焊缝裂纹缺陷的磁粉检测自动识别方法研究
2016-03-02杨志军刘延雷陈德姝刘玉琢
杨志军,陈 亮,刘延雷,陈德姝,刘玉琢
(1.东北石油大学,大庆 163318;2.杭州市特种设备检测研究院,杭州 310003)
0 引言
在现代的工业制造领域中,焊接是一种被广泛应用于的基础工艺方法,而焊缝的质量直接决定了未来工件的使用周期。因此检测工作者最急切关心的问题是如何准确可靠的对焊缝进行检测和评价。目前针对焊缝的常规检测方法中,磁粉检测凭借具有高灵敏度、检验速度快、成本低、工艺简单等诸多优点,在检测焊缝方面起着重要的作用[1]。但是现行使用中仍然采用人工目测进行焊缝的缺陷识别,容易导致工作人员的劳动强度大、漏检率高。为了提高检测结果的可靠性,减少人工评定差异。本文提出了一种焊缝裂纹缺陷的磁粉检测自动识别方法。
在实验室条件下,建立了焊缝的磁痕图像采集系统,应用现代图像处理技术开展了焊缝的磁痕图像复原、裂纹缺陷的筛选和识别的算法研究,理论上可以对焊缝的缺陷位置、数量和长度的可视化,实现焊缝缺陷的自动识别。
1 焊缝磁痕图像采集系统
焊缝的磁痕图像采集系统分别由交叉磁轭、磁悬液喷淋结构、照明和CCD相机构成。图像采集系统流程图(如图1所示)。
在实验室的条件下,将试件放入焊缝的磁痕图像采集系统工作台中。焊缝上的缺陷方向常常无规律,为了防止磁化不完整而出现的漏检,我们采用交叉磁轭方法旋转磁场将工件表面的磁化[2]。由于磁场会在工件表面的缺陷处溢出,磁粉会在溢出磁场处形成缺陷状磁痕,所以设计了磁悬液喷淋结构,让缺陷的形态特征在试件上显现出来。通过高分辨率CCD摄像机、图像采集卡等将已经处理的试件摄影拍片,使其转换为数字图像在计算机上存储显示,以方便于更好的数据记录和后期的图像处理[3]。采集后的图片(如图2所示)。
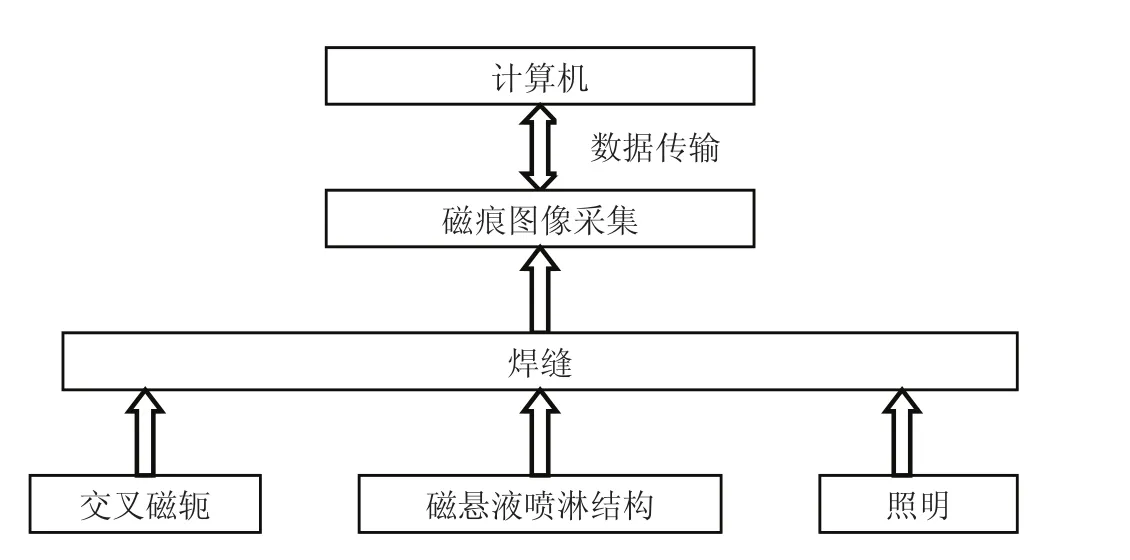
图1 焊缝的磁痕图像采集系统流程图

图2 焊缝缺陷采集图片
2 焊缝磁痕图像复原研究
图像复原是主要目的是改善图像的质量,尽可能提高与真实图像的逼近度。它的中心思想是分析图像退化的原因,根据相应的退化模型修复模糊图像,提高图像的清晰度。在实际检测时,由于工况复杂常常伴随采集系统与焊缝之间的抖动造成了图像模糊,而我们需要较为清晰的、质量高的缺陷图像[4]为后续的缺陷识别研究打下良好的基础。
本文针对焊缝的磁痕模糊图像,建立了图像匀速直线运动退化模型,通过系统的辨识方法对磁痕图像的运动模糊方向和尺度进行鉴别,估计出点扩散函数(点扩散函数的精确度直接影响着图像复原的效果)。然后根据图像退化的逆过程,采取Richardson-Luey迭代非线性恢复算法复原出与原始图像相近的图像,并且随着迭代次数的增多,磁痕图像能够获得相对较好的结果。焊缝的磁痕恢复图像(如图3所示)。

图3 焊缝的磁痕恢复图像
3 焊缝的裂纹缺陷提取
形态学主要目的是研究图像形态的几何特征。它的基本思想是用具有一定形态的结构元素去度量和提取图像中的对应形状以达到对图像分析和识别的目的[5]。图像分割是按照一定的原则将一幅图像或景物分为若干个特定的、具有独特性质的部分或子集,依据图像亮度值的不连续性和相似性,将图像中感兴趣的目标提取出来。在本文中,首先要把采集到的裂纹磁痕图像进行图像预处理,然后采用类似形态学梯度运算,能够很好的保留裂纹缺陷基本的形状特性并除去不相干的结构。再利用阈值分割将缺陷与背景区分出来。
本文借鉴了灰度形态学梯度的思想,采用了类似形态学梯度的运算方法,能够把焊缝缺陷的形态特征完整的保留下来。经过形态学的梯度运算,得到运算结果,可以避免整幅图像因灰度不均造成的目标亮暗不均的问题。我们常常把裂纹缺陷作为局部亮灰度值像素聚集成的线条,因此选取合适的结构元素,可以很好的兼顾了裂纹形态特征。实现了将焊缝图片中与裂纹缺陷无关的部分进行消减或去除掉(如图4所示)。
为便于分析,将灰度形态学梯度的核心运算记为F:

类似形态学梯度的核心运算记为F'

图4 焊缝的形态学梯度图

其中:f为缺陷预处理后的灰度图像;
b为选取的结构元素。
本文采用ostu自适应阈值算法,用于分割裂纹缺陷和背景,采用此方法提取的裂纹缺陷,计算简单,缺陷边缘具有一定的连续性,保存了更多的裂纹缺陷的原始细节,并且可以方便了后续的缺陷特征提取工作[6](如图5所示)。

图5 Ostu阈值分割图
4 焊缝的裂纹缺陷筛选
本文的裂纹缺陷筛选是根据缺陷的形态特征,提取出一组能够识别裂纹缺陷的特征参数。通过这组参数来对图像区域进行比对筛选,并最终得到裂纹缺陷图像。
观察工件表面图像,裂纹缺陷具有形状如下特点:
a)在局部范围内亮度较高,即灰度值较大;
b)呈细条状,长宽比较大;
c)一般不会表现为直线状,有一定的弯曲度;
d)平滑性较好,具有自然的连续性[7]。
判断一个连通域是否为裂纹缺陷,一般首先从形状做出判断,通过应用不同的特征参数对焊缝上的裂纹的形状特征进行描述区分。本文采用了裂纹的圆形度、长度、长宽比、平均宽度四个特征参数来描述裂纹的形状,统计图像中的所有连通域的这四组特征参数,将不符合裂纹特征的连通域定义为伪裂纹区域,应用这种方式将裂纹和伪裂纹进行区分并将伪裂纹进行清除(如图6所示)。
将裂纹的圆形度、长宽比、平均宽度分别记为R、T、D:

图6 裂纹缺陷图像

式中,S为连通域的面积;
L为连通域的周长;
l为连通域长度;
a为连通域内像素点个数。
5 裂纹缺陷的识别研究
经过前期的图像预处理,图像分割和裂纹筛选等过程,完成了焊缝裂纹的缺陷提取。但在实验中发现,图像在缺陷提取中进行大量的数学运算必然存在信息的损失,并且在数字空间中进行的形态学变换运算与连续空间中的变换处理可能存在着某些图像边缘畸变现象,造成缺陷信息的损失。本文采用形态学修复的方法,先去除可能存在的噪声干扰,再利用区域生长的方法修复裂纹的边缘,使裂纹缺陷图像与焊缝裂纹原始样貌更为贴近(如图7所示)。

图7 裂纹修复图像
最后将修复后的缺陷图像送入缺陷识别系统中,系统对焊缝的缺陷进行标记,并且在图像上对每个连通域用红色数字标注并显现出来。针对裂纹的缺陷特点,采用了8连通判别方法对图像中的连通域分配相应标号[8],这种方法能将所有的缺陷用不同数标标记,并且能够记录下每条裂纹缺陷的所在位置信息(如图8所示)。然后统计出每条裂纹相对长度(如表1所示),并进行在线记录存档。通过标记后的裂纹缺陷图像和相应信息表格使工作人员能够快速直观的识别裂纹缺陷、了解工件表面及近表面的缺陷状况,方便了数据的存储和记录,加快检测速度,提高工作效率。

图8 裂纹标记图像

表1 缺陷统计
本文研究的识别方法可以直接观测缺陷图像中裂纹形态,并对每条裂纹缺陷的状况和形态等的信息进行记录和存档,方便工作人员统计。
6 结论
本文针对焊缝裂纹缺陷尝试性开展了焊缝裂纹磁粉检测缺陷识别方法研究,得出了以下几个方面的结论:
1)建立了焊缝的磁痕图像采集系统,将焊缝上的磁痕转换为计算机识别的数字图像;
2)针对焊缝的磁痕模糊图像进行了复原研究,为后续的缺陷识别研究打下良好的基础;
3)提出了基于数学形态学的图像分割算法,采用类似形态学梯度的方法和ostu自适应阈值分割提取出焊缝上的裂纹缺陷。同时依据裂纹的缺陷形态特征,对焊缝裂纹缺陷图像进行了比对筛选;
4)采用了8连通判别方法对裂纹缺陷进行标记,记录下每条缺陷的所在位置信息,统计出每个连通域的长度等有效信息并进行在线记录存档。实现了焊缝裂纹缺陷的自动识别。
[1] 刘宝君,汪洪九,曾琳.磁粉检测在压力容器检验中的运用特点分析[J].无损检测,2014,10(6):315-317.
[2] 孙志勇.低温环境下球罐磁粉检测灵敏度的研究应用[J].石油化工设备,2009,S1:58-60.
[3] 曹强.筒形零件内表面圆周方向缺陷的磁粉检测[J].无损检测,2015,07:85-88.
[4] 贾宝华.运动模糊图像恢复算法的研究与实现[D].北方工业大学,2010.
[5] ALAKNANDA, ANAND R S, KUMAR P,et al.Flaw detection in radiographic weld images using morphological approach [J]. NDT&E International,2006,39:29~33.
[6] L. Dragu, O. Csillik, C.Eisank et al. Automated parameterisation for multi-scale image segmentation on multiple layers[J]. ISPRS Journal of Photogrammetry and Remote Sensing, 2014, 88.
[7] 李尧.系泊链全环磁粉自动检测装置设计[D].上海:上海交通大学,2010:2-10.
[8] 黄涛.全自动荧光磁粉探伤中目标识别图像处理技术研究[D].南京:南京理工大学,2012:245-255.