高温气固分离SiC多孔陶瓷材料制备及性能研究
2016-03-09伦文山彭文博王跃超朱军沈云进
伦文山+彭文博+王跃超+朱军+沈云进++陆丽芳


摘 要:本文利用等静压成型高温气固分离碳化硅多孔陶瓷支撑体,研究了碳化硅含量、造孔剂含量、成型压力及烧成温度对碳化硅多孔陶瓷支撑体孔隙率及抗折强度的影响。通过研究发现,碳化硅含量在88wt%、成型压力为40 MPa、烧成温度为1330 ℃时,制备的碳化硅支撑体性能较为理想,可用于工业化生产。
关键词:碳化硅;等静压成型;孔隙率;抗折强度
1 引言
目前,我国电力工业以火力发电为主,但高温烟气净化水平不高,不但污染环境,而且大量的热能和有用资源被白白浪费。高温气体除尘技术是21世纪最先进的节能、高效技术,该项技术的应用可以促进我国资源、经济与环境的协调,实现可持续发展。高温气体除尘技术的关键是要将烟气在高温下直接实现气固净化分离,并使排出的烟气符合环保标准。
要除去高温烟气中的尘粒,必须要求所选陶瓷材料能承受高温(500~900 ℃)、高压(1.0~3.0 MPa)以及脉冲反吹时因温度差突变而引起的热应力变化。因此,研发一种具有优异性能的高温陶瓷过滤材料亟待解决。
采用SiC材料制备的多孔陶瓷支撑体最大优点在于它的抗热冲击性好、高温强度高和耐腐蚀性好,在严酷的条件下可以保持很好的稳定性。同时,碳化硅陶瓷具有良好的抗弯强度,抗弯强度的大小直接影响到碳化硅多孔陶瓷支撑体的使用寿命。因此,碳化硅多孔陶瓷支撑体是一种优良的高温气固分离材料。
本文主要根据碳化硅的特性研究如何制备出高孔隙率和高抗弯强度的碳化硅多孔陶瓷支撑体,使其工业化、产业化,能在高温气固分离行业得到广泛的应用。
2 试验内容
2.1 试验原料及设备
本试验所采用的原料有:碳化硅(60目)、超细高岭土、硅微粉、滑石粉、钛白粉、碳酸钡、木屑以及粘结剂
主要设备有:冷等静压机、电动抗折试验机、高温烧结炉、显气孔体密测定仪等。
2.2 试样的制备
以碳化硅颗粒为骨料搭建骨架,利用细粉作为陶瓷结合剂,将混合均匀的陶瓷结合剂缓缓加入骨料中混合均匀;然后将造孔剂加入到骨料中,在转动的混炼机中碾压均匀,之后陈化24 h;最后在等静压模具中等成型,尺寸为Φ60 mm ×Φ40 mm × 750 mm;成型后的试样放入恒温烘箱中进行低温烘干处理,在1330 ℃下烧成,保温时间为5 h。
3 结果分析与讨论
3.1 碳化硅含量对碳化硅陶瓷支撑体性能的影响
SiC含量和孔隙率与抗折强度、体积密度的关系分别如图1、图2所示。
通过图1和图2可以看出,随着碳化硅含量的升高,支撑体的抗折强度和体积密度不断降低,而孔隙率则不断地升高,基本成线性关系。而本试验的主要目的是在保持一定的抗折强度的前提下尽可能的提高支撑体的孔隙率和孔径大小,因为孔隙率的高低和孔径的大小是直接影响碳化硅支撑体过滤压降的关键因素。孔径越大,孔隙率越高,碳化硅支撑体的过滤压降越小。因此,需要在强度和孔隙率之间寻求一个平衡点。碳化硅含量过高,陶瓷结合剂的含量相应地减少,会导致碳化硅支撑体不易成型,且烧成时液相偏少,导致强度偏低;碳化硅含量过少,陶瓷结合剂的含量升高,使支撑体的液相增加,使支撑体烧成时更易变形,孔隙率降低,使得过滤压降偏大,气体的渗透率偏低。渗透率和孔径大小的公式如下:
μ=qr2/8ξ (1)
其中,μ为渗透率;q为开气孔隙率;r为气孔半径;ξ为气孔曲折度。
由公式(1)可以看出,孔径大小对渗透率的影响成平方的关系,而支撑体的渗透率越大,其过滤压降越小。通过研究发现,碳化硅的含量在88wt%时,得到的抗折强度和孔隙率均较为理想。
3.2 造孔剂含量对碳化硅陶瓷支撑体性能的影响
在一般的陶瓷制备过程中,通过调节成型压力,烧结温度以及保温时间,可以控制制品的强度和孔隙率,但是成型压力过低,制品的强度会降低,缺陷增多,成型压力过高,孔隙率会大幅度降低;烧结温度太高或保温时间较长会使部分气孔封闭甚至消失,导致孔隙率降低,而烧结温度太低或保温时间较短,则制品的强度偏低,均不能满足性能的要求。对于多孔陶瓷,单纯依靠成型压力和烧结温度以及保温时间很难同时满足强度和孔隙率的要求,因此需要引入部分造孔剂来改善多孔陶瓷的性能。造孔剂的引入在坯体中占据一定的空间,经过高温烧结,造孔剂燃烧或分解,从而留下一定的空隙,
引入的造孔剂需满足两个条件:一是不能和陶瓷基体进行反应;二是烧结过程中易排除,不会留下对多孔陶瓷性能影响的残留物质。在多孔陶瓷材料中,造孔剂的选取有很多种,如活性炭、石墨、淀粉、聚乙烯醇、纤维素
等等。
而本试验采用的造孔剂为一定尺寸的木屑纤维作为造孔剂,优点有三点:一是容易烧掉而不会留下残留物;二是因为纤维,加入后会对成型的坯体的强度有一定的提高;三是木纤维的比重轻,不会过多的增加坯体的重量。
造孔剂含量和孔隙率与抗折强度、体积密度地关系如图3、图4所示。
从图3、图4可以看出,随着造孔剂含量的提高,孔隙率基本呈现线性升高,抗折强度以及体积密度呈线性下降。虽然造孔剂的含量提高,孔隙率大幅度升高,支撑体的过滤压降降低,但是相应的支撑体的强度呈线性下降,在使用过程中支撑体易断裂破碎,使用寿命缩短。由分析可得,当造孔剂含量在3wt%时,支撑体的孔隙率为37.5%、抗折强度23.2 MPa、测试得到过滤压降390 Pa。
3.3 成型压力对碳化硅陶瓷支撑体性能的影响
成型压力的大小对陶瓷坯体的致密度以及烧成后制品的强度以及孔隙率有直接的影响,成型压力高,坯体强度高,脱模时不易破碎,烧成后制品的强度高,孔隙率小;成型压力低,坯体强度低,脱模时易损坏,烧成后制品的强度低,孔隙率高。因此,选取合适的成型压力是制备出优异的陶瓷制品关键因素之一。
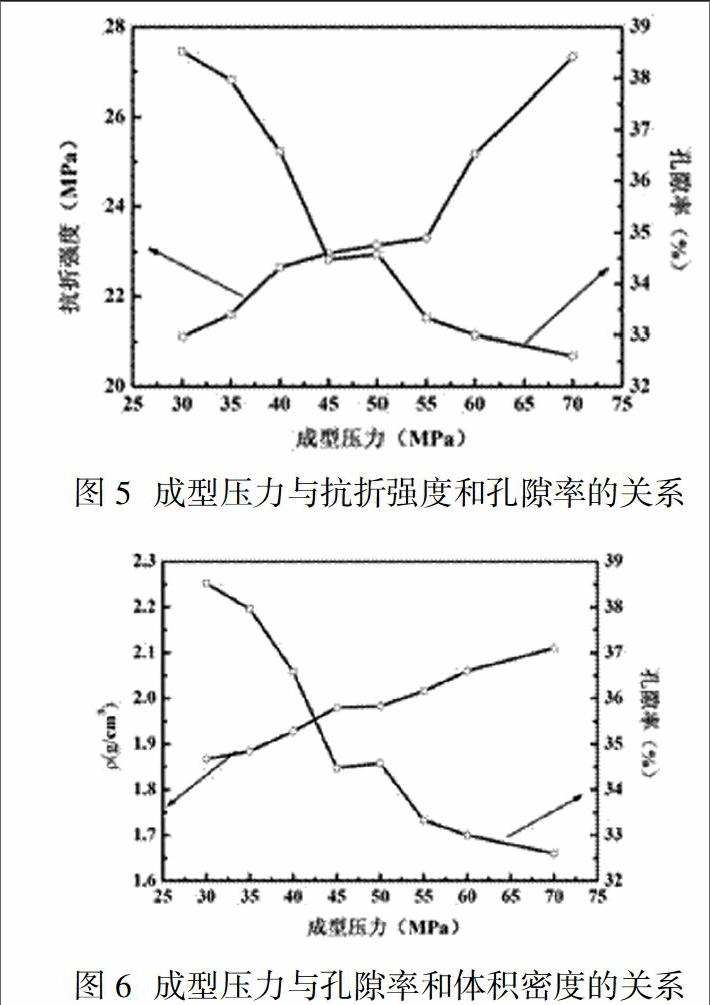
成型压力和孔隙率与抗折强度、体积密度地关系分别如图5、图6所示。
从图5、图6可以看出,随着成型压力的提高,碳化硅支撑体的强度和体积密度随之升高,孔隙率随之下降,且下降幅度较大。而研究制备的多孔碳化硅陶瓷材料,需要保持一定的孔隙率(≥35%)。因此,不能单一的考虑碳化硅陶瓷的强度来选取成型压力。当成型压力在40 MPa的时,测得孔隙率>35%、抗折强度>22 MPa;当成型压力超过45 MPa时,孔隙率低于35%,此时气体通过碳化硅支撑体的的阻力偏大,直接影响了支撑体的使用效率。
3.4 烧成温度对碳化硅陶瓷支撑体性能的影响
对于任何陶瓷材料,烧成温度的研究是整个工艺研究中至关重要的部分,烧成过程是陶瓷制品排水、排胶、发生物理化学反应、致密化烧结的过程。烧成温度的大小直接影响到陶瓷材料的热力学性能。
烧成温度与抗折强度和孔隙率的关系如图7所示。
从图7可以看出,随着烧成温度的不断提高,碳化硅陶瓷支撑体的抗折强度随之升高,孔隙率随之下降。随着温度的不断提高,材料中液相不断增多,使碳化硅颗粒能完全地被液相包裹,颗粒与颗粒之间能很好结合在一起,使得碳化硅陶瓷的强度得到提高。但是温度过高时,碳化硅陶瓷内部会出现多余的液相,通过不断流动填充到碳化硅陶瓷的各个空隙中,阻塞空隙,使得碳化硅陶瓷材料的闭气孔数量增加,显气孔率下降,影响碳化硅多孔陶瓷气固分离时气体的渗透率,增大了支撑体的过滤压降。当烧成温度在1330 ℃时,孔隙率为37.5%、抗折强度为23.5 MPa。温度过低,支撑体强度偏低,且烧结不完全,影响支撑体的使用寿命。
4 结论
(1) 当碳化硅骨料加入量为88wt%时,所制得的碳化硅陶瓷支撑体的性能较为理想,此时的孔隙率为37.5%、抗折强度在23.5 MPa左右。
(2) 当成型压力为40 MPa、烧成温度为1330 ℃时,制备的碳化硅陶瓷支撑体的孔隙率及抗折强(下转第29页)度性能较为理想。
参考文献
[1] 王春鹏.碳化硅多孔支撑体的制备及性能研究[D]. 海南: 海南大学, 2013.
[2 ] 李俊峰,林红,李建保. 碳化硅多孔陶瓷气孔率和强度影响因素[J]. 无机材料学报, 2011, 26(9):944~948.
[3] 李双.冷等静压法制备大孔径多孔陶瓷管研究[D]. 淄博市: 山东理工大学, 2009.
[4] 刘刚,何桢. 多孔陶瓷过滤制品渗透率的研究[J]. 材料与冶金学报,2009,8(4):301~304.
[7] 刘有智,石国亮,郭雨. 新型多孔碳化硅陶瓷膜管的制备与性能表征[J]. 膜科学与技术,2007,27(1):32~34.
