiency of continuous casting billet with 20 ℃ superheat degree is and 0.54 m/min casting speed, to provide a theoretical basis for cast steel thick and large slab production in the future.
solidification structure; degree of superheat; casting speed; numerical simulation
2015-11-18;
2015-12-14
徐学华(1965-),男,中国重型机械研究院股份公司教授级高工,主要研究方向:连铸设备及工艺。
TF777.1
A
1001-196X(2016)03-0050-05