基于PMAC卡的RFID标签封装装备的点胶模块设计与实现
2016-03-09张玉洁张伟杰冯海美
张玉洁, 张伟杰,徐 斌,刘 畅, 冯海美
(1.华北科技学院,北京 东燕郊,101601;2.北京送变电公司,北京 102401)
基于PMAC卡的RFID标签封装装备的点胶模块设计与实现
张玉洁1, 张伟杰1,徐 斌1,刘 畅2, 冯海美1
(1.华北科技学院,北京 东燕郊,101601;2.北京送变电公司,北京 102401)
以PMAC卡作为控制系统核心,设计与实现了RFID电子标签封装装备中点胶模块。第一,阐述了整个系统的机械系统设计;第二,阐述了以PMAC卡为系统核心的控制系统设计;第三,阐述了PMAC卡的PID三环控制原理;最后,阐述了点胶模块的流程图及软件具体实施方式。点胶效率高达5000片每小时,精度达到±20 μm,成品率高达99%,最终实现点胶模块的高速高精运行。
PMAC;RFID;PID;流程
0 引言
物联网技术被称为第三次技术革命,RFID(射频识别)技术是物联网技术的关键部分。RFID技术广泛用于物流管理,交通运输,门禁系统等,其中制造RFID标签的封装装备的效率高低决定了标签的成本。RFID标签的封装装备中的点胶模块是整个装备的第一个关键模块,主要任务是在天线基板的焊盘上准确的滴上导电胶。RFID标签的封装装备适用于各种不同型号的基板,效率高达5000片每小时。
RFID标签的封装装备集成点胶、翻转贴片、热压固化、在线检测、卷到卷基板输送,总体技术指标(贴片精度±20 um、贴片效率>5000UPH、成品率高达99%)达到国际先进水平[1],同时为三一重工、江汉油田开发特殊应用的RFID系统,包括抗金属标签、极端环境下使用的低频RFID系统等。
PMAC卡,可编程多轴运动控制器,是一个完全开放的系统。整个RFID标签电子封装装备的控制系统需要19个轴,上一代设备采用的是parker ACR9000卡,该卡最多控制8个轴,相比于最多可以控制32个轴的PMAC卡,parker ACR9000卡需要同时使用多个控制卡,并且,还涉及多个卡之间交互的问题。PMAC卡内置notch滤波,PID调试,可以一卡控制多种类型的电机。

图1 RFID标签封装装备
1 机械系统的设计
RFID标签的封装装备的点胶模块逻辑结构复杂,需要多电机协调工作,还涉及到机器视觉定位,上下位机交互。RFID标签的封装装备的点胶模块总共有三个电机,分别命名为X,Y,Z轴,X和Y轴选用安川的SGMJV-04AAA2型号伺服电机,Z轴选用日本东方的AR46AK型号电机,具体结构如图2,三个轴相互垂直,是一个龙门结构。三个轴设计的最高转速分别为3000 r/min,2400 r/min,3000 r/min。导轨选用日本THK的滚珠丝杠,本点胶模块要适用于不同厂家的天线基板,然后统一型号的天线基板各个焊盘所处的位置各不相同,需要机器视觉进行逐个定位,天线基板下为背光部分,在Z轴上装有CCD检测相机,检测天线基板线宽、毛刺,是否有缺陷,用于定位天线基板上焊盘的十字标签。

图2 点胶模块机械结构示意图
2 下位机控制系统设计
PMAC卡作为整个系统的核心,负责整个控制系统的电机控制,轨迹规划,编码器反馈,系统滤波,PID三环控制。PMAC卡直接插在工业控制机主板的卡槽中,这种连接方式更加可靠、便捷。开发者与PMAC卡的交互通过Pewin32 pro软件实现,里面可以实时监控各个轴的当前编码器位置和当前速度值,监控和读取各个IO口的当前状态,并且实现程序的编译与调试。
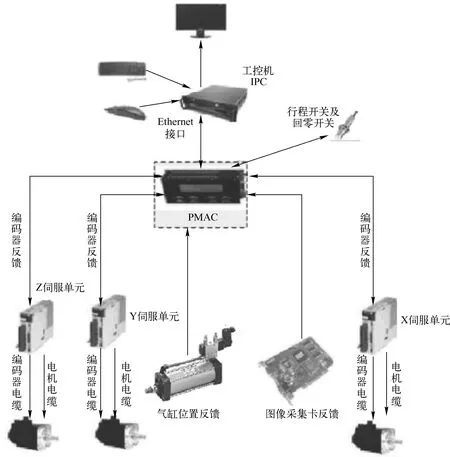
图3 点胶模块控制系统结构图
系统使用编码器对电机的位置进行反馈,实现位置环闭环控制。x和y轴选用安川的SGMJV-04AAA2型号伺服电机,Z轴选用日本东方的AR46AK型号电机,相对应的驱动器实现信号的放大、功率的放大、电机运行异常时候的报错。例如跟随误差过大,显示相对应的错误数字编码,然后查手册得知具体错误。电机两端有正负限位开关,靠近正限位开关安装零位开关,每个轴三个开关,总共九个开关,通过九个IO口接入PMAC卡。PMAC卡读到正负限位开关对应的IO口到位信号,如果系统出现紧急中断,PMAC卡会让电机停机,实现软件限位。而硬件限位通电机两端安装机械部件实现[2]。
整个装备有一个输送装置,两端各有一个输送电机,天线基板依靠点击输送,对于点胶模块一个工位完成之后,夹持部位就会加紧天线基板,夹持部位由三组气缸控制,一个工位完成后气缸夹紧,气缸到位后通过IO口给PMAC卡发送到位信号。点胶的操作也通过气缸控制,PMAC卡控制IO口的值来控制是否出胶水。
在实际生产中,用户使用不同厂家的天线基板,每个工位的间距就不一样,这就需要本装备有一定的柔性,并且同一天线基板的每一个焊盘的位置也不一样,所以需要相机定位。选用德国Allied Vision Technologies 的guppy pro F-201B工业相机,分辨率高达1624*1234。镜头选用日本富士能的HF12.5HA-1B,光源选用OPT公司的红色背光光源BL315090,基板是透明的,适用于背光。视觉检测到不同的基板,不同焊盘的位置偏差,通过P变量传给PMAC卡,计算后传给电机Count值,最后实现精确定位,误差控制在±20 μm。
3 电机的PID调节
电机固定在丝杠上,把所有负载装好之后,开始调节电机参数。PMAC卡对伺服电机采取三环控制,PID为比例增益,积分增益,微分增益,其中PGAIN(比例增益)的大小能影响系统的刚性;IGAIN(积分增益)能减小系统的微分误差,DGAIN(积分误差)会随着时间的增大而增大;微分增益能给系统提供一个阻尼,能预测输入和输出误差的变化趋势,并提前抑制误差值;FFVEL(速度前馈)能减小跟随误差;FFACC(加速度前馈)能减小系统在加减速时的跟随误差[3]。
对于电机的计算控制输出的PID算法实际公式如下(1):
DACount(n)=2-19×Ix30×((Ix08×(Ix32×CV(n)+Ix35×CA(n)/128+Ix33×IE(n)/223))-Ix31×Ix09×AV(n)/128)
(1)
其中
DACount(n)为16位的伺服周期输出命令,它的值由Ix69的值。
Ix08是电机x的一个内部位置放大系数。
Ix09是电机x速度环的一个内部放大系统。
FE(N)指的是第n个周期内实际位置与指令设定位置的偏差CP(n)-AP(n),是在第n个伺服周期内的跟随误差。
AV(n)指的是第n个周期内的最后两个实际位置的偏差AP(n)-AP(n-1),是在第n个伺服周期内的实际速度。
CV(n)指的是第n个周期内最后两个指令设定位置的偏差CP(n)-CP(n-1),是在第n个伺服周期内的指令速度。
CA(n)指的是第n个周期内最后两个指令速度的偏差CV(n)-CV(n-1),是在第n个伺服周期内的指令加速度。
IE(n)指的是第n个周期内的跟随误差积分。
PID调节的原理图如图4,PMAC卡采取三环控制串级闭环控制系统,最外面一层采用位置环反馈。在本系统中采用电机编码器反馈,通过编码器转换表的值寄存在一个寄存器中,读取变量Ix03的值即为电机x的编码器位置,也就是实际位置。第二环控制是速度环,在本系统中采用电机编码器反馈,在每一次伺服周期闭上速度环,通过编码器转换表的值寄存在一个寄存器中,读取变量Ix04的值即为电机x的编码器的值。这一环控制主要提高系统抗负载波动能力,从而平稳速度。最里面的一环为电流环,为限制电机的最大电流,动态响应快,避免扭矩过大烧毁电机,主要在驱动器的内部实现[4,5,6]。
4 点胶模块的程序流程以及及具体实施
点胶模块的运行在PMAC对应的PEWIN32PRO软件中,整个点胶模块的运行,涉及到基板IO、视觉定位、上下位机交互、点胶控制器与PMAC卡交互。是集合光、电、机、流体力学、机器视觉于一体的一个模块。
点胶模块的VSD流程图如图6所示,具体流程如下:
(1) 各个变量初始化,包括P变量,M变量,IO口初始化。检测点胶控制器是否正常,检测胶管上的光电传感器是否正常,检测相机是否处于良好状态,能否看到图像。
(2) X,Y,Z轴运行到初始位置,即回零,这里先初步依靠零位传感器回零,在精确的依靠编码器z相回零。
(3) 通过相对应的P变达到量输入,接受当前的工作行数。
(4) 设置一个循环等待,等待上一个工位的总加工任务完成返回信号,直达完成后开始当前工位。
(5) 设置一个循环等待,等待天线基板运动到位后,触动对应的IO口,返回信号。
(6) 向上位机发一个中断,设置循环等待,要求上位机CCD相机逐行采集每个焊盘的图像,并进行图像处理,计算得到偏差值,然后通过P变量传给PMAC卡。如果图像处理不成功,则再次处理,累计四次处理不成功则告知上位机找不到,然后待机。
(7) X,Y轴运动到精确的点胶位置。
(8) Z轴下降到点胶高度,打开点胶控制器,开始点胶操作。
(9) 点胶延时。
(10) 关闭点胶控制器。
(11) Z轴上升,离开点胶位。
(12) 判断是否完成一列,行数加一;如果没有完成一列,运行到此行下一列,程序跳转到步骤(3)。
(13) 判断行数列数全部完成后,行数,列数计数器清零,
(14) 发中断给上位机,表示点胶程序完成。
(15) 结束。

图4 PMAC卡PID控制原理图
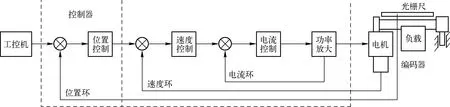
图5 三环控制原理图

图6 点胶流程图
5 结论
点胶模块作为RFID标签的封装装备的重要模块,本文中介绍了整个系统的机械系统设计;介绍了以PMAC卡为系统核心的控制系统设计;介绍了PMAC卡的PID三环控制原理;最后,介绍了点胶模块的流程图及软件具体实施方式。
本RFID设备解决了高速高精标签封装的问题,可适应HF和UHF标签封装(天线尺寸5*5 mm~250*250 mm),适用不同厂家的芯片(芯片尺寸0.3*0.3 mm~2*2 mm),适应不同批量的生产。贴片精度±20 um、贴片效率>5000UPH、成品率达到99%。但本设备相对于德国纽豹的RFID设备有一定的差距,主要在系统稳定性上面。在下一代的产品中争取提高系统稳定性,让设备连续无差错运行时间超过半个月。
[1] 丁治国.RFID关键技术研究与实现[D].合肥:中国科学技术大学,2009.
[2] Pewin32 PRO SOFTWARE REFERENCE MANUAL.2002.
[3] 张玉洁.基于DSP的步进电机运动控制卡设计与实现 [D].华中科技大学,2013.
[4] PCOMM32PRO software reference manual.2002.
[5] 刘金琨.先进PID控制MATLAB仿真[M].北京:电子工业出版社,2004.
[6] 王刚,舒志兵.智能PID算法控制在伺服系统中的应用[J].机床与液压.2008(07):320-322.
[7] 吕元哲.基于PMAC的微型铣床数控系统的研究[D].大连:大连理工大学,2010.
[8] 杨继森,王伟,彭东林,等.基于PMAC的时栅位移传感器直驱式的误差修正系统研究[J].机床与液压,2013(09):10-13.
Design and implementation of dispensing module of RFID tags packaging equipment based on PMAC card
ZHANG Yu-jie1, ZHANG Wei-jie1, XU Bin1,LIU Chang2, FENG Hai-mei1
(1.NorthChinaInstituteofScienceandTechnology,Yanjiao,101601,China;2.BeijingElectricityTransmissionTechnology,Beijing,102401,China)
PMAC is the key part of the dispensing module of RFID tags packaging equipment.First of all,mechanical system design is elaborated.Second,control system design of PMAC card is elaborated.Third,the theory of PID control is elaborated.At last,the flowchart module is elaborated.The efficiency of the dispensing module can be 5000 pieces per hour,the accuracy can be ±20 μm,the yield can be 99%,eventually leading to a high-speed high-precision dispensing module.
PMAC;RFID;PID;Flowchart
2016-06-07
张玉洁(1987-),女,湖北应城人,硕士,华北科技学院教师,研究方向:装备制造、机械电子。E-mail:chongyujie@qq.com
TP391.44
A
1672-7169(2016)05-0065-07
