基于不同扫描路径的激光熔覆温度场数值模拟研究
2016-03-09宫新勇高士友咸士玉李学哲
宫新勇,由 伟,高士友,咸士玉 ,李学哲
(1.华北科技学院 机电工程学院,北京 东燕郊 101601; 2.燕山大学 机械工程学院,河北 秦皇岛 066004; 3.长治清华机械厂,山西 长治 046012)
基于不同扫描路径的激光熔覆温度场数值模拟研究
宫新勇1,由 伟1,高士友2,咸士玉3,李学哲1
(1.华北科技学院 机电工程学院,北京 东燕郊 101601; 2.燕山大学 机械工程学院,河北 秦皇岛 066004; 3.长治清华机械厂,山西 长治 046012)
激光熔覆零件的显微组织、应力/应变分布由加工过程的温度场决定。利用ANSYS有限元分析软件分别对长路径、短路径、螺旋路径条件下45钢基板表面激光熔覆316L不锈钢粉末的物理过程展开数值模拟,求解温度场。认为扫描路径会对熔覆零件的温度分布产生重要影响,短路径扫描容易使热量在局部区域集中,基板长边方向温差较大,宽边方向温度平均;长路径扫描的温度场特征则反之;在螺旋路径条件下,基板宽边方向端部和中心区域的温度波动较为分散,受激光束热影响的程度弱。
激光熔覆;扫描路径;数值模拟;温度场
0 引言
激光熔覆是激光加工技术的一个重要应用,利用高能激光束使零件表面薄层与熔覆粉末实现同时快速熔凝,从而形成冶金结合的覆层。该技术可应用于零件表面改性、受损零件的修复再制造以及三维实体零件的增材制造等,因为具有组织细密、结合强度高、热影响区小等优点因而在航空、航天、冶金、化工、汽车、煤炭等行业获得了诸多应用,与之相关的一些基础研究也广泛展开[1,2]。仅在煤矿机械领域,利用激光熔覆技术,采掘机截齿、采煤机高速轴、掘进机密封套、液压支护设备(油缸、活塞杆、立柱)等工件的表面硬度、耐磨性和耐腐蚀性等性能获得了有效提高,刮板输送机及转载机槽体类零部件也得到成功修复[3-6]。
激光熔覆过程的温度场、应力/应变场及微观组织(性能)相互间存在耦合效应[7],温度场的分布特征对后二者会产生至关重要的影响,应力/应变和微观组织的理论计算模型需首先以温度场解作为初始条件导入[8]。由于激光熔覆的热物理过程极为复杂,光、气体、粉末、金属液体流动、固态导热、辐射、对流等诸多物理因素都会涉及,较实验测量,数值模拟方法可为其温度场的获取提供一种更为有效的途径。在平面熔覆过程中,激光束扫描路径的选择会影响到基板的翘曲变形程度[9],因此本文尝试利用ANSYS有限元分析软件来求解激光熔覆过程的温度场,讨论不同扫描路径条件下激光熔覆温度分布特征的差异。
1 物理模型与网格划分
如图1所示,选用长路径(a)、短路径(b)、螺旋式(c)的激光扫描路径均可完成对板材类零件的平面激光熔覆加工。长(/短)路径扫描是指激光束沿加工平面长边(/宽边)方向以光栅方式持续移动,而螺旋式扫描是激光束以近似螺旋线的直线路径由外向内或由内向外运动至熔覆终点。为与另外两种扫描方式具有相同的扫描起点进而展开后续对比分析,本文选择了由外向内的螺旋扫描方式。理论上,在其它熔覆工艺参数(如扫描速度、搭接率、熔覆面积)完全一致的条件下,这三种扫描路径所消耗的加工时间应当相同。
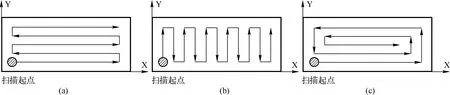
图1 激光扫描路径示意图:(a)长路径扫描;(b)短路径扫描;(c)螺旋式扫描

图2 物理模型及关键点分布示意图
物理模型选择在45钢基板上以单层多道方式完成平面激光熔覆,熔覆材料为316L不锈钢粉末。为使本模型更接近于真实的激光熔覆过程,在基板下表面设置一外形尺寸较大的垫板(45钢),以热传导方式通过基板下表面将其内部热量导出。熔覆层、基板、垫板的外形尺寸分别为60 mm×20 mm×0.3 mm、80 mm×25 mm×10mm、160 mm×50 mm×10 mm。模型的激光熔覆工艺参数确定为激光功率P=2000 W,扫描速度V=4 mm/s,送粉率Vf=3 g/mm,搭接率n=0。
表1给出了该物理模型分别在长路径、短路径、螺旋扫描路径下相应的一些信息参数。据熔覆面积及激光光斑尺寸可推算出螺旋扫描3圈即可完成该平面熔覆过程,其中单道熔覆长度会随扫描圈数的增加而减小(60 mm→52 mm→44 mm、12 mm→4 mm→0 mm),因此熔覆时间变短(15 s→13 s→11 s、3 s→1 s→0 s)。这些信息参数将被用于ANSYS软件APDL语言参数化编程中关键参数的设置。另外如前所述,这三种扫描路径下激光熔覆的总时间完全相同。

表1 物理模型信息参数

图3 网格划分示意图
物理模型几何尺寸确定后,采用六面体八节点三维实体单元SOLID70对其划分网格,结果示于图3。本文将重点分析基板、熔覆层区域的温度场分布特征及规律,垫板仅作为基板下表面热传导的边界条件,为节省数值模拟计算时间并提高计算精度,对垫板区域采取较粗的网格划分,而熔覆层和基板则采取较细网格划分,其中,熔覆层网格尺寸为1 mm×0.3 mm×0.5 mm;熔覆层附近基板热影响区为1 mm×0.5 mm×0.5 mm;基板其它区域的网格尺寸为1.25 mm×2.5 mm×2.25 mm;垫板网格尺寸为4 mm×3.3 mm×3.3 mm。
2 数学模型的建立
本文数学模型采取与文献[10] 相同的假设和简化条件、初始条件及边界条件,其中边界条件共包含两类:激光束作用区域内为激光热辐射,为实体单元加载热流密度,加载位置随激光束的移动而改变;激光束作用区域以外为加工零件表面与空气的对流换热,由于对流系数会随温度而改变,将其以表参数形式写入APDL程序纳入模型温度场的计算过程。
本模型的模拟对象为同步送粉式激光熔覆过程,不同于预置铺粉式激光熔覆(所有熔覆粉末从始至终都附着于基板表面,包含在整个温度场求解域内,且边界条件基本不变),同步送粉过程中未送至基板表面的金属粉末不参与传热,且未熔覆基板上表面与空气存在对流换热,但在激光熔覆后这种对流换热转变为熔覆层与基板的热传导换热,熔覆层上表面成为新的对流换热区域,因此模型的热边界条件会随激光束的移动发生瞬时改变。本模型利用ANSYS软件的“生死单元”技术来处理求解物理域改变的问题,激光熔覆前将熔覆层实体单元全部“杀死”(单元刚度矩阵乘以一个很小的因子,因子缺省值为1×10-6,且与这些单元相联系的矢量载荷也被设置为0),随后在激光束热流密度加载前将对应区域单元“激活”(刚度、质量、单元载荷等变为初始值)来近似金属粉末的添加,这样“激活”后的实体单元就包含在整个温度场的求解域内。另外,对流边界条件的改变主要依靠APDL程序来实现对流载荷的加载与删除。
3 温度场数值模拟结果及分析
将长路径(a,d,g)、短路径(b,e,h)、螺旋扫描路径(c,f,i)条件下激光熔覆45钢基板按选定工艺参数分别在25 s (a,b,c)、50 s (d,e,f)、75 s (g,h,i)时刻的温度场分布云图示于图4,熔覆层未被激光束激活的“死”单元区域不作显示。

图4 不同扫描路径下激光熔覆在25 s(a-c)、50 s(d-f)、75 s(g-i)时刻的温度场分布云图
316L不锈钢粉末的熔化温度约为1510℃,图中红色区域(>1510℃)即可视为熔池。为简化模型,每次选择4×4 mm 矩形区域作为激光光斑加载高斯能量分布的热流密度,各云图的熔池均稍大于激光光斑,且形状、尺寸保持稳定(熔池前沿呈“近椭圆”形状,激光束移动方向与“椭圆”长轴方向重合,“椭圆”短轴尺寸几乎等于光斑宽度,侧向重熔区域较窄),能够与实验所观察到的宏观现象相吻合,可见本模型对激光熔覆工艺参数的选择及相关参数处理较为合适。绿色云图表征了温度在600~900℃范围内的物理域,其“长轴”仍与激光束的扫描方向一致,因此推断扫描路径会对激光熔覆零件温度场的分布结果产生显著影响。“近椭圆”形的温度云图特征应为激光束对熔覆基体在扫描路径上持续输入的热量未能及时散出所致。另外,随激光熔覆的进行(25 s→50 s→75 s),这三种扫描路径下物理模型的低温区域(<100℃)减小,而高温区域(200~600℃)扩大,可见基板整体呈升温趋势,热量逐渐累积直至熔覆结束。
对比不同扫描路径(各云图做横向比较),短路径扫描的单道熔覆距离较短,能够进行高温对流换热的表面以及以导热方式进行热量传递的方向相对较少,X方向的热传导强度低,因此热量容易累积在局部区域(图b、e的200~600℃温度区间相对较大),导致长边方向(X向)温差较大,而宽边方向(Y向)温度分布较为均衡。长路径扫描方式下的温度场分布特征则恰好与此相反。对于螺旋式扫描方式,因其扫描方向交替改变(X→Y→-X→-Y→……),而温度云图的轮廓线形状受激光扫描路径影响,所以其温度场应为介于长、短扫描路径模型之间的一种“折中”分布特征。由于基板的翘曲变形是由不均匀的温度场引起,故可推测螺旋扫描路径条件下基板在X、Y方向的翘曲变形量应分别介于长、短扫描路径相应的物理量之间。此推测结果还需作进一步的研究证实。
图2中关键点A、C在整个激光熔覆阶段(0~75 s)的瞬态温变曲线示于图5,扫描路径的不同导致其温变历程存在较大差异。A、C两点分别表征了基板中部区域在宽边方向的始端(靠近熔覆起点一侧)、末端,相对应的(a)、(b)两图采取了相同的纵轴截距以便展开后续对比分析。A、C两点在不同扫描路径下均要经历3~4次较为明显的升、降温波动过程,温升幅值取决于激光束与物理域的相对距离,但各次波谷温度则随时间延长而升高,由于温度降低是激光束逐渐远离所致,可以认为宽边方向始、末两端附近区域均一直处于“蓄热”过程。但这三种扫描路径条件下A、C两点出现峰值温度的时间间隔存在较大差异,表现为短路径<长路径<螺旋路径,短路径对应的波峰在时间域上较为集中,而螺旋路径则相对分散,因此宽边方向基板端部的热影响区在螺旋扫描方式下最小。另外,除去基板整体升温的因素,仅在长、短路径条件下,A、C两点的温变曲线在时空上是呈对称分布的(对比a、b两图)。

图5 A点(a)、C点(b)瞬态温变曲线
将熔覆基板中部区域沿长边方向始端(D点,靠近熔覆起点一侧)、末端(B点)的循环温变曲线示于图6,同样对纵轴选用相同刻度尺以便对比(a)、(b)两图。0~75 s的时间段内,长路径和螺旋扫描路径模型分别在B点(或D点)附近区域具有相似的温变历程,整个熔覆过程中激光束分别靠近基板始、末两端3次,由于热量的传递需要一定时间,激光束第三次移动至末端(B点)引起的升降温并没有反应在0~75 s时间段内,故图中B点(/D点)经历了2次(/3次)热循环。这两种扫描路径的差异仅导致了热循环周期及峰值温度稍有不同。

图6 B点(a)、D点(b)瞬态温变曲线
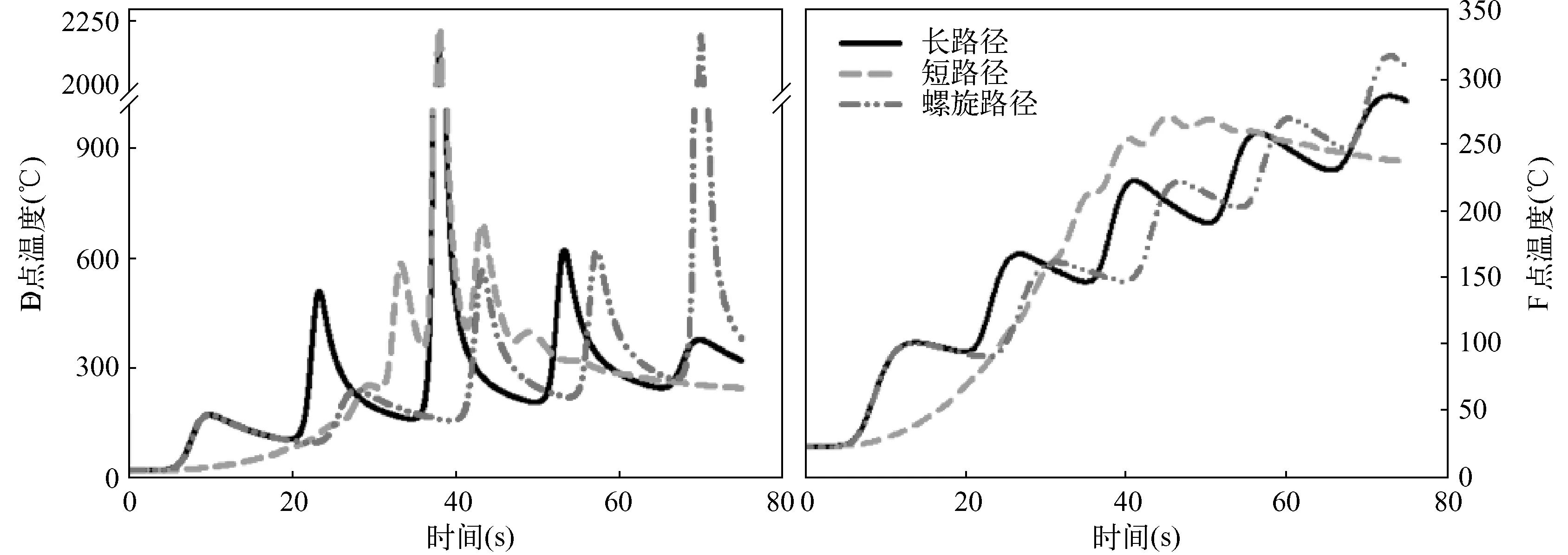
图7 E点(a)、F点(b)瞬态温变曲线
短路径模型在这两个区域的温度场特点则明显区别于上述两种路径模型,温变曲线并没有随激光束的往复移动呈现波动特征,证明这两个区域的温度变化体现了基板的整体温升情况,而不是受激光束辐照的瞬态升温。另外,长度方向始(D点)、末(B点)两端区域的温度特征存在明显差异,始端在经过一个短暂升温后保持温度恒定,相邻区域导入的热量与表面对流换热散失的热量能够基本抵消;基板末端则是经历一个较长的“蛰伏期”后开始缓慢(约40 s~60 s)、加速(60 s~75 s)升温。据(a)、(b)图判断,相较于长路径及螺旋路径扫描方式,整个激光熔覆过程中短路径扫描在基板长边方向都存在较大温差,温度梯度较大。
如图2所示,选取基板上、下表面中心点E、F,针对三种扫描路径提取其0~75 s的瞬态温度数据并分别绘制于图7(a,b)。E、F点均出现了5次较为明显的升降温过程,二者空间距离相差10 mm,F点温度峰值出现的时间“滞后”E点约2.6 s。对于长、短扫描路径,激光束在会同一时刻(37.5 s)扫描至中心点E点,由于E点两侧的熔覆轨迹关于E点呈中心对称,因此图(a)两条温变曲线在37.5 s两侧近似对称分布,循环扫描路径则无此特征。F点不直接承受激光热辐射,更能直观反映出基板的整体温升情况。不同于长路径、螺旋扫描路径下基板的持续升温过程,短路径扫描的基板中心区域在激光束远离后出现了整体降温的趋势。另外,与宽边方向端点A、C类似,短路径条件下E、F点的热循环曲线也出现了“聚集”蓄热的现象,为避免重复,此处不再赘述。
需要指出,上述扫描路径对激光熔覆温度场的规律性分析主要是基于激光束往复扫描引起的热影响区叠加以及表面对流换热后基材的整体温升效果,熔覆基体的几何形状、尺寸、网格划分等势必会对数值模拟结果的规律性产生程度不一的影响,因此本文所选物理模型的尺寸效应应该作为下一步的研究方向展开深入探讨。
4 结论
利用ANSYS有限元分析软件对长路径、短路径、螺旋扫描路径条件下的激光熔覆过程展开数值模拟,建立数学模型并求解温度场,通过对比分析静态及瞬态计算结果、数据,得出以下主要结论:
(1) 激光熔覆过程的温度场特征表现为等温线呈“近椭圆”形状,激光束的移动方向与其长轴重合,认定激光扫描路径会对熔覆零件温度场的分布特征产生显著影响;
(2) 短路径扫描模型由于换热条件不利容易使热量在局部区域累积,其长边方向温差较大,宽边方向温度均衡;而长路径模型的温度场特征恰与此相反;螺旋扫描路径模型的温度特征则介于这二者之间;
(3) 基板不同位置其温度场特征存在较大差异。在基板的宽边方向端部以及正中心区域,短路径扫描使得激光的热影响程度最大,长路径、螺旋路径扫描依次减弱;在基板的长边方向端部区域,与短路径扫描方式不同,长路径以及螺旋路径表现出整体温度持续升高的波动特征。
[1] 宫新勇.激光熔覆沉积修复TC11钛合金叶片的基础问题研究[D].北京:北京有色金属研究总院,2014.
[2] 邱星武,李刚,邱玲.激光熔覆技术发展现状及展望[J].稀有金属与硬质合金,2008(03): 54-57.
[3] 胡振南,张玉堂,王娜娜.激光熔覆技术在矿用截齿上的应用[J].山东煤炭科技,2014(08): 95-96.
[4] 石秋芳,王冠聪,张烁.基于激光熔覆的矿用截齿再制造技术[J].山东煤炭科技,2014(12): 137-138.
[5] 张爱东,宋文献,丁紫阳.综采中部槽耐磨修复技术的研究[J].山东煤炭科技,2015(08): 121-122.
[6] 韩文静,宋进朝,刘学功.煤矿机械应用激光熔覆技术的研究与实践[J].电镀与精饰,2016(08): 18-22.
[7] 董湘怀.材料加工理论与数值模拟[M].北京: 高等教育出版社,2005: 238.
[8] 蔡春波,韩彬,闫世永.闸板表面激光熔覆应力场数值模拟[J].石油机械,2016(07): 90-93.
[9] 咸士玉,杨爱萍,颜羽.扫描路径和搭接率对激光平面熔覆基板变形的影响[J].航天制造技术,2011(02): 26-28.
[10] 宫新勇,罗建国,高士友.基于不同搭接率的激光熔覆温度场数值模拟研究[J].华北科技学院学报,2015(06): 83-88.
Numerical simulation of temperature field in laser cladding for different scanning path
GONG Xin-yong1,YOU Wei1,GAO Shi-you2,XIAN Shi-yu3,LI Xue-zhe1
(1.CollegeofMechanicalandElectricalEngineering,NorthChinaInstituteofScienceandTechnology,Yanjiao,101601,China;2.CollegeofMechanicalEngineering,YanshanUniversity,Qinhuangdao,Hebei,066004,China;3.ChangzhiQinghuaMachineryFactory,Changzhi,046012,China)
Microstructure,stress,strain of laser cladding parts were determined by the temperature field in the machining process.Laser cladding of 316L stainless powder on 45steel substrate for length-direction,width-direction and helical scanning path were simulated by ANSYS FEM software,and the temperature field was solved,which would be effected by the scanning path significantly.Heat was concentrated in the local area with width scanning path and an obvious (/minute) temperature difference appeared in the length (/Width) direction of the substrate.However,temperature field for Length scanning path was the opposite.Under the condition of spiral path,temperature fluctuation in width-direction ends and central region was more dispersed and the degree of thermal effect was weak.
laser cladding; scanning path; numerical simulation; temperature field
2016-07-25
中央高校基本科研业务费资助项目(3142015012,3142015097)
宫新勇(1984-),男,内蒙古乌海人,博士,华北科技学院机电工程学院讲师,研究方向:钛合金零件的激光熔覆沉积修复。Email: gongxinyong@ncist.edu.cn
TG174.44
A
1672-7169(2016)05-0048-07
