敞开式水雾化喷嘴
2016-03-08仲伟聪刘丹
仲伟聪,刘丹
敞开式水雾化喷嘴
仲伟聪,刘丹
(西安航天源动力工程有限公司,西安 710100)
水雾化喷嘴是水雾化法生产金属粉末的关键设备。对于常规喷嘴,增大雾化夹角及提高雾化压力均可提高金属粉末的细粉率,但也都会遇到堵嘴问题,从而导致雾化过程中断。本研究分析了雾化过程中的堵嘴机理,设计了一种新型敞开式水雾化喷嘴,对其进行强度计算,并进行雾化试验。结果表明,此新型敞开式雾化喷嘴可以有效避免水雾化金属粉末过程中气囊的形成,可从根本上解决以往生产中经常出现的堵嘴问题。而对单个敞开式喷嘴而言,提高雾化夹角,增加孔数,以及提高雾化压力,均可以显著提高细粉率。
雾化;喷嘴;雾化夹角;强度;堵嘴
水雾化是制取金属或合金粉末最常用的工艺技术。水能以单个的、多个的或环形的方式喷射。高压水流直接喷射在金属液流上,强制其粉碎并加速凝 固[1−2]。用水作为雾化介质,具有雾化动力大,冷却速率快,成分均匀,压制成形性能好等优点[3],因此水雾化法生产金属粉末已得到广泛应用,且已获得许多成果。水雾化制取金属粉末的过程受液流金属的温度、液体金属的化学成分、水的压力、雾化喷嘴等因素的影响[4],其中水雾化喷嘴在水雾化法制取金属粉末的过程中起到了关键的作用,喷嘴结构直接影响制粉的效率及所制成粉末的质量[5−6]。喷嘴的结构形式有环缝式、单排环孔式、多排环孔式、扇形等[7−8],环缝式喷嘴虽然细粉收得率较高,但对喷嘴的加工精度及金属液流对中性要求很高;单排环孔式喷嘴加工简单,操作简便,但成粉率低[9];多排环孔式喷嘴可以防止被击碎的粉末在飞行过程中相互粘连,细粉率高,但加工难度大[10]。不论是哪种形式的喷嘴,研究的目的都是为了解决细粉率与堵嘴之间的矛盾。喷射角度大时,细粉率较高,但容易堵嘴,多次聚焦环孔式喷嘴可有效提高细粉率,但也不能从根本上解决堵嘴的问 题[11−12]。为了从根本上解决堵嘴的问题,本研究从水雾化金属粉末的机理出发,设计出了全新的敞开式雾化喷嘴,并且在生产中取到了良好的效果。
1 敞开式喷嘴的设计
1.1 敞开式喷嘴系统
在使用水雾化法生产金属粉末的过程中,当水压升高到一定程度后,高压水一离开喷嘴就有部分水破碎从而被雾化成小液滴,小液滴遇到高温熔融的金属液后迅速汽化,并在喷嘴下部高压水锥内端形成一个气囊而造成喷溅[13−15],当气囊中的压力不断增加时,将导致反喷或将雾化喷嘴焊死,使雾化操作失败。同时,水在高压下产生较大力度的反溅,反溅削弱金属液柱底端,并不断冷却金属溶液,甚至带走部分金属溶液,进而喷溅到喷嘴内壁处,造成喷嘴内环烧蚀,使得雾化操作不断恶化,最终导致失败[16−17]。因此,要解决堵嘴问题必须改变喷嘴形式,使得高压雾化时形成的水汽可以顺利从雾化通道中排出,防止气囊的形成[18−19]。为此,我们设计了一种新型的敞开式喷嘴。 敞开式喷嘴的使用必须配合其工装,其整个雾化系统如图1及图2所示。
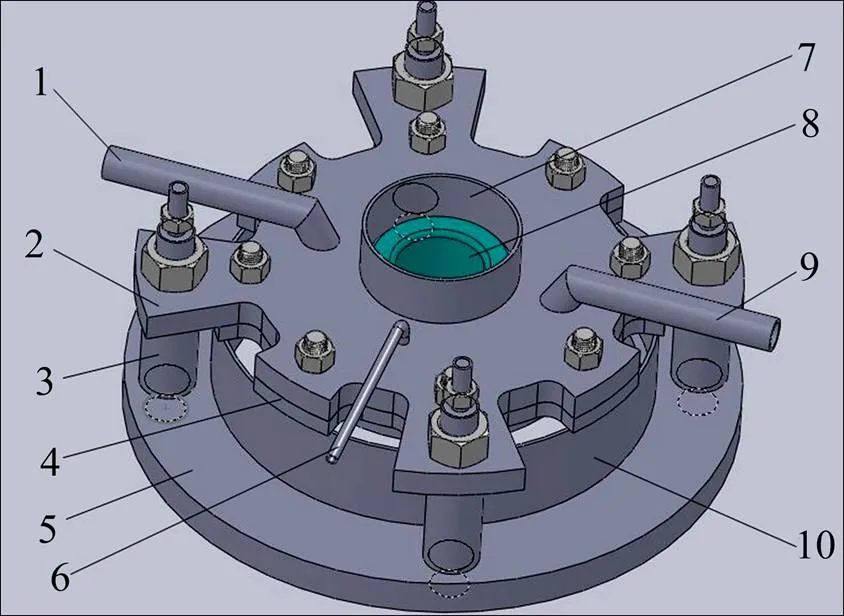
图1 敞开式喷嘴系统示意图
工作时,熔融金属液通过石墨环形成的通道流下,被经敞开式喷嘴喷出的水流雾化为金属粉末,雾化过程中产生的水汽则通过喷嘴与工装形成的8个通道溢出,以此来防止气囊的形成,进而达到防止堵嘴的 目的。
1.2 敞开式喷嘴配件
在敞开式喷嘴系统中,除了花瓣式喷嘴(由喷嘴盖及喷嘴组成)之外,其相关配件也缺一不可,主要配件及作用如下所述。

图2 敞开式喷嘴系统剖面图
1.2.1 坩埚板
坩埚板用于支撑坩埚,将坩埚与喷嘴隔离开来,有效隔离热源,防止喷嘴过热而粘连金属液;另外,坩埚板还能防止花瓣式结构溢出的水汽接触高温坩埚而导致炸裂。
1.2.2 石墨环
高温金属液通过石墨环形成的通道流下,即便由于坩埚的晃动或者高频炉浇注位置的改变而导致高温金属液流溅到环形通道上,金属液也不会粘连在石墨环上,这样可以防止金属液堵塞喷嘴的内部通道。
1.2.3 挡圈
在敞开式喷嘴结构中有两个挡圈,挡圈1位于坩埚板与喷嘴之间,挡圈1的设置两个原因:一是防止高温金属液接触空气而发生氧化,二是防止由花瓣形结构溢出的水汽接触高温熔融金属液而导致炸裂;挡圈2位于喷嘴与底座之间,挡圈2的主要作用是防止雾化后产生的金属粉溅出喷嘴而产生不安全因素。
1.2.4 测压管
测压管的设置配合压力传感器使用,可以随时监测喷嘴中的压力,防止压力过高而发生危险。
2 敞开式喷嘴的强度计算
为进行喷嘴结构设计,采用CAE高级非线性有限元分析软件Abaqus对喷嘴结构进行强度校核计算,为结构设计及方案选择提供参考依据。
计算的主要内容包括:1) 对喷嘴整体结构进行强度计算;2) 对喷嘴整体结构进行刚度计算。
按喷嘴的设计要求,喷嘴最大应力值应小于材料的许用应力;喷嘴盖与喷嘴之间的最大间隙应小于0.48×10−3 m,而密封圈处的最大间隙应小于0.25×10−3 m。
2.1 模型
喷嘴模型如图3所示,计算区域结构分为喷嘴盖及喷嘴,喷嘴盖由四个螺栓固定,喷嘴通过4个螺栓与喷嘴盖固定。忽略管路及计算区域结构中不存在应力集中的倒角,建立四分之一周期对称模型,如图4所示。

图3 简化前模型
2.2 材料
喷嘴材料为1Cr18Ni9Ti,其属性如表1所列。

图4 简化后模型

表1 材料属性
2.3 边界条件及载荷
约束条件——喷嘴盖及喷嘴的接触面之间定义为接触,同样将螺栓与喷嘴盖及喷嘴的表面定义为接触。喷嘴盖螺栓固定区域定义为固支约束。
载荷条件——喷嘴盖及喷嘴之间的空腔内施加1.2×107Pa的均布压力载荷,忽略螺栓预紧力。
2.4 计算结果
2.4.1 喷嘴强度计算结果
喷嘴盖应力计算结果如图5所示,在螺栓固定附近倒角处应力为1.33×108Pa,压力作用表面处应力约为0.9×108Pa。喷嘴的应力计算结果如图6所示,内腔压力作用底面倒角处,最大应力值约为1.33×108Pa。

图5 喷嘴盖等效应力图(Pa)

图6 喷嘴等效应力图(Pa)

图7 整体竖直方向变形图(m)
2.4.2 喷嘴刚度计算结果
结构竖直方向变形结果如图7所示,喷嘴盖最大竖直方向变形为0.198×10−3 m,方向向上。喷嘴竖直方向变形为0.112×10−3 m,方向向下。喷嘴盖与喷嘴之间最大间隙为0.28×10−3 m,外径密封圈处同样存在0.18×10−3 m的间隙。
由以上计算结果可见,喷嘴系统强度能够满足服役强度要求,其刚度计算结果的变形量也满足密封 要求。
3 试验条件及结果
3.1 试验系统及工装
试验系统如图8所示,主要由中频感应炉、漏包、雾化喷嘴、高压水泵等组成。将金属原料加入中频感应炉中加热熔化后,注入漏包中,高压水泵输出的高压水经此新型敞开式喷嘴喷出,将金属熔融液流雾化成金属粉末,流入收集桶中[20]。

图8 试验系统示意图
3.2 试验件
试验采用4种不同规格的喷嘴,如表2所列:
对以上4种规格的喷嘴分别进行了雾化压力为6,8及10 MPa三种工况的试验。

表2 喷嘴型号
3.3 试验结果及分析
分别用表2中4种不同规格的喷嘴在不同压力工况条件下制取一炉约50 kg的金属粉末,试验过程中,各种规格喷嘴均未发生堵塞现场,漏包上也没有粘连金属熔融液,对制取的金属粉末进行取样统计,结果如表3所列:

表3 不同规格敞开式喷嘴在不同工况下的雾化效果比较
图9所示为该4种不同规格的喷嘴在不同工况下的雾化效果图。从图9可以看出,对于同一个喷嘴,随雾化压力提高,细粉率显著提高;而对于相同雾化夹角的喷嘴(夹角为36°),32个孔(1号)的雾化效果要明显高于24个孔(2号);对于相同孔数的喷嘴(2号、3号、4号),随雾化夹角增大,在相同雾化压力下,其细粉率有明显提高。而在整个试验中,各种敞开式雾化喷嘴均未发生堵塞现象,在10 MPa水压下,小于50mm的细粉率最高达47%。
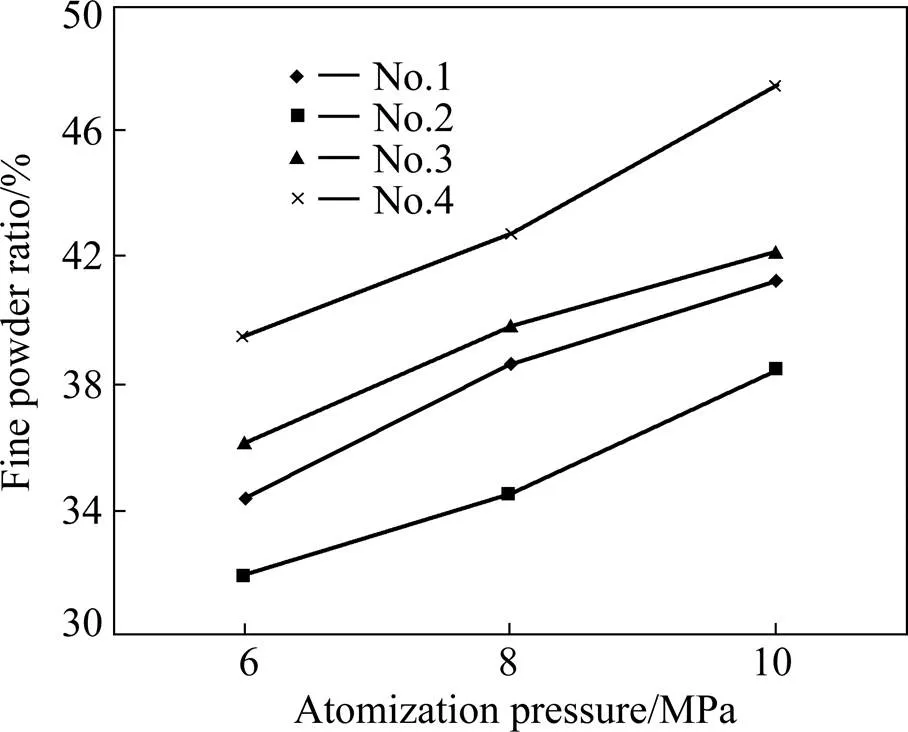
图9 不同规格敞开式喷嘴在不同工况下的雾化效果图
4 结论
1) 新型的敞开式雾化喷嘴,可以有效解决水雾化金属粉末生产过程中出现的堵嘴问题,使得雾化过程可以连续进行。
2) 对于相同雾化夹角及孔数的敞开式雾化喷嘴,其细粉率随雾化压力升高而显著提高;雾化夹角相同,增加孔数可提高其雾化效果;孔数相同,增大雾化夹角可提高雾化效果。
[1] 陈文革, 王发展. 粉末冶金工艺及材料[M]. 北京:冶金工业出版社, 2011, 42−47. CHEN Wenge, WANG Fazhan. Process and Material of Powder Metallurgy[M]. Beijing: Metallurgical Industry Press, 2011, 42−47.
[2] 陈振华. 现代粉末冶金技术[M]. 北京: 化学工业出版社, 2007, 105−106. CHEN Zhenhua. Modern Powder Metallurgy Technology[M]. Beijing: Chemical Industry Press, 2007, 105−106.
[3] 冷丹, 曾克里, 王志勇, 等. 高压水雾化法制备MIM不锈钢粉末工艺研究[J]. 粉末冶金工业, 2015, 4(25): 8−11. LENG Dan, ZENG Keli, WANG Zhiyong, et al. Technology research of MIM stainless steel powder preparation use high pressure water atomization method[J]. Powder Metallurgy Industry, 2015, 4(25): 8−11.
[4] 刘宏英. 超细金属粉制备新工艺研究[J]. 湖南冶金, 2003, 9(31): 19−21. LIU Hongying. New technology research of the preparation of ultrafine metallic powder[J]. Hunan Metallurgy, 2003, 9(31): 19−21.
[5] 刘福平. 环孔雾化喷嘴设计参数的研究[J]. 粉末冶金工业, 2011, 21(1): 40−44. LIU Fuping. Research of design parameters of annular spray nozzle[J]. Powder Metallurgy Industry, 2011, 21(1): 40−44.
[6] 梁荣, 党新安, 赵小娟, 等. 微细金属粉末雾化喷嘴的设计进展[J]. 有色金属, 2008. 02: 36−40. LIANG Rong, DANG Xin’an, ZHAO Xiaoming, et al. The design progress of fine metal powder spray nozzle [J]. Nonferrous Metals, 2008, 2: 36−40.
[7] 傅文玲, 刘鹏. 烟气脱硫用碳化硅喷嘴的国产化探讨[J]. 电力设备, 2007, 8(2): 50−52. FU Wenling, LIU Peng. The localization of silicon carbide nozzle which used for Flue gas desulfurization [J]. Electrical Equipment, 2007, 8(2): 50−52.
[8] 沈英俊. 若干雾化参数的理论简析[J]. 粉末冶金技术, 1995, 13(1): 21−25. SHEN Yingjun, et al. Theory analysis of some atomization parameters[J]. Powder Metallurgy Technology, 1995, 13(1): 21−25.
[9] 赵麦群, 王迪功. 新型环孔雾化喷嘴[J]. 粉末冶金技术, 1996. 11(14): 272−274. ZHAO Maiqun, WANG Digong. A new annular spray nozzle[J]. Powder Metallurgy Technology, 1996, 11(14): 272−274.
[10] 胡春莲, 侯尚林. 雾化喷嘴结构对喷焊合金粉末性能的影响[J]. 材料保护, 2002, 12(35): 53−54. HU Chunlian, HOU Shanglin. The influence on spray welding alloy powder from Spray nozzle structure[J]. Materials Protection, 2002, 12(35): 53−54.
[11] 孙剑飞. 高温合金雾化熔滴的热传输与凝固行为[J]. 粉末冶金技术, 2000, 18(2): 92−97. SUN Jianfei. The Heat transfer and solidification of High temperature alloy atomized droplet[J]. Powder Metallurgy Technology, 2000, 18(2): 92−97.
[12] 陈振华. 金属粉末的雾化问题[J]. 粉末冶金技术, 1998, 16(4): 282−289. CHEN Zhenhua. The atomization of metal powder[J]. Powder Metallurgy Technology, 1998, 16(4): 282−289.
[13] 麻洪秋. 急冷水雾化工艺对金属粉末性能的影响[J]. 粉末冶金技术, 2002, 20(6): 346−349. MA Hongqiu. The influence on metal powder performance from cold water atomization process[J]. Powder Metallurgy Technology, 2002, 20(6): 346−349.
[14] 姚增权, 马进. 简式旋流喷嘴的设计[J]. 电力环境保护, 2002, 18(3): 1−5. YAO Zengquan, MA Jin. The design of simple swirl nozzle[J]. Electric Power Environmental Protection, 2002, 18(3): 1−5.
[15] 钟秦. 燃煤烟气脱硫脱硝技术及工程实例[M]. 北京: 化学工业出版社, 2002, 1518−1522. ZHONG Qin. Technology and Engineering Examples of Coal-Fired Flue Gas Desulfurization and Denitration[M]. Beijing: Chemical Industry Press, 2002, 1518−1522.
[16] 李川, 王时龙, 钟增胜, 等. 渐开线雾化螺旋喷嘴的喷射型面几何模型[J]. 农业机械学报, 2007, 38(6): 75−78. LI Chuan, WANG Shilong, ZHONG Zengsheng, et al. The geometric model of the injection profile of involute atomization spiral nozzle[J]. Transactions of the Chinese Society of Agricultural Machinery, 2007, 38(6): 75−78.
[17] 陈平, 刘福平. 雾化制粉用喷嘴的改进[J]. 金属材料与冶金工程, 2009(4): 46−49. CHEN Ping, LIU Fuping. The improvement of atomized powder nozzle[J]. Metal Materials and Metallurgy Engineering, 2009(4): 46−49.
[18] 李兆东, 王世和, 王小明, 等. 湿法烟气脱硫旋流喷嘴喷雾角试验研究[J]. 华东电力, 2005, 33(10): 12−14. LI Zhaodong, WANG Shihe, WANG Xiaoming, et al. Experimental study on the spray angle of wet flue gas desulfurization swirl nozzle[J]. East China Electric Power, 2005, 33(10): 12−14.
[19] 刘乃玲, 张旭. 螺旋型喷嘴液滴分布特性及液滴直径经验公式的拟合[J]. 实验流体力学, 2006, 20(3): 8−12. LIU Nailing, ZHANG Xu. The fitting of droplet distribution characteristics and droplet diameter empirical formula of spiral nozzle[J]. Journal of Experiments in Fluid Mechanics, 2006, 20(3): 8−12.
[20] 于朝清, 徐永红, 章应, 等. 金属雾化制粉技术现状[J]. 电工材料, 2010(2): 9−17. YU Zhaoqing, XU Yonghong, ZHANG Ying, et al. The status quo of metal atomization powder technology[J]. Electrical Engineering Materials, 2010(2): 9−17.
(编辑 高海燕)
Open type water atomizing nozzle
ZHONG Weicong, LIU Dan
(Xi’an Aerospace Yuan Dongli Engineering Co., Ltd, Xi’an 710100, China)
Water atomization nozzle is the key equipment that influences the production of metal powder by water atomization method. The fine powder ratio prepared by using conventional nozzle can be improved by increasing the atomization angle and the atomization pressure, but the problem of nozzle clogging occurs frequently, which leads to the suspension of atomization process. In the present work, the mechanism of nozzle clogging was analyzed, based on which a new open-type water spray nozzle was proposed. The strength calculation and atomization test were carried out for the newly proposed open-type water spray nozzle. The results show that this new open-type nozzle can effectively prevent the formation of air bag in the process of metal powder production, thus fundamentally solving the problem of nozzle clogging. The fine powder ratio for a single open-type nozzle can also be improved by increasing the atomization angle, the number of holes and the atomization pressure.
atomization; nozzle; atomization angle; strength; nozzle clogging
TF123.112
A
1673−0224(2016)04−652−06
2016−01−04;
2016−04−26
刘丹,工程师,硕士。电话:029-85207144; E-mail:liudan06711@126.com