Sn-Cu-Ni系电子封装互连材料的研究进展
2016-03-15刘志权钟素娟
杨 帆,张 亮,,刘志权,钟素娟,马 佳,鲍 丽
(1. 江苏师范大学 机电工程学院,江苏 徐州 221116;2.中国科学院 金属研究所,辽宁 沈阳 110016;3. 郑州机械研究所 新型钎焊材料与技术国家重点实验室,河南 郑州 450001)
Sn-Cu-Ni系电子封装互连材料的研究进展
杨 帆1,张 亮1,2,刘志权2,钟素娟3,马 佳3,鲍 丽3
(1. 江苏师范大学 机电工程学院,江苏 徐州 221116;2.中国科学院 金属研究所,辽宁 沈阳 110016;3. 郑州机械研究所 新型钎焊材料与技术国家重点实验室,河南 郑州 450001)
本文综述了近年来对Sn-Cu-Ni系无铅钎料的研究成果,着重阐述稀土元素Ce、Pr、Nd、Sm、Eu、La-Ce混合稀土以及金属Ge、Ag、Bi元素对Sn-Cu-Ni系无铅钎料的润湿性能、熔化特性、力学性能等的影响,在此过程中也指出了存在的问题并提出解决的办法。
无铅钎料;稀土;综述;Sn-Cu-Ni;电子封装;互连
传统的Sn-Pb钎料由于其具有良好的润湿性、成本低、熔点低等优点被广泛应用于电子封装领域[1-2],却因Pb元素对环境以及人体有害,在2003年欧盟就颁布了WEEE指令和ROHS指令[3-6]。现今研究的Sn基无铅钎料主要有 Sn-Ag、Sn-Ag-Cu、Sn-Zn、Sn-Cu、Sn-Bi等[7-8]。Sn-Cu钎料因其成本低廉、良好的抗热疲劳性能而被广泛使用,尤其在波峰焊情况下[9-10],其共晶熔点达到227 ℃[11],但其润湿性、力学性能不如其他无铅钎料。有研究者在 Sn-Cu钎料中添加金属Ni元素,发现Sn-Cu-Ni复合钎料性能比Sn-Cu钎料优越[12-13],为了进一步提高Sn-Cu-Ni钎料的综合性能,研究者在其中添加稀土元素。本文则着重探讨各种元素的添加对Sn-Cu-Ni系无铅钎料的润湿性能、熔化特性、显微组织、界面组织以及力学性能的影响,为后续Sn-Cu-Ni无铅钎料的研究提供理论参考。
1 润湿性
钎料的润湿性被定义为钎料在母材上铺展的能力[14],本质上是一种冶金反应。润湿性能是评价钎料性能的一个重要指标。史益平等[15]研究稀土Ce对Sn-0.5Cu-0.05Ni钎料的性能的影响,结果发现随着Ce含量的增加,铺展面积先增大后减小,原因是添加微量的稀土元素能降低合金表面张力,但稀土活性很高,在金属表面也会发生氧化现象,添加过量势必会导致氧化,从而降低润湿性。当Ce质量分数为0.05%时,铺展面积达到最大为72.5 mm2,增长了9.5%,当Ce为质量分数0.10%时,铺展面积却下降到68.5 mm2,但还是远高于Sn-0.5Cu-0.05Ni钎料的铺展面积,说明在Ce小于质量分数0.10%时,有利于提高Sn-0.5Cu-0.05Ni钎料的润湿性。Wang等[16]分别在氮气和空气中向Sn-0.5Cu-0.05Ni钎料添加稀土元素Ce,结果发现无论在氮气还是空气中,在240℃时Ce对Sn-Cu-Ni钎料的润湿性影响最明显,当Ce为质量分数0.05%时,润湿时间最短,润湿力最大。但在其他温度下,Ce元素对Sn-Cu-Ni钎料的润湿性影响较小。还发现温度越高,润湿性越好,280℃情况下,润湿性最好。以上结果在文献[17]中也得到验证。卢斌等[18]在 Sn-0.7Cu-0.5Ni钎料中添加稀土Ce,发现当Ce为质量分数0.1%时润湿性最好,铺展面积达到最大,由56 mm2增长到65.5 mm2,增长了17.0%。
Zeng等[19]发现,Pr对 Sn-0.7Cu-0.05Ni-xPr(x=0,0.03,0.05,0.08,0.1,0.15)钎料的润湿性影响显著。在255,275,295 ℃情况下,随着Pr含量的增加,润湿力先增大后减小,都高于未添加 Pr元素之前的润湿力,而且温度越高,润湿力越大。在三种温度下,Pr元素质量分数为 0.05%时,最大润湿力为3.55 mN,润湿时间最短为0.52 s。而孟工戈等[20]分别添加质量分数 0.025%,0.05%,0.1%,0.2%稀土Sm元素在Sn-0.7Cu-0.05Ni钎料中,发现质量分数0.1%Sm元素对Sn-Cu-Ni钎料影响最大,铺展面积增大到51.84 mm2,增长了6.4%。张亮等[21]基于田口法研究了钎料组分、钎剂、基板和氛围对Sn-Cu-Ni钎料的润湿性的影响,结果4个因子的影响程度依次为钎剂、氛围、钎料组分、基板。其中在钎料组分中,当稀土Eu元素为质量分数0.04%时,Sn-Cu-Ni-0.04Eu钎料的润湿性最好,优于Sn-Cu-Ni和Sn-Cu-Ni-0.10Eu钎料的润湿性,主要因为微量的Eu元素与Sn反应,易于生成微小的稀土相颗粒,影响熔融钎料的三相平衡,从而显著提高了钎料的润湿性,但由于稀土极易氧化,过量的稀土Eu元素在熔融的钎料表面形成氧化渣,阻碍了钎料合金的流动,导致润湿性下降。
程艳奎等[22]添加 Ag元素后认为 Ag可以提高Sn-Cu-Ni钎料的润湿性,如图 1所示,在Sn-0.7Cu-0.2Ni钎料中分别添加质量分数0,0.1%,0.2%和0.3%的Ag,铺展面积一直增大,从52.5 mm2增长到58.2 mm2,面积增大了10.9%。但可以看到,一开始面积增大较慢,后来增大较快,主要因为添加Ag元素,降低钎料的起始熔化温度,减小钎料表面张力,提高了流动性,但钎料的熔程也增大,固液相共存,粘性增大,铺展率表现不明显。当继续添加Ag元素,钎料表面以及钎料与基板之间的张力下降较快,流动性增大,从而铺展率增大。易江龙等[23]在Sn-0.7Cu-0.05Ni中分别添加质量分数0.01%,0.05%,0.1%金属 Ge元素后,发现润湿力随着 Ge元素添加量的增加而变大,润湿时间减小,但一开始添加质量分数0.01% Ge元素对钎料的润湿性改善最明显,润湿力由2.8 mN增长到3.1 mN,增长了10.7%,继续添加Ge元素,润湿力增加缓慢,在Ge元素含量为质量分数 0.05%,0.1%时润湿力分别为3.12,3.16 mN。
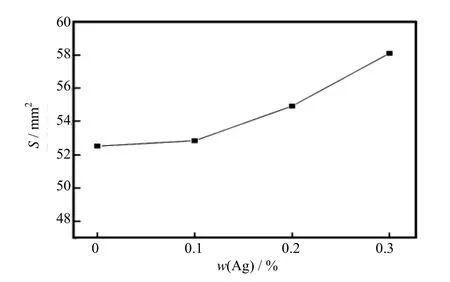
图1 Ag含量对Sn-0.7Cu-0.2Ni-xAg铺展面积的影响[22]Fig.1 Effect of Ag content on spreading area of Sn-0.7Cu-0.2Ni-xAg solder alloys[22]
2 熔化特性
对于钎料来说,熔化特性是一种重要的性能。传统的Sn-Pb钎料,其熔点为183 ℃,而Sn-Cu-Ni钎料合金熔点为227 ℃,远高于Sn-Pb钎料。但可以通过合金化的方法改变其熔化特性。卢斌等[18]在Sn-0.7Cu-0.5Ni钎料中添加稀土Ce元素,结果如图2所示。可以发现Ce对钎料的液相线温度影响较大,在Ce质量分数为0.1%时,影响最大,达到228.5 ℃,比添加之前的大3 ℃,熔程也增大了1.3 ℃。当Ce超过质量分数0.1%后,液相线温度开始下降到226.9℃,但固相线温度变化不是很大,从最初的221.1 ℃上升到Ce含量为质量分数0.1%时的222.8 ℃,同时在Ce为质量分数0.5%时,固相线温度也是222.8 ℃,说明稀土Ce的添加提高了Sn-0.7Cu-0.5Ni钎料的熔化温度。王俭辛等[24]研究稀土 Ce元素对Sn-0.5Cu-0.05Ni钎料熔化温度的影响,向钎料中分别添加质量分数0.03%,0.05%,0.07%,0.1%Ce元素,发现Ce元素对钎料的熔化温度影响不大。曾柄程等[25]研究Ce元素对Sn-0.6Cu- 0.05Ni-xCe(x=0.02,0.05,0.08,0.10,0.12)钎料的熔化特性的影响。结果发现随着Ce含量的增加,固液相线温度以及熔程都增长,影响明显,Ce元素添加到质量分数0.12%时,由最初的223.2,227.6,4.4 ℃分别增长到229.0,235.8,6.8 ℃。

图2 Ce对Sn-0.7Cu-0.5Ni系合金熔化温度的影响[18]Fig.2 Effects of Ce on melting temperatures of Sn-0.7Cu-0.5Ni solder alloys[18]
孟工戈等[20]发现稀土 Sm(质量分数为 0,0.025%,0.05%,0.1%和 0.2%)对钎料的起止温度影响不大,而钎料的熔点从227.58 ℃减小到226.81℃ 后 又 增 大 到 227.12 ℃ , 熔 点 都 低 于Sn-0.7Cu-0.05Ni的熔点,说明稀土 Sm元素降低了钎料的熔点,并且在Sm元素为质量分数0.05%时,熔点最低。稀土Eu元素添加对Sn-Cu-Ni-xEu(x=0,0.024,0.039,0.061,0.105)钎料的熔点变化不大,随着Eu添加量增加,固液相线温度却一直上升,但增加幅度很小,分别从227.5,229.1 ℃上升到228.1,229.9 ℃[26]。周敏波等[27]在 Sn-0.7Cu-0.05Ni无铅钎料中添加混合稀土RE(主要为La和Ce元素),发现稀土稍微降低了钎料的熔化温度,而且随着RE添加量的增加,无论是在升温/冷却速率为5 ℃/min还是30 ℃/min情况下,熔化温度先减小后增大,但都小于未添加RE之前的温度,分别在RE为0.25%,0.10%时降到最低,分别为227.4,228.3 ℃。
易江龙等[23]在 Sn-0.7Cu-0.05Ni钎料中添加了Ge元素,发现分别添加质量分数 0.01%,0.05%和0.1%Ge元素对 Sn-0.7Cu-0.05Ni钎料的熔化特性影响不大,固液相线温度由最初的 228.3,230.8 ℃上升到添加质量分数0.1%Ge元素后的228.6,232.2 ℃。程艳奎等[28]在Sn-0.7Cu-0.2Ni钎料中添加Ag元素,发现Ag元素对Sn-0.7Cu-0.2Ni钎料的熔化温度影响较大,由DSC曲线看出Sn-0.7Cu-0.2Ni钎料由一个吸热峰,添加质量分数0.1%,0.2%,0.3%的微量Ag元素后,钎料都出现了2个吸热峰。Sn-0.7Cu-0.2Ni钎料熔化的初始温度为227.80 ℃,而添加微量的Ag元素后,其熔化初始温度分别为224.92,223.89,224.07℃,说明微量的Ag可以降低钎料的熔化温度。
3 显微组织
钎料的性能主要取决于钎料的显微组织。显微组织越细越均匀,钎料的性能往往越好。卢斌等[18]在 Sn-0.7Cu-0.5Ni钎料中添加质量分数0~05%的稀土Ce元素,通过XRD谱发现在Ce添加量低于质量分数0.25%,钎料合金的微观组织主要由富Sn相、Cu6Sn5相以及Ni3Sn4相组成。而当Ce添加量超过质量分数 0.25%后,CeSn3相开始出现,图 3为Sn-0.7Cu-0.5Ni-xCe钎料的微观组织,可以看到随着稀土Ce添加量的增加,钎料合金组织逐渐被细化。Wang等[16]在 Sn-0.5Cu-0.05Ni无铅钎料中添加质量分数 0.05%稀土 Ce,发现 Ce元素聚集在Sn-0.5Cu-0.05Ni钎料组织的晶界处,降低了其表面能,同时细化了晶粒尺寸。马超力等[30]发现Ce含量增加,钎料的显微组织得到细化,而且晶粒尺寸变小,当Ce元素添加量为质量分数0.05%时,钎料的组织细化最好,晶粒尺寸也最小。
在Sn-0.7Cu-0.05Ni钎料中添加稀土Pr元素后,Zeng等[19]发现稀土Pr元素对钎料的显微组织影响明显。Sn-0.7Cu-0.05Ni钎料组织由β-Sn相和(Cu,Ni)6Sn5相组成,添加质量分数 0.03%Pr元素后,显微组织得到细化。添加 0.05%Pr对钎料组织细化作用更明显,而且还未发现新二次相,但继续添加,细化作用减弱,逐渐出现 Sn-Pr金属化合物。周敏波等[27]研究了添加混合稀土RE对Sn-Cu-Ni-xRE(x=0.05,0.10,0.25,0.50)钎料显微组织的影响,发现一开始未对钎料的组织产生明显的影响,合金化合物仍被富Sn相包围,但继续添加RE,富Sn相的晶粒生长被抑制且向等轴晶过渡,但对钎料中的金属化合物颗粒的尺寸影响较大,由一开始的55 µm减小到12 µm,即RE含量为质量分数0.25%。当超过质量分数0.25%,颗粒尺寸出现反弹,但还是起到了细化的作用。同样程艳奎等[28]也在Sn-0.7Cu-0.05Ni钎料中添加混合 RE,但含量分别是质量分数 0.05%,0.10%,0.25%,观察、分析SEM照片后发现,扇贝状的金属间化合物IMC相存在焊点界面以及钎料的基体中,在钎料基体中呈现粗糙的三角形分布。添加 RE后,钎料基体中 IMC相颗粒的平均尺寸由0.376 µm变为0.172,0.170,0.399 µm,其中添加质量分数0.05%RE对钎料的金属化合物相颗粒的细化作用最明显,质量分数0.25%的添加量作用却是消极的。易江龙等[23]通过在Sn-0.7Cu-0.05Ni无铅钎料中添加Ge元素,添加的Ge元素含量分别为质量分数0,0.01%,0.05%和0.1%,结果发现Ge元素的添加对钎料的微观组织细化作用很明显,在添加质量分数0.01%的Ge元素后,Cu6Sn5相晶粒尺寸减小到约为10 µm,当继续添加时,Cu6Sn5相进一步得到细化,各相分布均匀,出现网状共晶组织,当Ge添加量达到质量分数0.1%时,细化的金属化合物均匀弥散分布在晶界处,晶粒尺寸约为2 µm,这主要因为金属化合物能吸收微量的Ge元素,从而改变晶体生长速度,抑制Cu6Sn5相以及Sn相的长大,使晶粒细化切均匀分布 β-Sn相晶界处。Belyakov等[29]研究添加Bi元素对Sn-0.7Cu-0.05Ni钎料组织的影响。研究发现,添加Bi元素对钎料的微观组织影响不大,对β-Sn晶粒组织的影响不明显。

图3 Sn-0.7Cu-0.5Ni-xCe钎料的显微组织[18]Fig.3 Microstructures of Sn-0.7Cu-0.5Ni-xCe solder alloy[18]
4 界面组织
界面组织是钎料与基板反应的产物。Sn-Cu无铅钎料与Cu基板反应生成的界面反应物为Cu6Sn5,但也有少量Cu3Sn。Cu6Sn5合金强度高,适当的Cu6Sn5界面层厚度有助于提高焊点接触性能和强度;而Cu3Sn则是劣性合金层,脆性大,它的存在严重影响焊点的点接触以及强度[11]。Wang 等[16]在Sn-0.5Cu-0.05Ni钎料中添加稀土Ce元素发现Ce元素能够抑制界面组织厚度的增长。卢斌等[18]发现在Sn-0.7Cu-0.5Ni钎料中添加质量分数0.05%Ce元素之前,过渡层厚度为3~4 µm,而且靠近钎料的一侧界面很不齐整,添加之后发现钎料/Cu之间的金属界面层厚度变薄了,靠近钎料的一侧变得平整一些,说明Ce可以抑制界面层的生长。马超力等[30]添加质量分数0,0.05%和0.15%Pr元素到Sn-0.7Cu-0.05Ni钎料中,发现随着时效时间的增加,Sn-0.7Cu-0.05Ni-xPr/C焊点界面层的厚度一直在增加,但增长速度不一样。经过1 200 h的时效后,分别从最初的4.16,3.37,3.75 µm增大到7.91,6.31,6.57 µm,分别增长了90.1%,87.2%,75.2%,说明Pr元素对焊点金属间化合物的生长厚度起到一定的抑制作用。
孟工戈等[20]发现添加质量分数 0.025%的稀土Sm元素可以抑制Sn-Cu-Ni/Cu之间的IMC层的生长厚度,由一开始的3.16 µm减小到2.34 µm,而且IMC层最薄最平整。当添加质量分数0.05%和0.1%的Sm元素后,IMC厚度分别增长到2.90 µm和3.08 µm,相比之下,还是对IMC厚度的生长有抑制作用。但是当Sm的添加量为质量分数0.2%时,IMC厚度为5.31 µm,远大于未添加Sm元素之前的厚度,表明Sm元素最宜添加量为质量分数0.025%。
Zeng等[31]在Sn-0.7Cu-0.05Ni钎料中添加不同成分的稀土Nd,选取了其中三种Sn-0.7Cu-0.05Ni-xNd(x=0,0.05,0.15)钎料,观察它们与Cu基板反应生成的界面IMC组织,发现Sn-0.7Cu-0.05Ni/Cu界面组织比较粗糙,添加质量分数0.15%Nd元素后,界面 IMC层稍微平整变薄,而添加质量分数0.05%Nd后,界面IMC层更平整也更薄了,说明Nd可以抑制Sn-Cu-Ni/Cu界面组织粗化。Belyakov等[29]观察界面层发现添加质量分数 4%Bi元素并未显著影响Sn-0.7Cu-0.05Ni/Cu界面层的厚度,即对Cu6Sn5合金化合物层的厚度以及扇贝状的形态影响不明显。
5 力学性能
钎料的力学性能是检验钎料可靠性的关键因素。良好的力学性能可以使钎料可靠性提高,服役时间延长。Sn-Cu-Ni的力学性能远不如其他无铅钎料,但许多研究者通过添加其他元素来提高Sn-Cu-Ni的力学性能。Wang等[16]分别添加质量分数0.03%,0.05%,0.07%和 0.10%稀土 Ce提高了Sn-0.5Cu-0.05Ni钎料的拉伸力。如图4所示,当Ce元素添加量为质量分数0.05%时拉伸力达到最大,为13.3 N,与未添加Ce之前相比增长了4.7%。史益平等[15]和薛松柏等[32]也得出在稀土 Ce元素含量为质量分数0.05%时最有利于提高Sn-Cu-Ni钎料的拉伸力。史益平等还得出在Ce含量为质量分数0.05%时,剪切力达到最大,为66.48 N,相比Sn-Cu-Ni钎料,提高了 4.86%。王俭辛等[33]发现添加质量分数0.05%Ce元素的Sn-0.5Cu-0.05Ni钎料的可靠性提高。在没有进行热循环之前,添加质量分数0.05%Ce元素后,Sn-Cu-Ni的拉伸力提高了8.72%,在经过2 000个周期后,Sn-Cu-Ni钎料焊点的拉伸力下降了45.16%,而Sn-Cu-Ni-0.05Ce钎料焊点的拉伸力只下降了38.98%。韩宗杰等[34]在比较红外再流焊和激光软钎焊对QFP器件的焊点抗拉强度的影响时发现,激光软钎焊明显优于红外再流焊,而且不管是在激光软钎焊还是在红外再流焊,当Ce元素添加量为质量分数 0.03%时,抗拉强度均达到最大,相比Sn-0.5Cu-0.05Ni的抗拉强度,分别提高了 9.8%和6.8%。增柄程等[25]研究在Sn-0.6Cu-0.05Ni钎料中添加稀土 Ce元素,通过拉伸试验发现 Ce元素对Sn-0.6Cu-0.05Ni钎料的拉伸力的影响是消极的,只有在Ce元素为质量分数0.05%时,拉伸力稍微高于初始的67.5 MPa。卢斌等[18]却发现当Ce含量为质量分数 0.1%时,Sn-0.7Cu-0.5Ni钎料的抗拉强度最大为35 MPa,只提高了1.4%。继续添加Ce元素,抗拉强度却下降,这因为Ce可以细化钎料的组织,但添加过量就会形成稀土化合物相,使抗拉强度下降。

图4 Sn-0.5Cu-0.05Ni-xCe钎料拉伸力分布图[16]Fig.4 Variation of pull forces of soldered joints with content of Ce for Sn-0.5Cu-0.05Ni-xCe
马超力等[30]在Sn-0.7Cu-0.05Ni钎料中分别添加了质量分数0.05%和0.15%稀土Pr元素,研究在时效试验下对焊点的剪切力的影响。随着时效时间的增加,焊点剪切力都在下降,主要因为时效使得焊点界面金属间化合物层的厚度增加,增加到一定厚度导致焊点内部各部分的线性膨胀系数的失配,也就产生了内部剪切力,从而降低了焊点的剪切力。时效1 200 h后,剪切力分别降低了17.91%,16.03%,19.5%,但Sn-0.7Cu-0.05Ni-0.05Pr钎料的剪切力一直比其他两种钎料的大,说明添加质量分数 0.05%Pr元素有利于提高钎料的剪切力。Zeng等[19]也发现在Sn-Cu-Ni钎料中添加质量分数0.05%Pr元素后剪切力最大,为78.66 N,比未添加之前增长了16.0%。Zeng等[31]还研究Nd元素对Sn-0.7Cu-0.05Ni的影响,发现Sn-0.7Cu-0.05Ni-xNd (x=0,0.03,0.05,0.08,0.10,0.15)的拉伸力随着Nd元素含量的增加,拉伸力先增后减,当含量为质量分数0.05%时,拉伸力达到最大值29.88 N,与Sn-0.7Cu-0.05Ni钎料相比,增大22.5%。Zhang等[26]在Sn-Cu-Ni钎料中添加不同成分的稀土Eu元素,发现Eu元素对Sn-Cu-Ni钎料的拉伸力影响很大,一开始拉伸力为19.5 N,当Eu添加量为质量分数0.024%,拉伸力为20.3 N,Eu添加量为质量分数0.039%,拉伸力增大到21 N,达到最大,增长了 7.7%,但是添加质量分数 0.061%Eu元素后,拉伸力下降了 0.3 N,最后添加质量分数0.105%Eu元素后,拉伸力下降到20 N,所以看出提高Sn-Cu-Ni拉伸力的Eu元素的最佳添加量为质量分数0.039%。
易江龙等[35]将质量分数0.05%,0.10%和0.15%的混合稀土RE添加到Sn-0.7Cu-0.05Ni无铅钎料中,随着RE的增加,拉伸强度也一直增大,从29 MPa增长到33 MPa,增长了13.9%。但易江龙等发现,Ge元素对Sn-Cu-Ni钎料的拉伸强度影响很大,随着Ge含量的增大,拉伸力也一直增大,Ge含量在质量分数0.01%时,拉伸力改变最明显,从31.6 MPa增长到34.5 MPa,增长了9.2%。当Ge含量在质量分数0.05%,0.1%时,拉伸力分别达到35.5,38 MPa,这主要因为Ge元素对钎料的组织细化作用明显,并使显微组织呈现网状以及Cu6Sn5颗粒弥散分布在晶界处。
6 存在的问题及解决办法
在研究Sn-Cu-Ni系钎料的过程中,研究者通过添加第四元素大大提高了Sn-Cu-Ni钎料的性能,内部组织得到细化,界面化合物层的生长也得到抑制,但同时也存在一些问题:(1)Sn-Cu-Ni钎料的熔点比较高,添加的多数元素对Sn-Cu-Ni无铅钎料的熔化特性影响很小,即无法降低钎料的熔点;(2)添加的元素多数为稀土元素,稀土元素添加过量总会出现消极的作用,即降低Sn-Cu-Ni钎料的性能;(3)关于其他金属元素的添加对Sn-Cu-Ni系钎料的影响的研究很少,但可以看到金属Ge、Ag元素对钎料的性能影响还是很大的;(4)现今研究在钎料中添加纳米颗粒已成为一个热点,但未发现有关在Sn-Cu-Ni系钎料中添加纳米颗粒的报道。
稀土元素被称为金属材料的“维他命”,添加微小的量即对钎料的性能有极大的改善作用,对钎料的组织细化作用也明显[36]。但稀土元素在钎料中添加过量,总会出现锡须现象,而且增长迅速,有可能导致短路,造成电子器件的失效[14]。
研究发现[37-39],添加纳米颗粒能够有效、大幅度提高钎料的性能以及细化它的组织,但成本稍高。
对以上问题的解决方法主要有:(1)Sn-Cu-Ni的熔点高与它的组成成分有关,可以适当改变它的组成成分;(2)添加稀土元素改善钎料的性能以及细化显微组织的作用最明显,但过量会适得其反,所以选择合适的添加量尤为关键,这需要反复、大量实验来确定;(3)除了稀土元素外,还可以添加其他金属元素,结果可能比添加稀土元素还要好;(4)纳米工艺技术已经日渐成熟,添加纳米颗粒改善钎料的性能已经成为了热点,所以可以尝试研究纳米颗粒对Sn-Cu-Ni钎料的影响。
7 总结
在Sn-Cu-Ni系无铅钎料中添加稀土元素来改善钎料的性能已经很热了,但添加的稀土元素只是镧系的前几位,并未研究添加后面的几种元素对钎料性能的影响。添加除稀土元素外的金属元素,发现对钎料的影响很大。现在纳米技术发展迅速,而且纳米颗粒的种类也越来越多,可以研究添加纳米颗粒对Sn-Cu-Ni系无铅钎料的影响。但单一的合金化有时不能提高其综合性能。所以在研究添加第四元素对钎料性能的影响同时,也应考虑具体的电子产品的工作环境,还应考虑与钎料紧密相关的钎剂种类、镀层材料等方面。
[1] RIZVI M J, BAILEY C, CHAN Y C, et al. Effect of adding 0.3wt% Ni into the Sn-0.7wt% Cu solder, Part I: Wetting behavior on Cu and Ni substrates [J]. J Alloy Compd, 2007, 438(1/2): 116-121.
[2] ZHANG L, CUI J H, HAN J G, et al. Microstructures and properties of SnZn-xEr lead-free solders [J]. J Rare Earths, 2012, 30(8): 790-793.
[3] KOTADIA H R, HOWES P D, MANNAN S H. A review: on the development of low melting temperature Pb-free solders [J]. Microelectron Reliab, 2014, 54(6/7): 1253-1273.
[4] ISLAM M N, CHAN Y C, ALAM M O. Effects of intermetallic compounds on properties of Sn-Cu lead-free soldered joints [C]//International Conference on Asian Green Electronics. NY, USA: IEEE, 2005: 185-191.
[5] ZHANG L, XUE S B, GAO L L, et al. Effects of trace amount addition of rare earth on properties and microstructure of Sn-Ag-Cu alloys [J]. J Mater Sci Mater Electron, 2009, 20(12): 1193-1199.
[6] 王大勇, 顾小龙. Ni对Sn-0.7Cu焊料微观组织和力学性能的影响 [J].电子工艺技术, 2007, 28(1): 17-19.
[7] 史益平, 薛松柏, 王俭辛, 等. Sn-Cu系无铅钎料的研究现状与发展[J]. 焊接学报, 2007(4):14-18.
[8] 王俭辛, 薛松柏, 韩宗杰, 等. 温度与镀层对 Sn-Cu-Ni 无铅钎料润湿性能的影响 [J]. 焊接学报, 2006, 27(10): 53-56.
[9] 闵文锦, 宣天鹏. 锡基无铅电子焊料的研究进展与发展趋势 [J]. 金属功能材料, 2009, 16(2): 55-59.
[10] RIZVI M J, BAILEY C, ISLAM M N, et al. Effect of adding 0.3wt% Ni into the Sn-0.7wt% Cu solder: Part II. Growth of intermetallic layer with Cu during wetting and aging [J]. J Alloy Compd, 2007, 438(1/2): 122-128.
[11] 叶明娟, 揭晓华, 郭黎, 等. 无铅焊锡膏的研究进展及应用现状 [J].热加工工艺, 2014, 23: 9-11.
[12] VENTURA T, CHO Y H, KONG C, et al. Formation of intermetallics in Sn-0.9Cu and Sn-0.7Cu-0.08Ni solders [J]. J Electron Mater, 2011, 40(6): 1403-1408.
[13] YANG C, SONG F, LEE S W R. Impact of Ni concentration on the intermetallic compound formation and brittle fracture strength of Sn-Cu-Ni(SCN) lead-free solder joints [J]. Microelectron Reliab, 2014, 54(2): 435-446.
[14] 杨帆, 张亮, 孙磊, 等. Sn-Bi系电子互连材料研究进展 [J]. 电子元件与材料, 2016, 35(6): 1-7.
[15] 史益平, 薛松柏, 王俭辛, 等. 稀土元素Ce对Sn-Cu-Ni无铅钎料铺展性能及焊点力学性能的影响 [J]. 焊接学报, 2007, 28(11): 73-77.
[16] WANG J X, XUE S B, HAN Z J, et al. Effects of rare earth Ce on microstructures, solderability of Sn-Ag-Cu and Sn-Cu-Ni solders as well as mechanical properties of soldered joints [J]. J Alloy Compd, 2009, 467(1): 219-226.
[17] 王俭辛, 薛松柏, 黄翔, 等. 氮气保护对 Sn-Cu-Ni-Ce无铅钎料润湿性的影响 [J]. 焊接学报, 2007, 28(1): 49-52.
[18] 卢斌, 王娟辉, 粟慧, 等. 微量铈对 Sn-0.7Cu-0.5Ni焊料合金组织与性能的影响 [J]. 中国稀土学报, 2007, 25(2): 217-223.
[19] ZENG G, XUE S B, ZHANG L, et al. Properties and microstructure of Sn-0.7Cu-0.05Ni solder bearing rare earth element Pr [J]. J Mater Sci Mater Electron, 2011, 22(8): 1101-1108.
[20] 孟工戈, 康敏, 仇爱梅. 稀土Sm对Sn-Cu-Ni钎料的熔点、润湿性和界面组织的影响 [J]. 电焊机, 2016(1): 18-22.
[21] 张亮, 孙磊, 郭永环, 等. 基于田口法的Sn-Cu-Ni-xEu无铅钎料润湿性研究 [J]. 江苏大学学报(自然科学版), 2015(4): 458-460.
[22] 程艳奎, 李良锋, 徐光亮. 微量Ag元素对Sn-0.7Cu-0.2Ni钎料性能的影响 [J]. 功能材料, 2013, 44(3): 384-387.
[23] 易江龙, 张宇鹏, 许磊, 等. 微量锗对Sn-0.7Cu-0.05Ni钎料微观组织与性能的影响 [J]. 电子元件与材料, 2012, 31(3): 49-52.
[24] 王俭辛, 薛松柏, 韩宗杰, 等. 稀土Ce对Sn-Cu-Ni钎料物理性能和铺展性能的影响 [J]. 电焊机, 2008, 38(9): 42-45.
[25] 曾柄程, 周良, 徐一凡, 等. 稀土元素Ce对Sn-Cu-Ni无铅钎料组织及性能的影响 [J]. 轻工科技, 2016(1): 52-53.
[26] ZHANG L, TIAN L, GUO Y H, et al. Wettability of SnCuNi-xEu solders and mechanical properties of solder joints [J]. 中国稀土学报: 英文版, 2014, 12(2): 1184-1188.
[27] 周敏波, 马骁, 张新平. 稀土改性 Sn-Cu-Ni 无铅钎料的凝固过冷行为与组织演化 [J]. 稀有金属材料与工程, 2011(S2): 25-30.
[28] 程艳奎, 李良锋, 徐光亮. 微量Ag元素对Sn-0.7Cu-0.2Ni钎料性能的影响 [J]. 功能材料, 2013, 44(3): 384-387.
[29] BELYAKOV S A, NISHIMURA T, SWEATMAN K, et al. Influence of Bi additions on the distinct β-Sn grain structure of Sn-0.7Cu-0.05Ni-xBi (x=0-4%) [C]//International Conference on Electronics Packaging. NY, USA: IEEE, 2016.
[30] 马超力, 薛松柏, 李阳, 等. 时效对Sn-Cu-Ni-xPr/Cu焊点组织与性能的影响 [J]. 焊接学报, 2014, 35(3): 85-88.
[31] ZENG G, XUE S B, GAO L L, et al. Interfacial microstructure and properties of Sn-0.7Cu-0.05Ni/Cu solder joint with rare earth Nd addition [J]. J Alloy Compd, 2011(509): 7152-7161.
[32] 薛松柏, 王俭辛, 禹胜林, 等. 热循环对片式电阻 Sn-Cu-Ni-Ce焊点力学性能的影响 [J]. 焊接学报, 2008, 29(4): 5-8.
[33] 王俭辛, 赖忠民, 薛松柏. Sn-Cu-Ni(-Ce)焊点热循环可靠性 [C]// 全国焊接学术会议. 北京: 中国电子学会, 2009.
[34] 韩宗杰, 薛松柏, 王俭辛, 等. Sn-Cu-Ni-Ce钎料对激光钎焊焊点力学性能的影响 [J]. 焊接学报, 2007, 28(1): 33-36.
[35] 易江龙, 张宇鹏, 许磊, 等. 混合稀土对 Sn-0.70Cu-0.05Ni钎料组织与性能的影响 [J]. 电子元件与材料, 2011, 30(2): 25-28.
[36] ZHANG L, HE C W, GUO Y H, et al. Development of SnAg-based lead free solders in electronics packaging [J]. Microelectron Reliab, 2012, 52(3): 559-578.
[37] 张亮, TU K N, 孙磊, 等. 纳米-微米颗粒增强复合钎料研究最新进展 [J]. 中南大学学报(自然科学版), 2015, 46(1): 49-65.
[38] 张亮, 韩继光, 郭永环, 等. 含纳米铝颗粒 SnAgCu钎料组织与性能[J]. 焊接学报, 2013, 34(6): 65-68.
[39] 方喜波, 梁静珊. 纳米氧化物颗粒掺杂对SnAgCu无铅钎料性能的影响 [J]. 热加工工艺, 2013, 42(13): 156-158.
(编辑:陈渝生)
Research progress of Sn-Cu-Ni based electronic interconnection materials
YANG Fan1, ZHANG Liang1,2, LIU Zhiquan2, ZHONG Sujuan3, MA Jia3, BAO Li3
(1. School of Mechanical and Electrical Engineering, Jiangsu Normal University, Xuzhou 221116, Jiangsu Province, China; 2. Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China; 3. State Key Laboratory of Advanced Brazing Filler Metals & Technology, Zhengzhou Institute of Mechanical Engineering, Zhengzhou 450001, China)
The research results of Sn-Cu-Ni lead-free solders in this years are reviewed and the effects of rare earth Ce, Pr, Nd, Sm, Eu, mixed La-Ce and metallic elements of Ge, Ag, Bi on the wettability, melting temperature, mechanical properties, microstructure and interfacial IMC of Sn-Cu-Ni based solders are expounded. In addition, the problems existing in the study of Sn-Cu-Ni based solders are pointed out and solutions are proposed.
lead-free solders; RE; review; Sn-Cu-Ni; electronic packaging; interconnection
10.14106/j.cnki.1001-2028.2016.12.001
TN604
A
1001-2028(2016)12-0001-06
2016-10-03
张亮
江苏省普通高校学术学位研究生创新计划项目资助(No. KYZZ16_0469);国家自然科学基金项目资助(No. 51475220);新型钎焊材料与技术国家重点实验室开放课题资助项目(No. SKLABFMT-2015-03);中国博士后科学基金资助(No. 2016M591464);江苏省“青蓝工程”中青年学术带头人计划资助;江苏省“六大人才高峰”高层次人才项目资助(No. XCL-022)
张亮(1984-),男,安徽灵璧人,教授,研究方向为电子封装材料与技术,E-mail: zhangliang@jsnu.edu.cn ;杨帆(1990-),男,江苏东海人,研究生,研究方向为电子封装材料与技术,E-mail: yangfan291233@126.com 。
时间:2016-11-29 11:30:49
http://www.cnki.net/kcms/detail/51.1241.TN.20161129.1130.001.html