CT6-4B硫磺回收催化剂在回收装置应用上的性能研究
2016-02-15陆惟覃越郭麒麟柴笑中国石油西南油气田公司四川江油621700
O 陆惟 覃越 郭麒麟 柴笑(中国石油西南油气田公司 四川江油 621700)
CT6-4B硫磺回收催化剂在回收装置应用上的性能研究
O 陆惟 覃越 郭麒麟 柴笑
(中国石油西南油气田公司 四川江油 621700)
CT6-4B型催化剂在川西北气矿天然气净化厂硫磺回收装置上的应用情况。结合硫磺回收装置的工况条件,研究了催化剂各项性能的变化规律。应用实践表明,CT6-4B系列硫磺回收催化剂有较高的催化活性、稳定性和硫转化率。
硫磺回收;催化剂;性能
前言
克劳斯法制硫是目前从含硫天然气及其它含硫气体回收硫的主要方法。对于国内的克劳斯硫磺回收装置而言,普遍存在长周期、高效运转的要求,尤其是硫回收规模较大的装置。随着中坝雷三气藏进入开发后期,天然气气量逐渐下降。川西北气矿天然气净化厂采用加拿大德尔泰公司MCRC硫磺回收工艺,生产能力为:10-25t/d,目前选用中国石油西南油气田公司天然气研究院研制的CT6-4B型制硫催化剂。在2014年~2015年装置低于设计符合工况条件下,催化剂均保持了良好的催化活性、稳定性和硫转化率。
一、硫磺回收装置工艺
本厂硫磺回收装置采用部分燃烧法将原料气中脱除的含硫富酸性气体(H2S、COS 和CS2)转化为硫磺,工艺反应原理如下:

工厂采用的MCRC的工艺应用了低温吸附的技术。在过程气硫蒸汽雷点温度下进行反应。H2S和SO2反应的实际转化率接近理论计算值。它是一级常规克劳斯段和MCRC反应段两部分组成的直流法工艺流程。即酸气全部进入反应炉。要求全率。其工艺流程如图1所示,严格配给空气管以使酸气中的全部烃完全燃烧,而H2S仅有1/3氧化生成SO2。使剩余的2/3的H2S与氧化生成的SO2在理想配比下,进行催化转化。反应炉中的高温混合气体烃冷却掺合后进入常规克劳斯转化器(一级)进行常规克劳斯反应并使反应炉内产生的CS2和COS充分水解可以不使用,其中有机硫的水解反应机理为:

由于催化剂CT6-4B具有抗漏氧性能,因此还会发生抗漏氧反应:

二、催化剂使用情况的分析
1.催化剂使用工艺情况
西南油气田公司川西北气矿天然气净化厂硫磺回收装置使用CT6-4B型硫磺回收催化剂从2013年至今已连续使用2年。在2014年至2015年的两年时间里,工厂的原料气处理量呈现出轻微波动状态,酸气量在连续2年内也有一定的波动,但是波动的范围较小;在回收装置酸气量波动的情况下,硫磺产量也随着气量的减少而减小。由此可见在整个催化回收过程中,催化剂体现出了其良好的稳定活性。
2.对催化剂比表面积的影响
单位质量催化剂内外表面积之和叫做催化剂的内表面积,是评价催化剂的重要指标之一。对于催化剂而言,内表面积愈大,活性中心越多,其它的吸附能力越强催化活性也就越强。CT6-4B型催化剂在连续使用两年后的内表面积变化如表2所示。

表2 CT6-4B型催化剂内表面积
由表2中实验数据可以看出,随着催化剂的使用时间不断增加,其催化剂的内表面积也随之逐渐变小。在生产实际中,回收过程气中的H2S和SO2在克劳斯床层进行常规反应。同时也使有机硫在常规克劳斯床层中进行水解,产生的气体在NCRC段进行吸附和再在。因在整个生产过程,床层的反应温度以及催化剂的再生效果对催化剂的内表面积有着明显的影响。另外,由表2中数据显示出,常克中的催化剂的内表面积比低温克劳斯中催化剂的内表面积下降更快,产生该现象的主要原因在于常规克劳斯反应一般按制255~305°C。而低温克劳斯一级、二级的反应温度一般为260°C/127°C。其中一级二级按生产周期切换使用(即再生吸附切换使用)。由此可以看出反应温度对催化剂的内表面积有明显的影响。表2中的生产数据,表明回收的吸附和再生段催化剂内比表面也明显下降。其原因主要是因为催化剂吸硫蒸汽或其他物质进入间隙后,吸附在催化剂的表面,从而减少了催化剂的“有效”比表面积。
3.对催化剂孔容的影响
固体催化剂是由微小晶体粒聚集而成,内部常常含有大小不一的微孔。催化剂内部孔洞的大小不同往往会影响反应物在微孔中的扩散情况和表面利用率,即催化剂中较大的孔则有利于气体扩散,改善反应物的吸附和硫的脱附,从而有利于克劳斯反应,相反当催化剂内部孔结构变小,则其内部宏易发生毛细凝聚现象。反应物堵塞孔结构。降低催化剂有效催化面积,降低催化效率。如表3所示。CT6-4B在连续使用后孔容大小。

表3 催化剂孔容大小
由表格可以看出,随着催化剂使用时间的增加,催化剂逐级的孔容逐渐减小。在使用年限相同的条件下,MCRC的催化剂孔容大于常温克劳斯孔容。由该数据可以看出,在反应过程中,常温克劳斯主要是完成过程中S的生成以及有机硫的水解反应。而在低温克劳斯段主要完成过程气中S的吸附和再生。因此,反应过程中催化的吸附、再生对催化剂孔容影响较大。
4.抗压碎力
在催化剂的应用过程中,不仅要求催化剂具有较高的活性,良好的选择性以及活性稳定性。而且其抗压碎力(耐压强度)也是催化剂应用的关键因素之一。CT6-4B催化剂在连续使用两年后其抗压碎力如表4所示。

表4 催化剂压碎力变化
如表中数据所示,催化剂在使用一年以后,其抗压碎力下降其原因主要是在生产过程中,催化剂受温度影响较大,尤其在停产赶硫过程中,增加了催化剂热老化速率,提高其粉化率而使得其催化剂的抗压碎力降低,而在连续使用两年后,催化剂的抗压碎力反而增加。其主要原因在于催化剂在催化吸附再生过程中,硫吸附在催化剂内部结构上,从而改变了它的抗压碎力。
5.对硫转化率的影响
CT6-4B型催化剂的主要作用是在一定的生产条件下,将酸气中的含硫全部催化转化成产品硫磺。因此,催化剂的硫转化率对产品的收率有很大的影响。催化剂的硫转化率以及2014年2015年硫收率如表5所示。
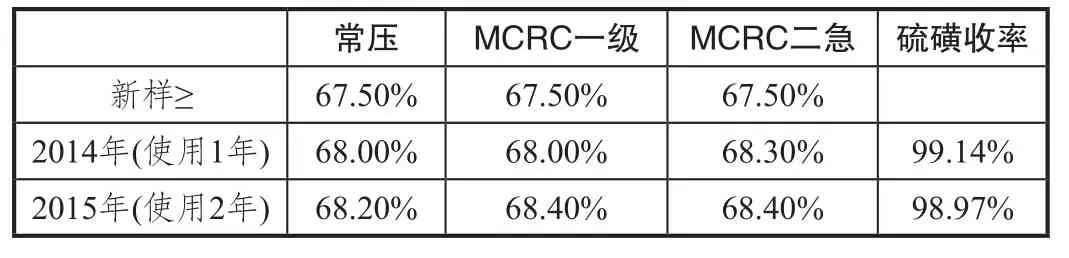
表5 催化剂的硫磺收率
由表中数据可以看出,催化剂的硫转化率随着使用时间的增长,没有明显变化,而硫磺产品的收率随着催化剂使用时间的增加而略有降低。即连续使用两年后,其硫磺回率是连续使用一年的99.37%。产生该现象的原因是有部分催化剂在生产中受工况的影响而失活,从而降低了其工艺收率。
三、总结
由本文的实验数据可以得出CT6-4型催化剂具有以下特点:(1)CT6-4B催化剂具有较高的催化活性。在生产实际中具有良好的稳定性,并且在生产周期中能够保持较高的硫转化率。(2)CT6-4B型催化剂具有良好的催化活性,使用周期较长,并且使回收工艺的硫磺收率达到98%以上。(3)CT6-43型催化剂其表面及孔容抗压碎力各项性能指标比较稳定。从而保证了装置高效、安全大周期的安全运行。
[1]单宝贵,戴学海,衣凤城,李发璋.CT6-4B硫磺回收催化剂的应用探讨 [J].石油与天然气化工,2012,41(5):479-483.
[2]金尚君,芦大强,张波.CT6-4B硫磺回收催化剂的工业应用[J].石油与天然气化工,2007,36(1):86-88.
[3]裴古堂,唐忠怀,张健,叶全旺,罗晓斌,刘晓艳.CT6-4B和CT6-5B硫磺回收催化剂的应用分析 [J].石油与天然气化工,2012,41(1):32-38.
[4]郑康泰,徐天源.硫磺回收装置停工过程Claus催化剂飞温的处理[J].石油与天然气化工,2013,42(4):361-364.
Property Research on the Application of CT6-4B Sulfur Recoveryv Catalyst Property In Recovery Device
Lu wei Qin yue Guo Qilin Chai xiao
(CNPC Southwest Oil and Gas Field Company,Sichuan Jiangyou,621700)
The application condition of CT6-4B type catalyst in ulfur recovery device of Northwest Sichuan Gasf eld and natural Gas Purif cation Plant. Combining with the working conditions of sulfur r ecovery device, this paper takes r esearch on the changing rule of the pr operties of catalyst. The application practice indicates that CT6-4B series of sulfur recovery catalyst has the characteristics of higher catalytic activity, stability, and sulfur conversion rate.
sulfur recovery;catalyst;property
T
:A
