基于PLC的油水分离器远程控制系统的设计
2016-03-18ThedesignoftheoilwaterseparatorremotecontrolsystembasedonPLC
The design of the oil-water separator remote control system based on PLC
王守城,田乐帅,段俊勇,王小冲
WANG Shou-cheng, TIAN Le-shuai, DUAN Jun-yong, WANG Xiao-chong
(青岛科技大学 机电学院,青岛 266061)
基于PLC的油水分离器远程控制系统的设计
The design of the oil-water separator remote control system based on PLC
王守城,田乐帅,段俊勇,王小冲
WANG Shou-cheng, TIAN Le-shuai, DUAN Jun-yong, WANG Xiao-chong
(青岛科技大学 机电学院,青岛 266061)
摘 要:设计了一种基于PLC的油水分离器远程控制系统,该系统以西门子PLC S7-1200作为核心控制器,并加入GPRS短信数据传输模块,利用移动手机向系统发送短信来实现远程控制,短信模块通过串口与PLC连接,实现数据通讯。文中介绍了该系统硬件结构原理及其软件的设计方法,并用TIA Portal软件为PLC和短信模块组态、编程和调试,经测试表明,系统运行稳定可靠,而且自动化程度高。
关键词:油水分离器;西门子PLC;短信模块;远程控制
0 引言
当今社会每天都会产生大量的油污类水,当外界温度较低时,液态油污会固化成油脂,堵塞管道。当管道温度升高时,又会发生化学反应,形成油脂酸,腐蚀并损害地下排水管网及污水处理设备。而传统的油水分离措施已经不能适应当今社会的发展需求。
本文针对餐馆一类的中小型油水分离器加入PLC控制器和GPRS短信数据传输模块的应用,该短信模块利用GSM移动通信网络的短信息和GPRS业务为用户搭建了一个远距离的数据传输平台,并提供RS232标准接口,直接与用户设备连接,实现短信功能和GPRS数据传输。控制系统最终可将其与PLC、上位机或机构连接通讯,使整个系统能够摆脱空间上的约束和减少人为不必要的劳作。所以该控制系统的设计对排污、油水分离油脂和油脂回收效率具有重大的意义。
1 控制系统硬件设计
图1所示为油水分离器远程控制系统硬件原理图。由图可知它主要包括通信部分、控制部分,执行部分。通信部分关键是GPRS短信数据传输模块,控制部分的核心是PLC控制器,另外有传感器反馈调节(本系统传感器输出为数字开关量),对PLC的以太网通信可以加入上位机或人机触摸屏来实现。
执行部分主要包括防止油脂聚结的冲水系统,收集废油的刮油机系统、避免油脂冷凝的加热系统、定时清理的排水系统。它们都是在PLC控制下随特定时间或温度条件完成相关功能。
2 PLC的硬件配置与输入输出地址分配
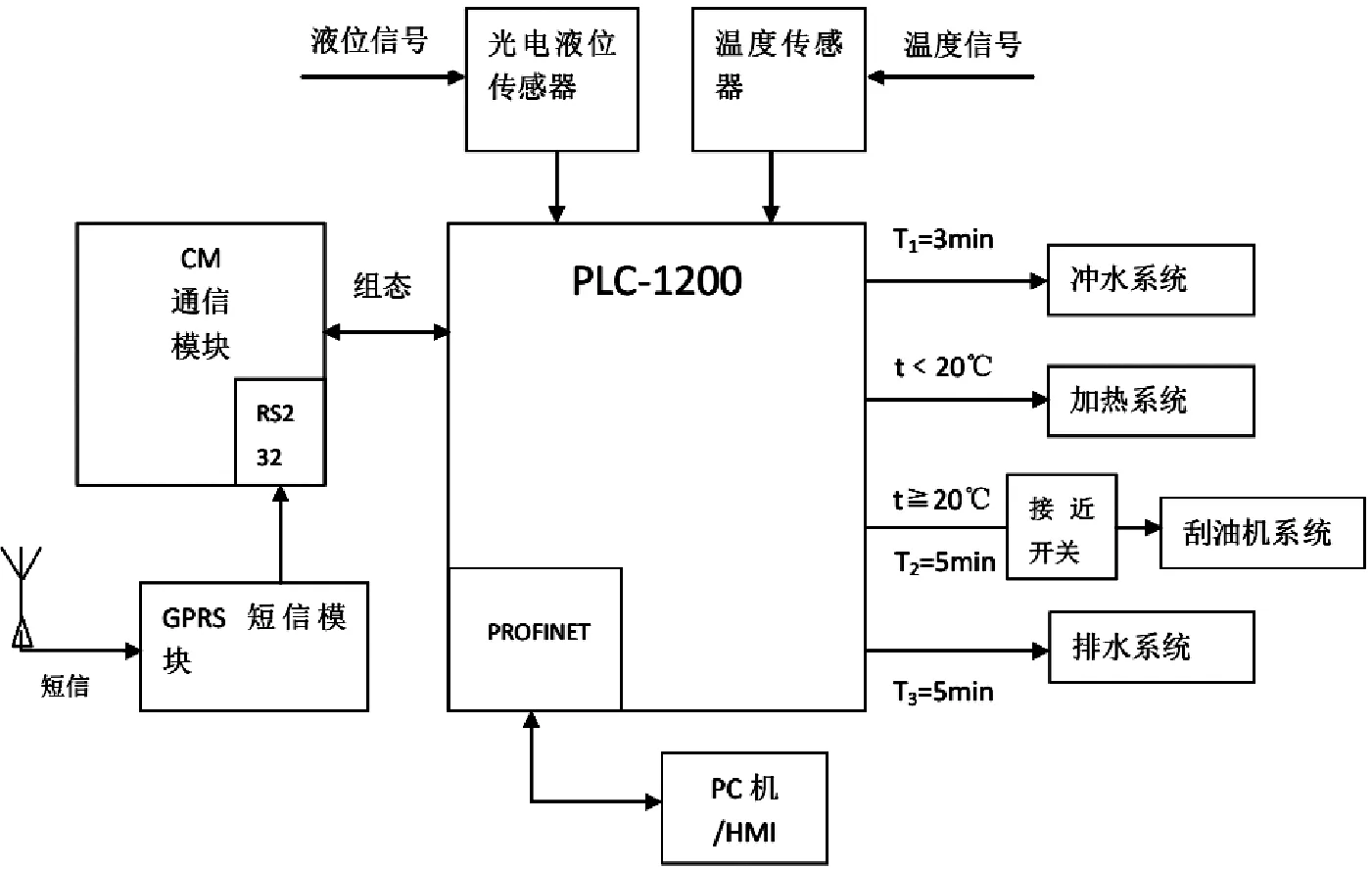
图1 油水分离器远程控制系统硬件原理图
该系统的控制器选用西门子PLC S7-1200,作为控制系统的核心,CPU型号为1214C DC/DC/Rly,输入电压为DC24V。根据控制系统的要求和输入输出特点及数量,PLC端子接线与功能如图2所示,左边共有14个输入量,右边有4个输出量。PLC本身在接220V的交流电时,该型号的CPU必须接AC220V转DC24V电源转换器。
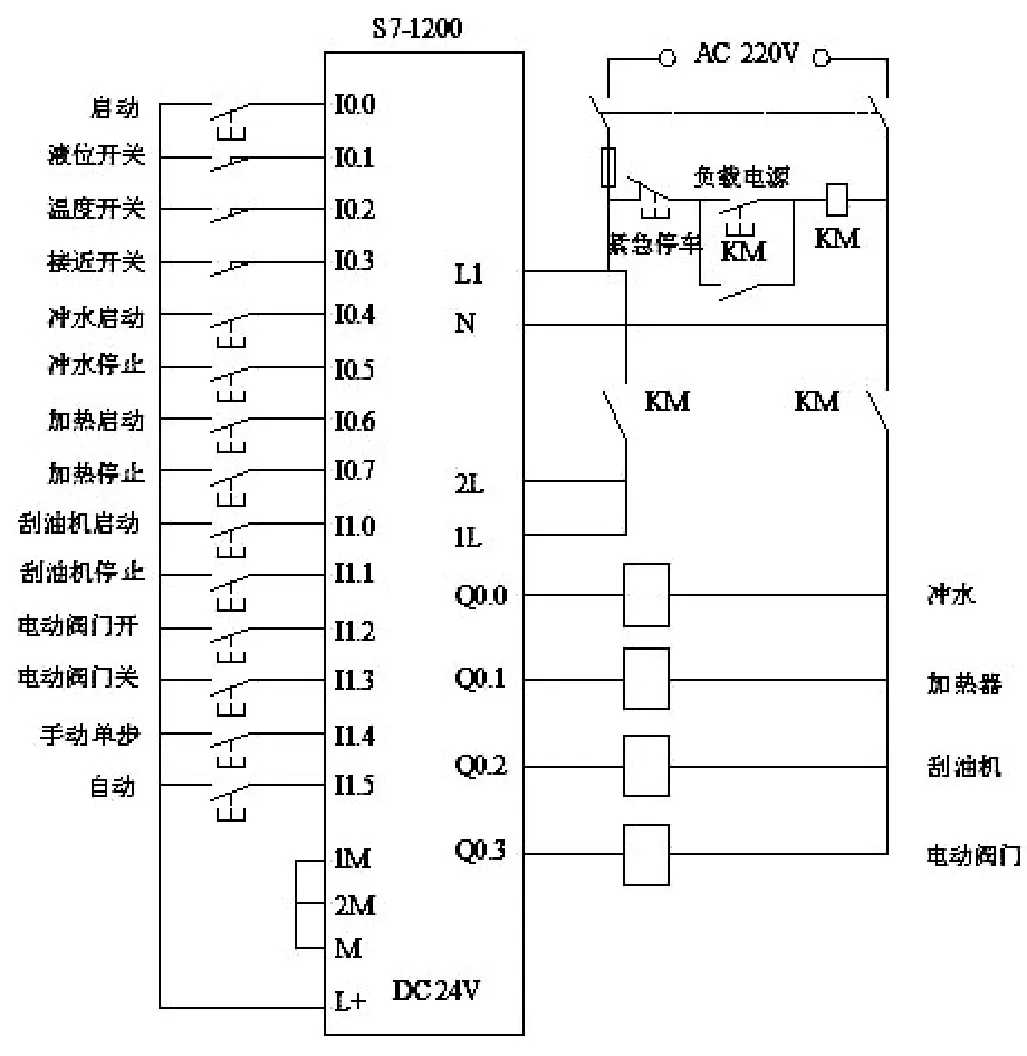
图2 PLC端子接线与功能图
3 PLC程序的设计
本油水分离器自动化控制系统的网络组态、硬件调试、程序编制及诊断均是在西门子TIA Portal软件中进行的。
3.1 主程序设计

3.2 自动工作方式程序设计
自动工作方式就是整个油水分离器系统按照设定的程序按步骤依次进行,中间无人为干扰,只需在油水分离开始之前,将旋钮开关旋至自动档位,然后点动操作面板中的自动方式启动按钮即可。控制系统的操作面板如图3所示。
油水分离器控制系统自动工作方式顺序功能图程序如图4所示。
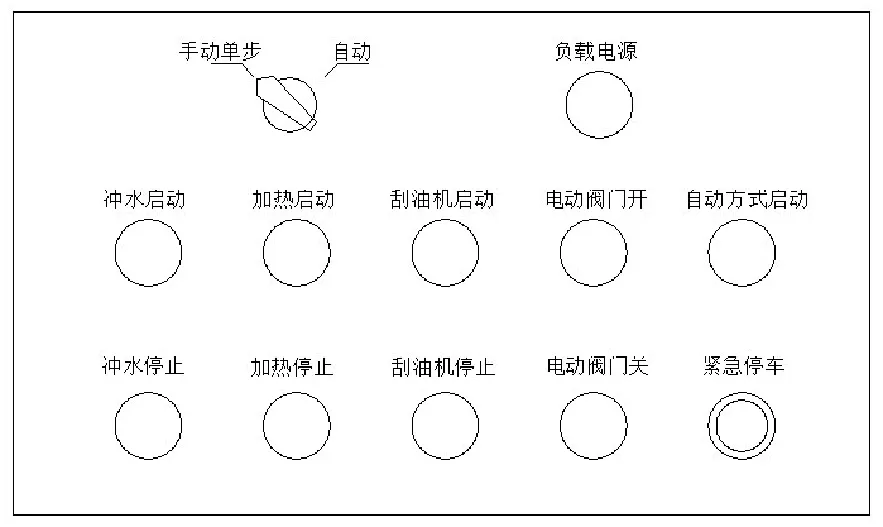
图3 控制系统的操作面板
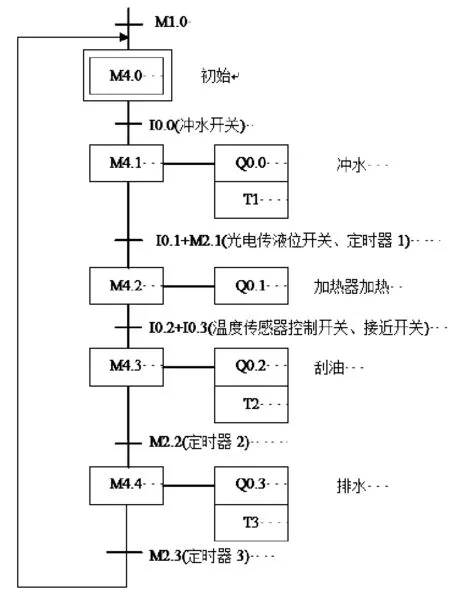
图4 控制系统自动工作方式的顺序功能图
M1.0代表程序首次扫描时状态为1,以后为0。M4.0为初始步,当程序首次扫描时,M1.0得电为1状态,置位初始步M4.0,即M4.0得电。在冲水开关(自动工作方式启动按钮)I0.0得电后,M4.1转为活动步,M4.0被复位失电,此时冲水系统启动冲水开始,同时定时器T1开始计时,计时时间3分钟。当分离器内液位高度达到光电液位传感器设定的高度时,传感器发出集油槽加热器启动信号,但是此时加热器还无法运行,需定时器T1计时3分钟后也就是冲水系统停止工作后,才能启动集油槽加热系统。即同时满足开关I0.1得电和计时器TI计时结束后,活动步转为M4.2,M4.1被复位失电。加热器启动一段时间后,当集油槽的温度到达20℃后,温度传感器开关得电,在接近开关处于常闭状态下,活动步转到M4.3,M4.2被复位。步M4.3代表刮油机系统开始刮油,同时定时器T2开始计时,时间5分钟,即刮油机刮油时间5分钟。当定时器T2计时时间到,活动步转为M4.4,M4.3复位失电。活动步转为M4.4,自动排水系统开始工作,时间5分钟,即定时器T3的计时时间,计时时间结束后转初始步M4.0,M4.4复位。单周期从M4.0开始到M4.4结束,程序可以根据需要设定成单次循环及多次循环。
3.3 手动单步工作方式程序设计
手动单步工作方式是自动工作方式的有效补充,油水分离器的各个控制系统都有自己的单步面板控制按钮及程序控制开关,其梯形图程序如图5所示。

图5 手动单步梯形图程序
考虑到油水分离器的使用寿命和能源节约,在程序的编制过程中设有一些必要的联锁。
1)加热系统与排水系统的联锁,按下电动阀门开启按钮的同时,加热系统停止工作。将分离器的水排出箱体时,已无油脂进入集油槽,所以集油槽无需加热以节约能源。
2)刮油机系统与排水系统的联锁,在排水系统工作时,刮油机停止工作,此时液面上已经没有明显的油脂浮出水面,而且液面已经下降到刮油机的工作液面以下。这样可以减少刮油机的有效工作时间以延长其使用寿命。
3)刮油机系统与接近开关的联锁,正常工作时接近开关处于常闭状态,当刮油机链条脱链或掉链时,接近开关感触到变化,常闭变为常开,刮油机停止工作,从而起到保护链条不被折断的作用。本系统选用的接近开关为德国西门子生产的3RG4648-3AN11型号,使用M12连接器,输出开关量信号。在刮油机系统两条水平传动链的两端总共安装四个接近开关。
4 远程控制系统的实现
4.1 PLC与GPRS短信模块的连接
根据油水分离器远程控制系统需要实现的功能及各短信模块的技术特点,选取北京恒宇鼎力科技有限公司生产的一款型号为DL6100的短信数据传输模块。而DL6100短信数据传输模块除外接电源外,主要是通过RS232接口与PLC的通信模块连接。
4.2 串行通信模块的组态及程序指令编制
短信模块与S7-1200 PLC的通信属于串行数据通信。其协议为点对点协议(PtP)。PtP通信需要使用RS-232或RS485通信模块(CM)。在TIA Portal软件组态中选用CM1241(RS232)通信模块,安装在CPU模块的左端,其电源由CPU模块提供。整个设备组态视图如图6所示。
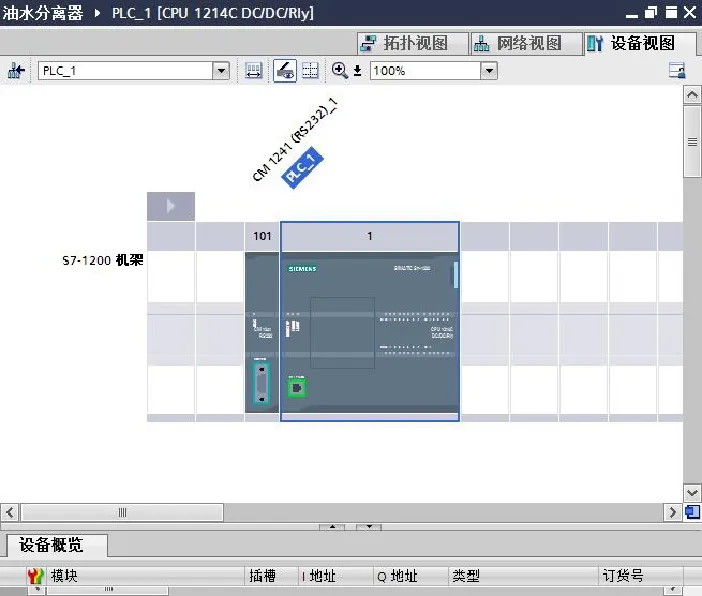
图6 PLC设备组态视图
根据组态和控制系统的需要,油水分离器远程控制系统PtP通信指令中SEND_PTP发送指令与RCV_PTP接收指令程序的编制如图7所示,这两个指令同功能块FC一样编入主程序OB中。

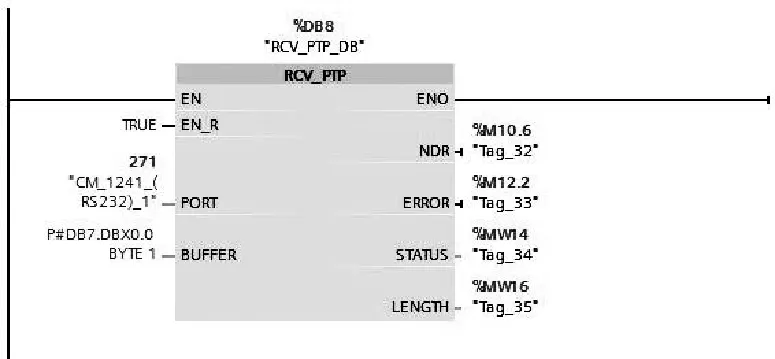
图7 RCV_PTP程序和SEND_PTP程序
其中,EN_R:接收请求指令,当此输入端为1时开始扫描模块接收的信息,如果成功接收,则将接收到的数据传送到CPU中;PORT:CM1241 RS232的硬件标示符;BUFFER:制定接收或发送数据的存放区域(将接收的数据存放在哪一个DB块中),其结构如图8所示;NOR:成功接收到一个新的消息帧输出一个脉冲;LENGTH:接收到的消息中包含的字节数。
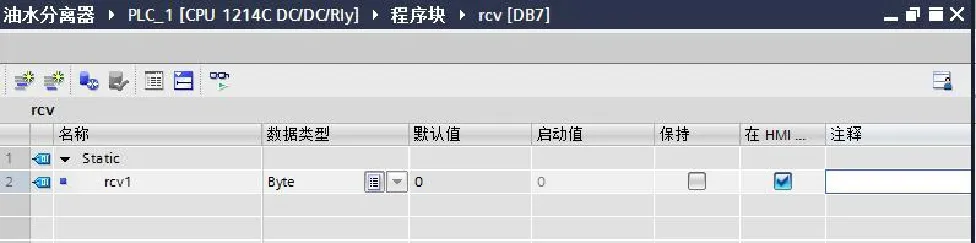
图8 RCV_PTP接收缓冲区
基于短信模块的远程控制系统是以SIM卡短信的接收为基础的。将SIM卡插入短信模块的卡槽内,便可用手机向SIM卡发送短信指令。系统的短信指令可选用了一些较简便的阿拉伯数字来执行。短信模块中SIM卡接收到短信指令后便通过PLC的通信模块与PLC完成通信,PLC接收到短信模块中的数据后将其存入数据块DB7中,然后通过程序中的数据转换及判断指令处理后驱动相关程序执行该命令,从而实现相关设备的动作。短信指令代码及其控制的相关设备动作如表1所示。
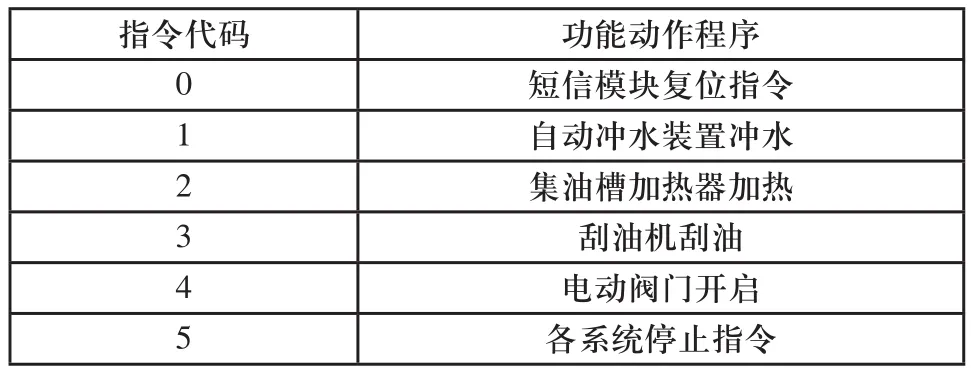
表1 短信模块指令代码表

5 结束语
本系统以西门子PLC-1200为核心控制器实现了冲水系统、加热系统、刮油系统和排水系统的顺序动作、逻辑运算,在编制程序时设置连锁,可延长使用寿命,保证系统稳定工作。油水分离器中温度传感器和光电液位开关可以实现系统的反馈调节。
另外,加入GPRS短信模块与PLC系统数据通讯,在通信程序中编写SEND_PTP发送指令与RCV_PTP接收指令,用移动手机向短信模块发送指令,实现了系统的远程控制。为了适应更广泛的需要,可以再编写上位机程序或组态(HMI)人机界面,进行监控测试,以提高系统的自动化程度。
参考文献:
[1] 王春芳.船舶油水分离器的PLC自动控制系统[J].航海技术,2001,5,42-43.
[2] 霍战鹏,魏正英,张梦,席贞强.手机短信远程控制灌溉系统[J].西安交通大学学报,2012,10,36-41.
[3] 廖常初.S7-1200PLC编程及应用[M].北京:机械工业出版社,2010.
[4] 王巧玲,杨厚云,付兴建,张利,刘丽华.基于PLC的异步电动机远程控制系统的设计[J].制造业自动化,2013,03(上),11-14.
[5] Raul Ionel,Gabriel Vasiu,Septimiu Mischie. GPRS based data acquisition and analysis system with mobile phone control.[J]. Measurement, 2012, Vol.45 (6), pp.1462-1470.
[6] 杨小东.PLC远程监控关键技术研究[D].哈尔滨工业大学,2011.
[7] 葛永明,程文锋,饶琨.基于SMS通用型远程无线监控系统的实现[J].计算机测量与控制,2009(05),869-871.
【上接第116页】
6 结束语
在进行数据处理时,通过数据滤波使钣金件表面更加光顺并将误差控制在设计要求以内;在保证图形不失真的情况下对整体数据进行精简,可获得适量的数据,节省曲面拟合时间和曲面重构时间,缩短设计周期,提高工作效率;而提高平面拟合精度和轴线拟合精度可减小新坐标系的误差。
[1] 刘德平,陈建军.逆向工程关键技术研究[J].机械制造,2005, 43(490):25-28.
[2] 胡影峰.Geomagic Studio 软件在逆向工程后处理中的应用[J].制造业自动化,2009,31(9):135-137.
[3] 董锦菊.逆向工程中数据测量和点云预处理研究[D].西安理工大学,2007.
[4] 刘胜兰.逆向工程中自由曲面与规则曲面重建关键技术研究[D].南京航空航天大学,2004.
[5] 郭勤静.逆向工程关键技术研究及误差因素分析[D].昆明理工大学,2008.
[6] F.C.Langbein, A.D.Marshall, R.R.Martin. Choosing consistent constraints for beautifieation of revrse engineered geometrie models[J].ComPuter Aided Design,2004,36(3):261-278.
[7] TomasVarady, RalPhMartin,JordanCox.. Reverse engineering of geometrie models an introduction[J].Computer Aided Design, 1997,29(4):255-268.
作者简介:王守城(1964 -),男,山东烟台人,教授,硕士,研究方向为制造自动化技术与系统。
收稿日期:2015-10-12
中图分类号:TP27
文献标识码:B
文章编号:1009-0134(2016)01-0124-04
