基于UG&VERICUT一体化数控仿真加工平台的研究*
2016-02-24曹忠亮孙文才
曹忠亮,孙文才
(1.齐齐哈尔大学 机电工程学院,黑龙江 齐齐哈尔 161006;2.中国三峡集团,成都 610023)
基于UG&VERICUT一体化数控仿真加工平台的研究*
曹忠亮1,孙文才2
(1.齐齐哈尔大学 机电工程学院,黑龙江 齐齐哈尔161006;2.中国三峡集团,成都610023)
摘要:论文结合UG的三维建模功能和VERICUT三维运动仿真功能,构建了UG&VERICUT数控仿真虚拟加工平台,利用UG中的CAD模块建立了数控仿真机床、被加工对象及毛坯的参数三维模型,同时实现在CAM模块中完成了对被加工零件的刀具轨迹生成,并运用后处理模块生成了可被机床直接执行的数控G代码;在VERICUT环境里,创建机床三维仿真运动结构,机床各部分结构以及被加工对象的STL模型都由UG输出并导入VERICUT中,同时调入数控加工G代码的,实现了数控加工过程动态仿真,对刀具轨迹了正确性进行验证,并同时进行加工质量检验,实现了数控加工的动态仿真和加工过程的检验的一体化全过程,保证了数控程序的正确性,从而缩短生产时间,提高生产效率。
关键词:UG;数控仿真;VERICUT;模拟加工
0引言
数控技术水平的高低是衡量一个国家制造业能力的重要标志。随着计算机辅助设计与制造技术(即CAD/CAM)的不断发展,数控仿真技术也已经成为数控领域中一个非常重要的研究方向[1-3]。目前美国等发达国家都已形成由高校、研究所、政府等组成的多层次研究组织,例如:美国Maryland大学的CIM实验室、美国Chicago虚拟现实研究所等[4-5]。通过对虚拟零件的模拟加工,能检验出在实际加工中可能遇到的各种问题和错误,因此数控仿真技术能降低生产成本,降低产品的开发周期,提高企业的生产效率。本文利用了一款功能非常强大的数控机床仿真与分析软件VERICUT与三维软件UG相结合,建立了虚拟的三轴立式铣床及其刀具库,并利用其完成了典型零件的仿真三轴加工平台的设计。
1机床模型建立及程序生成
1.1机床模型建立
在VERICUT中有两种方法构建机床。一种是通过VERICUT自身的简单建模工具建立机床模型,另一种则是使用其他建模软件先建立好机床模型,再将机床模型文件导出VERICUT可以接受的文件格式。又由于VERICUT自身环境下的三维模块不是很强大,仅仅只能定义例如Block(立方体)、Cone(圆锥体)、Cylinder(圆柱体)三类简单形状模型及其组合的一般复杂模型。但是为了与现实加工的机床保持一致性,需要建立模拟实际情况下的机床,所以对于机床中的各模型形状都比较复杂,因此我们先利用UG强大的三维建模功能完成虚拟环境下机床的实体模型的建立,然后将建好的机床模型文件导出为.stl格式文件,并导入VERICUT用以构建所需的机床。
本文选定采用立式微型数控铣床如图1为模型建立了机床床身尺寸(长×宽×高)为2946mm×2000mm×2032mm,图2为UG环境下的立式微型数控铣床图。机床的加工过程为:加工零件通过卡具固定在工作台上能实现X轴与Y轴两个方向的进给运动;将铣刀装夹在主轴箱上,能够沿着Z轴方向进行运动,从而实现对毛坯铣削加工,表1为数控铣床的主要技术参数。
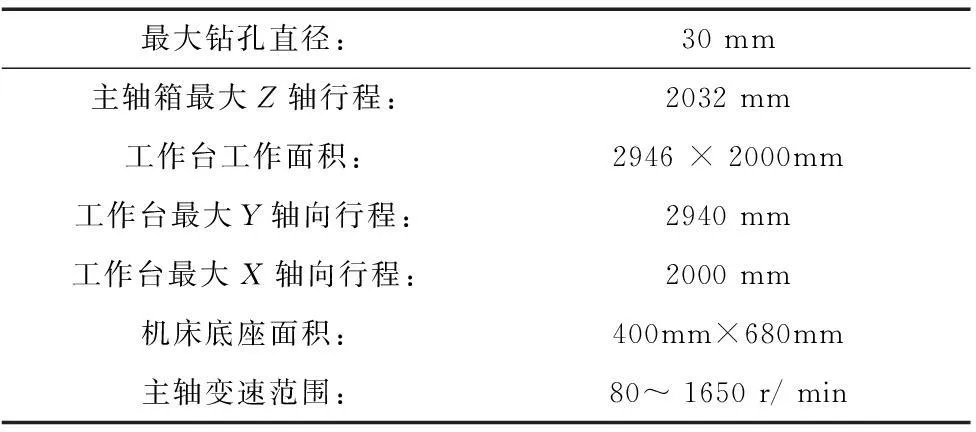
表1 数控铣床的主要技术参数

图1 立式微型数控铣床图
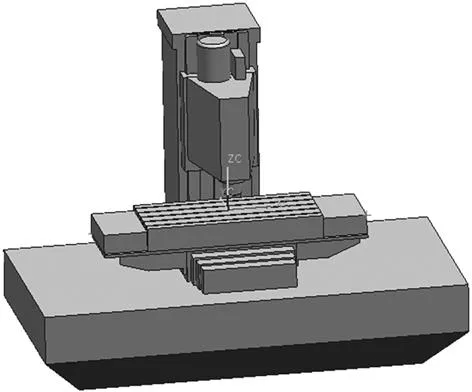
图2 UG环境下的立式微型数控铣床图
1.2数控程序自动生成
数控编程作为数控机床加工阶段最重要的内容之一,通过分析零件图样来确定加工工艺;通过计算走刀轨迹来确定到位数;编写和校对数控加工程序和首件的适切[6-7]。
(1)UG出现了加工界面如图3所示,选择创建程序按钮,在创建程序对话框中输入程序名称,加工需要粗加工和精加工,所以我们分别创建两组加工程序分别名命为粗加工和精加工,然后单击确定。
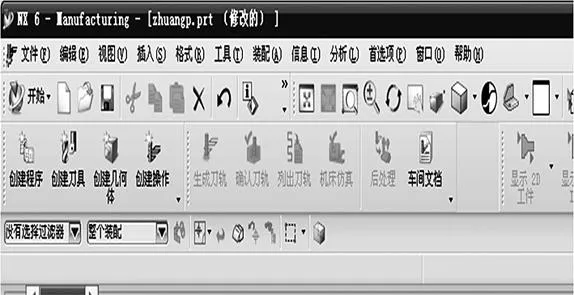
图3 加工界面图
(2)在加工界面的左侧选择操作导航器—程序顺序对话框,单击鼠标右键选择几何视图后在操作界面上出现操作导航器—几何对话框,然后选择机床坐标,这样机床坐标系就完成了。
(3)在操作导航器—加工方法中选择已经建立好的操作,单击右键选择后处理系统会弹出个后处理对话框如图4,在后处理的对话框中的后处理器中选择加工方法。然后对后处理的文件进行命名并保存,由于UG软件加工默认的是英寸,所以进行后处理操作注意转换数据格式,在后处理对话框中的设置中选择毫米,单击应用并确定就可以查看我们所生成的程序文本如图5所示然后选择确定直到后处理操作完成。

图4 后处理对话框图
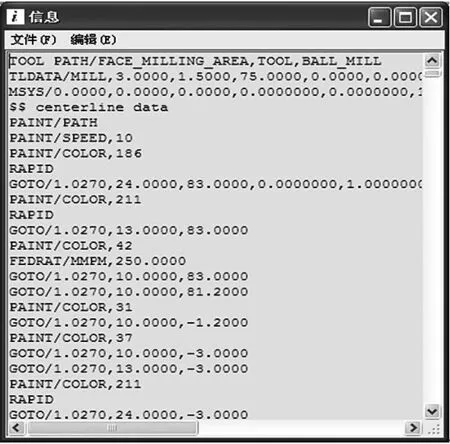
图5 程序文本图
2VERICUT 虚拟环境
2.1三维模拟机床及仿真过程
下面先输出机床床身,即在仿真过程中不运动的部件。选择文件—导出—stl命令,弹出对话框,这里可以设置输出模型的公差,公差的大小会影响stl文件的大小。完成机床模型输出后,接下来将输出的模型导入VERICUT[8-9]。图6为在VERICUT环境下建立机床后的组件树对话框,图7为VERICUT下数控加工仿真的总体流程,表2 为VERICUT下的模型文件名类型。
在模拟加工过程中,可以把VERICUT集成在UG软件中,打开vericut安装目录,在\windowscommands下找到 ugv_nx.bat,把其发送到桌面,双击ugv_nx.bat图标,进入加工模块,你会发现工具栏多了一个图8所示的图标。

图6 组件树对话框图
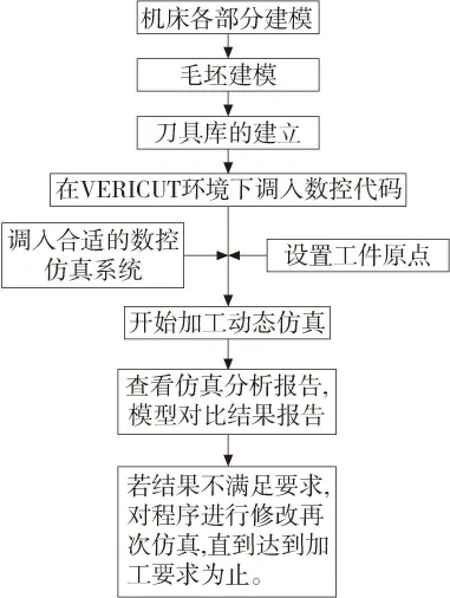
图7 VERICUT下数控加工仿真的总体流程

VERICUT下的模型文件名床身.stl横梁.stl竖梁.stlZ轴.stl刀具.stl卡具.stl毛坯件.stl零件.stl
图8 vericut 在UG环境中的图标
这就是一个UG里的vericut图标,选中需要进行仿真的刀具轨迹,点击加工操作导航器中vericut图标,弹出的对话框中设置基本的参数,比如加工毛坯,模型等等,点击确认按钮,就可以打vericut软件,然后就可以加工仿真[10-11]。
2.2刀具的参数化
因为NC代码不像刀具源文件一样包含刀具形状、尺寸的描述,因此必须在vericut中建立刀具库(.tls)文件,并进行合理的参数设置;同时可以建立优化刀具库(.olb)文件。
图9为打开任意一个刀具记事本的“.tls”文件。从图中程序信息我们可以发现,记事本文件中包括刀具型号和名称、加工工序名称、刀具用途、刀具尺寸的描述等加工过程中的所有信息。本文采用运用VC开发工具,对VERICUT中的刀具部分进行二次开发,把加工过程中所有用到的刀具的信息与刀具库建立一种数据关联,通过刀具信息的编辑公式就可任意设置刀具,便于对刀具的替换和修改,最后将这些信息保存成“.tls“文件更加方便保存。

图9 刀具基本信息图
3实例验证
VERICUT软件可对ApT刀位轨迹和G代码刀位轨迹文件的模拟。ApT代码文件由CAM系统输出。这种代码是中间过渡性文件,不能被数控机床直接调用。在应用于数控机床加工前,须经后置处理转化成包含所使用数控机床特定G代码格式的文件,VERICUT软件中可实现代码转换以提高程序对数控设备的适应性。
在UG的加工环境中创建加工程序,选择合理的刀具,选择加工方式生成NC程序后刀具轨迹如图10所示。
将从UG中构建好的毛坯模型的输出文件.调入到VERICUT软件中,将毛坯在机床上放置好,选定好合理的坐标系,然后调取加工工序对应的刀具进行模拟加工。仿真加工的过程与加工所完成零件如图11和图12所示。
VERICUT中验证加工精度一般有两种方法:第一种在VERICUT的工具栏选择分析—测量进行人工测量:第二种在组件树中选择附属键按钮,系统自动弹出对话框选择工具栏中的分析—自动比较进行测量,在本文设计中选择自动对比测量,在菜单中选择过切和残留的颜色,设置后的形式如图13所示。

图10 UG环境下仿真轨迹图
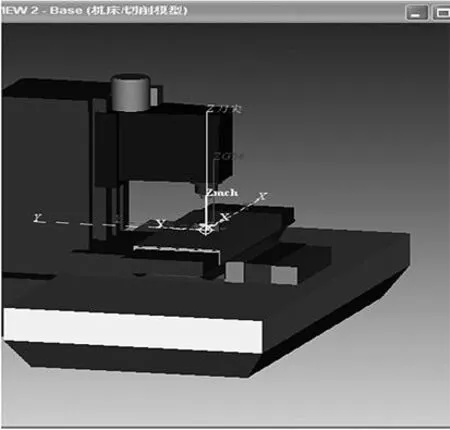
图11 机床模拟加工过程图
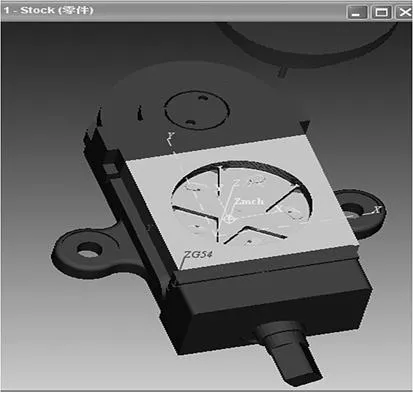
图12 工件装卡图

图13 设置完的自动比较对话框图
4结束语
本文通过以上的设计工作,可以证明了利用UG和VERIUT仿真软件构建数控仿真平台是一种行之可效的方法。从更广泛的应用上讲,该方法设计灵活,设计范围宽,可操作性大,尤其在刀具库的建立过程中,引入了参数化建模,可以大大缩短设计时间,容易验证加工程序的正确性,提高加工效率。该项技术在实际加工过程中有很强的经济性和实用性,具有一定的应用前景。
[参考文献]
[1] 刘伟达,刘剑雄,刘美珍.虚拟制造在实际工程中的应用[J].机械工程与自动化, 2005(2):21-23.
[2] 李云龙,曹岩.数控机床加工仿真系统VERICUT[M]:西安:西安交通大学出版社,2005.
[3] CGTech. Optimize NC programs[EB/OL]. http://www.cgtech.com,2015-02-20.
[4] 程萍.基于OpenGL的数控车削仿真系统的研究[D].兰州:兰州理工大学,2007.
[5] 乔咏梅,张定华,张淼,等. 数控仿真技术的回顾与评述[J].计算机辅助设计与图形学学报,1995,7(4): 311-315.
[6] 王学慧,冯明军,刘世成. 基于VERICUT的虚拟机床建模与应用[J]组合机床与自动化加工技术,2008(7):22-24.
[7] 陈杰,迟永刚,刘梅,等.基于VERICUT的数控加工运动仿真[J].机械设计与制造,2009(7):192-194.
[8] 刘卫,王亚平,李宏伟,等.VERICUT在数控加工优化中的研究与应用[J].计算机应用研究,2004(7):66-67.
[9] 王亚平,刘卫,王太勇,等.基于VERICUT的数控加工仿真及优化的应用[J].组合机床与自动化加工技术,2004(3):31-35.
[10] 王虎奇,张健,唐清春.基于VERICUT7.0五轴双摆头机床建模和仿真的研究[J].组合机床与自动化加工技术,2014(6):12-15.
[11] 朱铭,苏铁熊,张艳岗.基于pro/E&VERICUT的曲面加工仿真及优化[J].组合机床与自动化加工技术,2013(10):105-107.
(编辑李秀敏)
申请优先审稿须知
为振兴我国机械装备制造业,弘扬民族科学文化精神,提升期刊质量,本刊从即日起,凡是符合本刊报道范围且同时受到“国家863计划资助项目”、“国家自然科学基金资助项目”、“国家重点科技攻关资助项目”等国家级基金资助项目的原创论文,可申请优先审稿,一经录用,优先发表,欢迎业内人事、专家、学者踊跃投稿(来稿注明:“优先审稿”字样)。
注:1.本刊正常审稿时间一般为一个月,优先审稿时间为15-20天;
2.本刊正常发表文章周期为采用后7-10个月,优先发表文章周期为7-9个月。
——本刊编辑部
Research on Integration of CNC Machining Simulation platform Based on UG & VERICUT
CAO Zhong-liang1,SUN Wen-cai2
(1.College of Mechanical Engineering,Qiqihar University, Qiqihar Heilongjiang 161006,China;2.China Three Gorges Corporation,Chengdu 610023,China)
Abstract:Through combining with 3d modeling function of UG and three-dimensional motion simulation function of VERICUT,UG&VERICUT NC simulation virtual processing platform is constructed. Simulation of nc machine tools is established based on the UG CAD module, the processed object and the parameters of the blank 3 d model, and module is completed for the tool path of processed spares in the CAM, and using the post-processing module generated can be directly executed machine tool CNC G code; the movement simulation of machine three-dimensional structure is created in vericut environment, in all parts of machine tool structure and the STL model of the object being processed by UG output and imported into the vericut, transferred to nc machining of the G code at the same time, the dynamic simulation of nc machining process, the tool path was verified, and processing quality inspection at the same time, the whole process dynamic simulation and machining process of NC machining verification of integration, which ensures the correctness of NC program, so as to shorten production time and improve production efficiency.
Key words:UG; numerical simulation; VERICUT; simulation of machining
中图分类号:TH164;TG65
文献标识码:A
作者简介:曹忠亮(1983—),男,达斡尔族,黑龙江齐齐哈尔人,齐齐哈尔大学讲师,博士研究生,研究方向为CAD/CAM,虚拟制造与数控加工仿真方面的技术研究,(E-mail)caoliang-8302@163.com。
*基金项目:齐齐哈尔市科技局项目(GYGG-201316);齐齐哈尔大学教学教研项目(2014076)
收稿日期:2015-03-19;修回日期:2015-04-19
文章编号:1001-2265(2016)01-0127-04
DOI:10.13462/j.cnki.mmtamt.2016.01.035
