境外EPC项目的焊接质量管理
2016-03-11李孟良王海强李海赵华郭洪宁郑志东
李孟良 王海强 李海 赵华 郭洪宁 郑志东


摘要:印度塔尔万迪3×660MW超临界火电机组工程是山东电力建设第一工程公司承接的一个境外EPC项目,单台机组锅炉受热面焊口49000多只,受热面小径管的检测比例仅为10%。面对如此低的检测比例,为实现工程焊接质量目标,针对影响焊接质量的主要因素制定了相应的措施,并取得了不错的效果,对今后类似焊接工程提供参考和借鉴。
关键词:境外EPC项目;焊接质量管理;锅炉受热面;检测比例;项目管理 文献标识码:A
中图分类号:F274 文章编号:1009-2374(2016)07-0185-03 DOI:10.13535/j.cnki.11-4406/n.2016.07.093
1 概述
我公司承建的印度塔尔万迪EPC项目位于印度北部旁遮普邦(Punjab)曼萨市(Mansa)塔尔万迪镇(Talwandi)萨博村(Sabo),项目规划3×660MW超临界燃煤电站机组。锅炉设备为哈尔滨锅炉厂有限责任公司设计、制造的超临界压力直流锅炉(型号:HG-2140/25.4-YM16),过热器蒸汽出口温度为571℃,出口蒸汽压力25.4MPa,单台机组锅炉受热面焊口49000多只,锅炉炉膛高为64700mm,标高47730mm以下采用螺旋水冷壁、以上为垂直膜式水冷壁。该工程的特点就是锅炉受热面合金钢焊口多、困难位置多、检测比例低(仅为10%),再加上工程的施工承包方为印度分包商,这无疑给项目的焊接质量管理提出了更高的要求;为了攻坚克难,确保项目的焊接质量,项目的焊接管理人员深入贯彻“一次成优”的质量管理理念,因地制宜地严格把控人、机、料、法、环等各个方面的控制关口,使焊接质量管理环环相扣,确保最终焊接产品的质量满足合同要求。
2 焊接人员管理
与国内工程不同的是,焊接人员管理的重点是焊工的管理,按照合同要求,焊工的合格证必须符合最新版ASME锅炉及压力容器标准第Ⅸ卷“焊接和钎接评定标准”和印度锅炉规程(IBR)的要求。为了规范并加强项目焊工培训考试和管理工作,提升项目焊工整体综合素质,确保焊接工程焊接质量,达到对焊接工程质量从源头上进行管理,我们制定了如下焊工入场把关制度:
第一,入场从事压力部件焊接的焊工要取得印度政府机构颁发的高压焊工资质证书(IBR资格证书)并在有效期之内(本证书有效期为2年),根据质量检验计划中事先设置的停工待检点进行焊工实际操作技能的现场考试,考试过程由我方焊接专业和业主或业主的监理工程师现场见证;对于表面和根部外观合格的试件进入下一步无损探伤,最终合格的焊工由质量部焊接专业统一制证,焊工持证上岗。
第二,对于从事困难位置焊接的焊工,除按上条要求执行外,还要对其进行模拟现场实际位置的模拟考试,探伤合格后方可进行困难位置的焊接作业。
第三,对上岗的焊工进行实际表现的现场跟踪并定期对其的探伤合格率进行分析,对于严重违反焊接工艺纪律和合格率低的焊工,通知分包商让其下岗培训并经重新考试合格后方能重新上岗或直接驱逐出本施工现场。
3 焊接机具管理
对所有入场的焊接机械必须持有印度检测机构出具的计量合格的校验证书且在有效期范围之内。我方焊接专业定期对使用中的机械进行实际状况检查和校验证书的有效期跟踪,发现实际性能不能满足现场施工要求的机械和校验证书过期的机械,及时以官方正式信函的方式通知分包商进行维修、更换或重新校验,在此期间停用问题机械,避免由于机械不合格而造成大面积的质量缺陷。
4 焊接材料管理
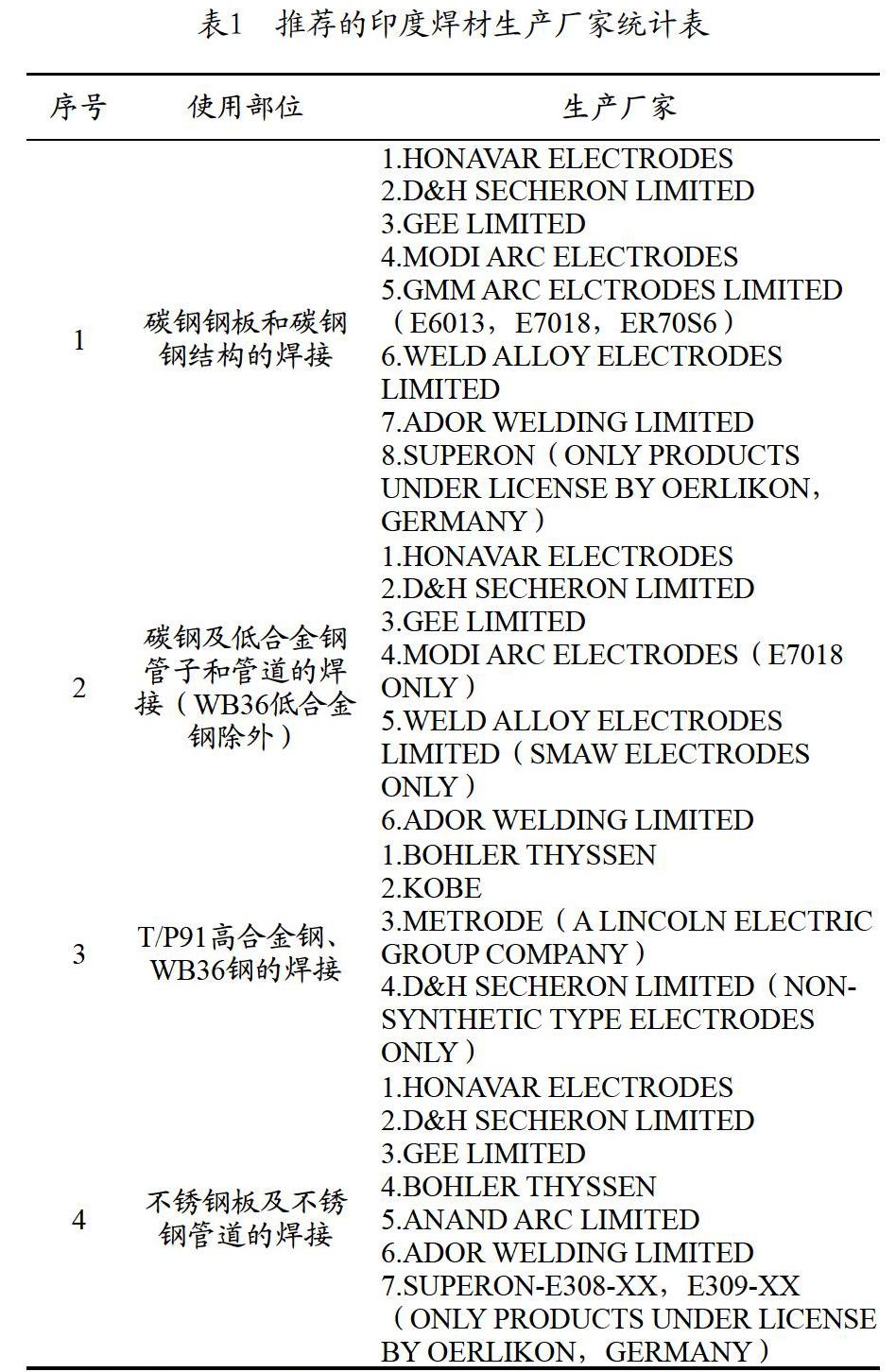
第一,在项目之初,对本项目所在国印度的焊材生产商进行调研,对于不同材质的焊材分别指定几个质量可靠的生产厂家,在得到业主确认后,将推荐的焊材生产厂家下发给分包商,现场使用的焊材只能是推荐表中的生产厂家。印度焊材的推荐生产厂家如表1所示。
第二,每批焊材进场都要由分包商提交验收申请,在经过我方焊接工程师的现场检查,合格并签证后方能入库;对焊条的烘焙记录和发放记录等随机检查,对于在现场使用的低氢型焊条,必须放在保温桶内并接通电源(如图1所示),保证保温桶的有效使用,减少焊接过程中出现气孔等缺陷的机率;对使用量较大的焊丝进行涂色管理,降低在焊接过程中错用的几率。
5 焊接施工过程管理
5.1 编制适宜本项目的焊接管理程序和质量检验计划
在项目之初编制适宜的焊接管理程序,并随分包合同一起下发给分包商,在施工过程中严格按程序要求的条款执行。在每个单项工程开工前,编制质量检验计划并把焊工考试、对口检查、焊缝表面检查、热处理、无损探伤等工序合理设置相应的质量控制点,在施工过程中按照事先设置的点进行检查验收,避免粗犷和随意的管理,让合适的程序科学地指导管理。
5.2 对中低压汽水管道及地埋管道系统用水压试验来验证严密性
中低压管道和厂区地埋管道由于参数低,一直在管理中处于尴尬境地,恰恰正是中低压管道和地埋管道总是在机组试运和总启动期间问题不断甚至跳机停炉。本项目在中低压管道和地埋管道的焊接控制方面除了在对口检查、焊接过程监督、焊后表面验收、无损探伤等各个工序分别把控的基础上,通过对完善的系统进行水压试验(如图3所示),来验证某个系统的所有焊口是否能够满足机组将来的运行要求,通过严密性验证,尽早发现问题、解决问题,减少机组运行期间的跑、冒、滴、漏现象。
5.3 督促分包商加快焊接质量缺陷的整改关闭
对于分包商在签定合同时既不接受奖励也不接受罚款,对于质量问题的整改关闭又消极对待的情况下,本项目焊接专业抓住分包商对结算工作异常积极的特点,对每个分项工程中所涉及的未关闭的质量问题,严格地与月度账单审核挂钩,按照项目事先编制的分包结算程序暂扣一定比例的结算额,这样就会引起分包商上层管理的重视,从而给现场工程师施压督促其尽快整改关闭,来自外部和内部两方面的压力促使分包商现场工程师加快整改进度,缩短焊接质量问题的闭环管理周期,减少我方质量管理资源的过多投入和浪费。
5.4 坚持日常性检查和专项检查相结合,创造良好的焊接质量氛围。
除了每天按照质量检验计划的质量控制点进行验收和日常性的巡检外,根据焊接施工的不同阶段,项目部焊接专业每周组织焊接质量专项检查,竖至各个施工工序,横至各个施工区域,将质量隐患逐一排查;对检查发现的质量问题根据其严重和紧迫程度,以检查报告正式信函或质量不符合项等形式及时发送给分包商,对于每条质量问题都配上图片,并根据问题的难易程度确定关闭时间,确保质量问题的闭环管理。用每天日常性检查和每周专项检查的“量变”创造良好的质量氛围,促使其发生“质变”。
6 无损检测管理
无损检验是工程建设施工中监督和控制焊接质量问题的一种重要手段,通过无损检验结果的反馈使得焊接工艺和技术不断得到提升,从而确保了工程焊接质量。在无损检验这一环节,本工程与国内工程相比较,除了无损检验技术、合格标准不同以外,主要是检测比例的不同;国内同类机组受热面的检测比例为100%,而本项目所有小径管的检测比例均为10%,为了确保受热面的焊接质量,我们采取了如下控制措施:
第一,引入第三方检测机构,对分包商的检测结果进行验证。本项目是超临界机组,受热面小径管仅10%的探伤比例,为了补偿小比例探伤的片面性和验证分包商探伤结果的真实性,在分包商按规定比例进行探伤的同时,项目部引进了第三方检测公司,对分包商的探伤结果和探伤比例未覆盖区域分别进行抽检核实,如果某些部件探伤结果差异较大,逐渐扩大探伤比例,确保探伤结果真实有效地反映焊接质量,以及时、主动地发现焊接质量问题和纠正质量偏差。
第二,扩大重要部件和困难位置的检测比例,增加我方人员的现场监督和见证。为了保证重要部件(T91)和困难位置焊口的焊接质量,项目部扩大了T91焊口和省煤器、低再、低过等部件安装焊口的检测比例,并安排专人对夜间射线检测过程进行监督和见证,督促分包商提高这些部件的质量控制意识,从而保证和提高焊接质量。
7 结语
以上是我公司在印度塔尔万迪3×660MW超临界机组工程中实施焊接质量管理的全过程,焊接质量相关的各个主要因素得以严格控制管理,实现了我们既定的焊接工程质量目标——机组高压管道焊口无损检验一次合格率≥98%;所有现场安装焊口在锅炉整体水压试验过程中无一泄漏,超压20分钟期间无压降,水压试验一次成功。其中,#1锅炉本体受监焊口一次合格率为98.29%,#1汽机四大管道及中低压管道受监焊口一次合格率为99.50%;#2锅炉本体受监焊口一次合格率为98.65%,#2汽机四大管道及中低压管道受监焊口一次合格率为99.27%;#3锅炉本体受监焊口一次合格率为98.33%,#3汽机四大管道及中低压管道受监焊口一次合格率为98.62%。机组整体运行质量优良,工程质量得到了业主方的一致好评。
综上所述,在整个工程施工过程中合同占主导作用,凡事都以合同为依据。施工中的每一环节都必须按照标准与程序进行,这对于脑海里一直保留着国内传统的施工理念,凭经验施工的中国企业来说是一个不小的挑战和障碍。因此,在境外工程施工中,既要严格执行标准、规范和程序,还要准确、全面地理解合同。
参考文献
[1] ASME锅炉及压力容器委员会焊接分委员会.ASME Ⅸ-2010.焊接和钎焊评定[S].北京:中国石化出版社,2011.
[2] ASME锅炉及压力容器委员会无损检测分委员会.ASME V-2010.无损检测[S].北京:中国石化出版社,2011.
[3] ASME锅炉及压力容器委员会材料分委员会.ASME II C-2010.焊条、焊丝及填充金属[S].北京:中国石化出版社,2011.
[4] 美国机械工程师学会压力管道委员会.ASME B31.1-2010.压力管道[S].北京:中国石化出版社,2011.
[5] Central Boilers Board.IBR-1950.Indian Boiler Regulations[S].Delhi:Akalank Kumar Jain for Akalank Publications,2010.
作者简介:李孟良(1980-),男,河南洛阳人,山东电力建设第一工程公司工程师,研究方向:金属焊接技术管理。
(责任编辑:周 琼)
