单缸柴油机曲轴装配方式的改进设计
2016-03-22傅志伟
傅志伟
(常柴股份有限公司单缸机厂,江苏常州 213002)
单缸柴油机曲轴装配方式的改进设计
傅志伟
(常柴股份有限公司单缸机厂,江苏常州213002)
摘要:曲轴部件是整台柴油机的关键部件,装配质量的好坏直接影响柴油机的性能。目前单缸柴油机曲轴装配主要是手工装配,转配过程费事费力。通过重新设计工艺工装设备,使用液压静压方式,可以减少工人劳动强度、提高劳动生产率。
关键词:单缸柴油机;曲轴装配;工艺工装
单缸柴油机曲轴装配现工艺工装分析
曲轴装配分为部装和总装两部分。部装是在10T油压机上利用压模将轴承、齿轮、轴盖等零件压装到曲轴上成为曲轴部件,总装是将曲轴部件装入机体内。目前常柴单缸机厂的曲轴总装采用的是手工装配,用专用工装将曲轴部件通过静压的方式压入机体中。如图1所示,曲轴部件由曲轴、2个滚动轴承、齿轮、轴盖等组成。装配时先将部装好的曲轴部件从工位器具小车上取下塞入机体孔倒角端口,然后用2个定位螺丝穿过轴盖孔旋入机体螺纹孔中将曲轴部件定位,最后用工装将曲轴部件装入机体。
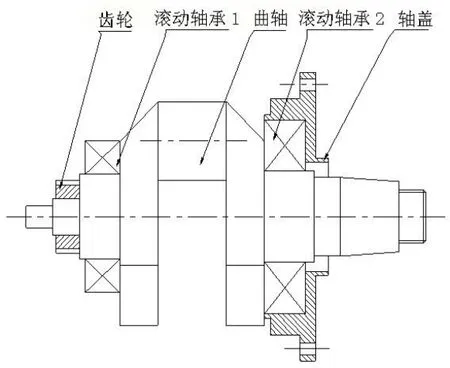
图1 曲轴部件图
曲轴静压工装如图2所示,由定位螺丝、支架、套筒、丝杠、套、手柄等组成。它虽然能将曲轴部件压装入机体,但由于机体孔与轴承是过渡配合,再加上曲轴部件比较重,装配费时费力。
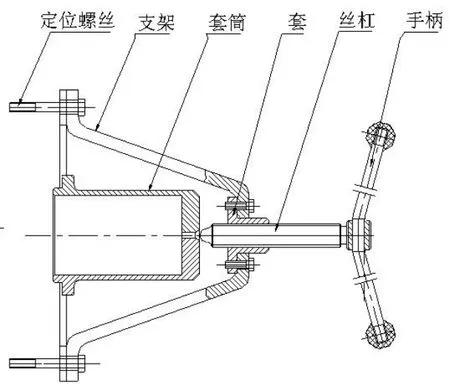
图2 静压工装图
为了解决上述工艺工装的问题,在广泛深入开展调研分析的基础上,提出了专用压机设备设计以液压代替手工静压的方法。
2 定位方案改进及压头设计

图3 压紧头结构图
工件定位方案改革:由于机体前道工序过来为油底壳面(定位面)朝上,上下方向只有以油底壳面定位才能保证与曲轴中心的距离,采用升降油缸部件将机体向上顶升至设备的上定位面;机体的前后方向则以缸盖面定位设计初定位部件。
压头的设计如图3所示,压头由压爪、园螺母、压头连接套、端盖、定心套、弹簧等组成。定心套内孔为锥面与曲轴锥面相配合,可随弹簧伸缩保证定位精度。
3 设备工作过程及工况设计
压机结构如图4所示。工序一,将曲轴部件塞到机体倒角孔端,旋上定位螺丝,套上曲轴油封,推入设备以机体缸盖面反靠定位;工序二,按操作按钮,升降油缸部件将机体顶升到位后液压缸自锁,压头工作油缸前行,通过压头内的弹簧定心套将工件校正后把曲轴部件及油封压到位;工序三,压头工作油缸复位、升降油缸复位,将工件推出设备,完成一个工作循环。
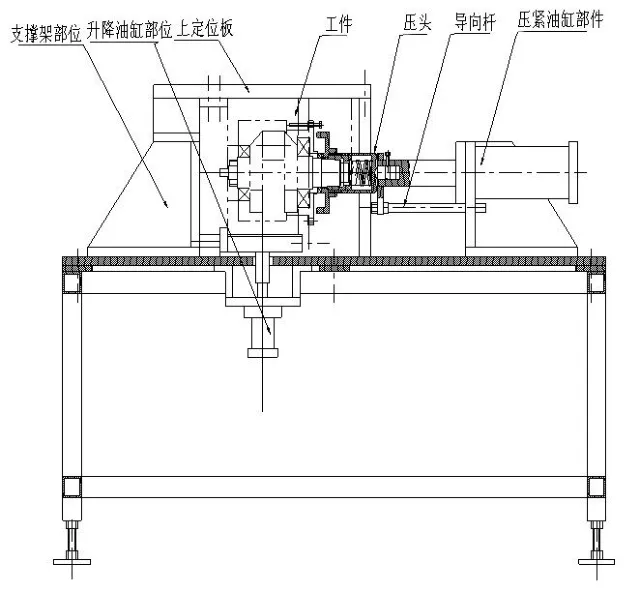
图4 压机结构总图
重新设计制作的设备已在生产线上正式使用,实践证明专机压装平稳,同时还比原工位增加了曲轴油封的压装,减轻了工人劳动强度,提高了劳动生产率。
The Improvement Design of Crankshaft Assembly of Single Cylinder Diesel Engine
FU Zhi-wei
(Changchai Co.,LTD.,Single Cylinder Machine Factory,Changzhou,Jiangsu 213002,China)
Abstract:Crankshaft part is the key to the whole diesel engine,the quality of assembly directly affects the performance of the diesel engine.Single cylinder diesel engine crankshaft assembly at present is mainly manual assembly,which costs lots of time and money.Using hydraulic static pressure can reduce labor intensity and improve labor productivity.
Key words:single cylinder diesel engine;crankshaft assembly;craft work equips
作者简介:傅志伟(1965-),男,江苏常州人,工程师,主要研究方向:柴油机装配工艺及工装设备设计。
收稿日期:2015-12-22
中图分类号:TK423
文献标识码:A
文章编号:2095-980X(2016)01-0023-01
