刀尖圆弧半径补偿在数控车削中应用的技巧和禁忌
2016-03-04高利勇段卓鹏
高利勇 段卓鹏
摘 要:论述了在数控车削加工中,利用刀具半径补偿功能的方法和优点,以及对该功能使用中的技巧和禁忌。
关键词:刀位号;刀尖点;刀尖圆弧半径补偿
DOI:10.16640/j.cnki.37-1222/t.2016.05.027
1 使用刀尖半径补偿的方法
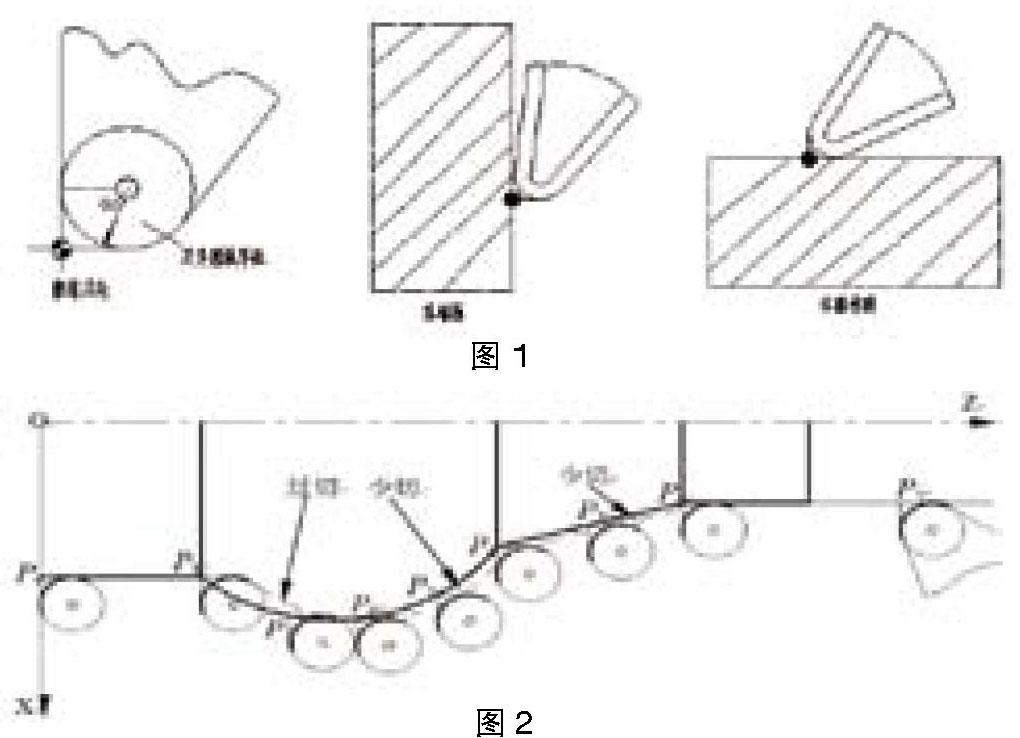
车削轮廓时,刀位点假设为刀尖点,而实际数控车削加工过程中,刀片的刀尖无论多么锋利都不可能为尖点,刀尖点处必须有圆弧都存在。这个小圆弧一是可以增强刀片的强度,二是可以改善加工工件的表面加工质量。正是由于刀尖圆弧的存在,在数控车床的X向和Z向(图示1)对刀时所获得的刀尖理想位置是一个假想刀尖。在切削端面或者圆柱面时不存在误差。而在加工锥面或圆弧面时,理想的刀具点与实际切削点在数控车床的X向、Z向都存在误差(图示2),就会产生过切或者欠切情况。如图2理想刀尖点P在编程进给轨迹为P1-P9实线表示,而刀尖圆弧实际走刀轨迹如图中虚线,造成加工过程中误差。而在切削圆锥面过程中,实际刀尖切削点始终为一个点,但是这个点和刀尖理想点不是相同的一点,所以加工圆锥面时,刀片的刀尖圆弧半径会造成工件加工表面产生相对的加工误差,进而影响到所加工圆锥面尺寸的精度。由于数控系统自身拥有刀尖圆弧半径自动补偿的功能。必须运用数控系统刀尖半径补偿功能(G41/G42)指令来补偿刀尖圆角给加工带来的误差。
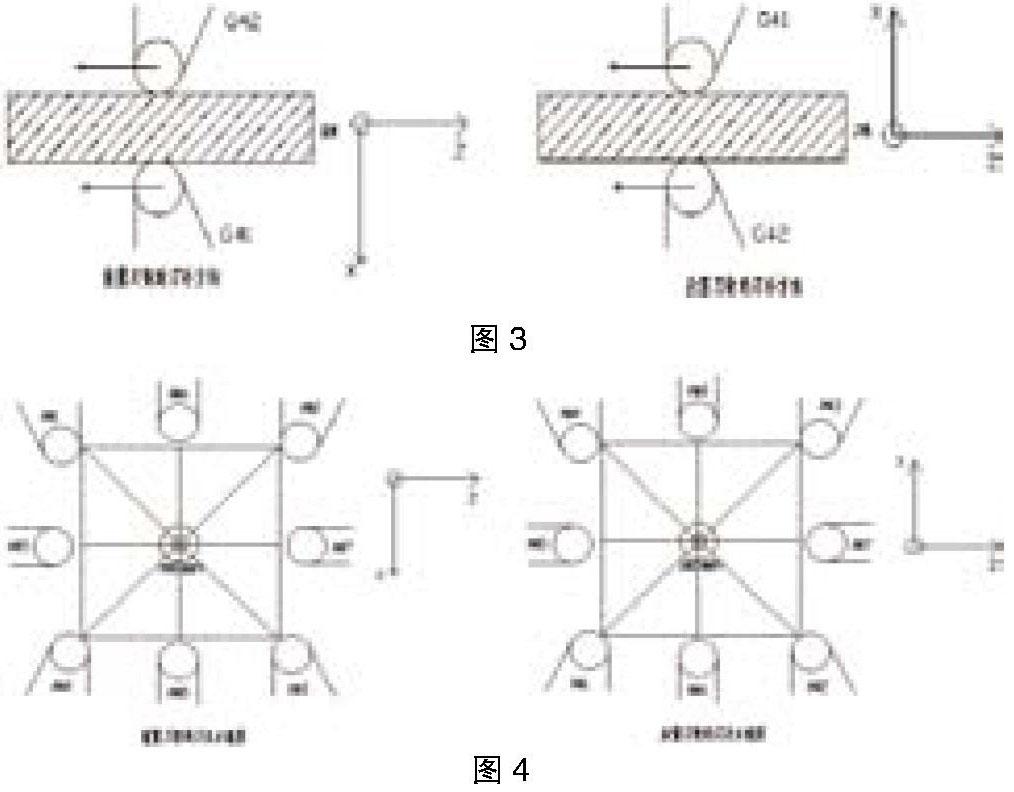
刀具半径补偿功能(G41/G42)使刀具自动沿着轮廓方向偏置一个刀尖圆弧半径值(图3)
G41----左补偿(沿着加工方向看,刀具位于工件左侧时为左补)
G42----右侧偿(沿着加工方向看,刀具位于工件右侧时为右补)
G42----取消刀补
2 使用刀尖半径补偿的技巧和禁忌
(1)数控机床的前置刀架与后置刀架的刀补方向和假想刀尖方位有一定的区别,如图3。
(2)数控机床的前置刀架与后置刀架的不同形状的刀具假想刀尖方位也有区别,刀位共有9个位置,各种假想刀尖编程时,刀尖号1-8;当用假想刀尖圆弧中心编程时,刀尖号为0或者9.如图4。
(3)使用时在程序的起刀程序中,进行刀具的偏置过度动作,建议这段程序中不要切入被加工工件的表面轮廓,以免产生工件产生过切。
(4)数控补偿指令G41,G42,G40的用法,必须跟在程序语句的直线段上,否则会出现数控系统报警的信息程序语法错误。(例如:G42 G01 X200 Z100 是正确的,G42 G02 X200 Z100 R15 是错误的。)
(5)数控操作面板上的刀具补偿页面内,必须输入对应的刀尖圆弧半径值,这样数控系统才能自动计算应该补偿的移动量,从而作为刀尖圆弧半径补偿的根据。
(6)在操作面板的刀具补偿页面内,必须输入对应刀具补偿的假想刀尖刀位号码,这样才能作为刀尖圆弧半径补偿的根据。
(7)刀尖圆弧半径补偿的指令G41,G42。程序中在Z向的过度直线距离必须大于刀尖圆弧半径(如 刀尖半径圆弧为0.8MM,则Z轴移动距离必须大于0.8MM) ;程序中在X向的切削动作量必须大于2倍刀尖圆弧半径值(如 刀尖半径圆弧为0.8MM,则X轴的移动距离必须大于0.8×2=1.6MM,因为X轴数控车床用直径值表示)。
3 刀尖圆弧半径补偿的意义
刀尖圆弧半径补偿在数控车床加工工件过程中,对于图纸技术要求较严格的工件,必须使用数控系统中刀尖圆弧半径补偿功能,这样大大提高了工件的数值精确度。而且使用刀尖圆弧半径补偿功能还可以简化加工的程序内容,即按工件的轮廓尺寸编制加工程序,而不用考虑刀尖圆弧半径对加工中影响,在程序编制的方面更为简单和容易,可以节省大量时间。生产同规格的零件,使用了刀尖圆弧半径补偿的企业能够节约更多生产时间,对于提高生产企业的竞争力是有重要意义的。
参考文献:
[1]FANUC Series 0i-MC 操作说明书[Z].北京:北京发那克机电有限公司,2004.
[2]王爱玲.现代数控编程技术及应用[M].北京:国防工业出版社, 2002.
[2]郎一民.数控车削编程技术[M].北京:中国铁道出版社,2010.
作者简介:高利勇(1988-),男,山西阳高人,本科,研究方向:机械设计与制造。
