浅析闭式冷凝水回收工艺应用
2016-02-15O肖中韩武汉石油化工有限公司湖北武汉430000
O肖 曾(中韩(武汉)石油化工有限公司 湖北武汉 430000)
浅析闭式冷凝水回收工艺应用
O肖 曾
(中韩(武汉)石油化工有限公司 湖北武汉 430000)
随着能源日益进展,节能工作越来越重要,冷凝水回收作为一种重要的节能措施将会被越来越重视。本文介绍了企业闭式冷凝水回收系统的工艺原理特点及实际运用效果,随着工艺的不断优化,闭式冷凝水回收系统会应用的更为广泛。
闭式;冷凝水回收;应用
一、系统简介
该液体产品罐区蒸汽冷凝水回收设施设置在公路装卸站内,与公路站轻烃卸车汽化器公用一套设施,排出的冷凝水温度125℃(≤140℃),压力0.2MPa,pH 值≥7,二氧化硅≤100μg/L,浊度≤3NTU,电导率≤10μs/cm,铁≤0.3mg/L,TOC<10mg/L。参数均满足化学水装置回收的要求,由化学水装置回收精制成精制冷凝水,与二级脱盐水汇合送至全厂各用户使用。该罐区设置的冷凝水闭式回收机组为整体撬装机电一体化设备,主要由主机罐体、除污器、汽水分离器、消旋装置、微气泡分离装置、机械式调压装置、吸气定压装置、冷凝水泵、液位传感器、配套阀门、现场显示仪表及附件等组成。
二、工作原理
1.水泵防汽蚀系统
冷凝水回收系统的防水泵汽蚀设施包括汽水分离器、消旋装置、微气泡分离装置和机械式调压装置,其中汽水分离器、消旋装置、微气泡分离装置和机械式调压装置置于集水容器内,上述设施保证冷凝水泵在任何工况下不发生汽蚀现象。汽蚀消除装置主要通过微气泡分离装置和消旋装置防止汽泡直接进入水泵而引起汽蚀破坏。微气泡分离装置采用高吸附性能航天材料将微小汽泡分析出水面。

图1 冷凝水闭式回收系统工艺简图
2.疏水漏气处理措施
该罐区选用的闭式冷凝水回收系统采用独创的吸汽定压装置,将冷凝水回收机组内的压力控制在稍高于饱和压力的范围内,即能保证水泵不汽蚀又能保证罐内压力较低,使各路冷凝水均能回到冷凝水回收机组;避免了因疏水漏气导致的背压过高而影响工艺设备的疏水。如果未加吸气定压装置,该装置罐内气体积存过多不仅会导致罐体和相关管路强烈的震动,而且也会破坏整个汽蚀消除系统。通过汽蚀消除系统和吸气定压装置解决了冷凝水回收系统中水泵汽蚀和闭式系统背压过高的问题,从而保证了系统没有任何漏气和二次汽排放的问题。图1为该冷凝水闭式回收系统工艺简图。
三、闭式冷凝水回收工艺使用的优点
闭式冷凝水回收工艺的使用将可以有效的减少资源的浪费,提高能源的利用效率,降低工厂运行资本的投入,提高工厂运行中所能够获得的经济效益与社会效益。因此,以下将对闭式冷凝水回收工艺的使用优点进行论述:
1.节约燃料、降低成本
“泵癌”的高温水泵的汽蚀问题,使得高温冷凝水和高能二次汽得以完全低位闭式回收,提高冷凝水回收率和锅炉给水温度,节约燃料和纯净的软化除氧水,应用本产品可提高能源利用率10-20%左右,杜绝了二次蒸汽到处冒的现象,改善厂容厂貌,节能环保。
2.整体一机,安装方便,适应性强
冷凝水闭式回收系统上部为带有除污器、调节器、消蚀器的立式罐体,下部为特制耐高温电机泵,结构紧凑且占地面积小,安装方便。采用液位、压力信号控制泵的启停,非正常液位,压力自动报警,双泵自动切换运行;内部压力自动调节,非正常液位、压力自动动作,运行安全可靠;无人值守,运行成本低,维修量小。
3.减轻腐蚀、延长寿命
冷凝水闭式回收系统将整个冷凝水回收系统密闭起来,防止氧气渗入,使回水管路由半管流变为满管流,减少氧气与管壁的接触,从而大大减轻冷凝水二次溶氧而造成的氧腐蚀,延长锅炉、管路及用热设备的使用寿命,减轻除氧器负担。能适当提高疏水阀背压,减小疏水阀前后压差,使疏水阀细水长流,减少启动次数,延长疏水阀寿命。
四、存在问题及优化
该液体产品罐区蒸汽冷凝水回收设施设置在公路装卸站内,与公路站轻烃卸车汽化器公用一套设施,设置位置远离液体产品罐区。液体产品罐区使用的是低压蒸汽,而回收设施的冷凝水回收罐背压较高,致使液体产品罐区冷凝水不能进入凝水回收罐。在实际的运行中,液体产品罐区存在冷凝水罐消气不好、冷凝水罐压力高,冷凝水回水不畅,机泵启停频繁等问题,装置不得不就地排放冷凝水维持系统加热。针对上述现状,装置从以下3个方面排查原因和实施改造。
1.排查疏水阀漏气原因。疏水器是冷凝水回收系统的重要部件,它能及时将冷凝水排出并防止蒸汽跑失,其性能要求很高。该系统配套浮球疏水阀14台,疏水器漏气严重时,会造成整个系统背压升高。在该闭式系统中,疏水阀漏气比较难排查和判断,将疏水阀纳入设备管理范畴,定期检测并维护保养,有堵塞和泄漏及时处理。
2.实施技术改造,在产品罐区合适位置再增设置一套凝液回收设施,将产品罐区和汽车装卸站冷凝水回收系统分开回收。目前,本次改造尚在设计阶段,投用后将结合实际使用效果进一步分析与优化。
3.优化日常操作装置根据季节温度情况,增减蒸汽加热量,最低限度的使用蒸汽,减少凝水量。加强操作人员的技能培训,增强精细化操作水平。加强操作人员的管理考核,使操作人员严格遵守操作规程和工艺技术规范。
五、结束语
通过回收冷凝水,可以使蒸汽系统效率提高10%-15%。若企业都采用闭式回收系统大量回收冷凝水,定会显著提高整个热力系统的效率,节约电、煤及水处理费用,对企业的节能降耗,提高经济效益有显著的作用。随着工艺的不断优化,节能效益也越加突出,更能有效的避免环境污染。
Briefly closed condensate recovery technology application
Xiao Zeng
(Both China and South Korea (wuhan) petrochemical co., LTD.,Hubei Wuhan ,430000)
with energy increasingly progress, energy conservation and more and more important, condensation water recycling as a kind of important energy-saving measures will be more and more attention. Businesses closed condensate recovery system were introduced in this paper the process principle characteristics and practical application effect, with the continuous optimization of process, closed condensate recovery system will be applied more widely.
closed; Condensed water recycling;application
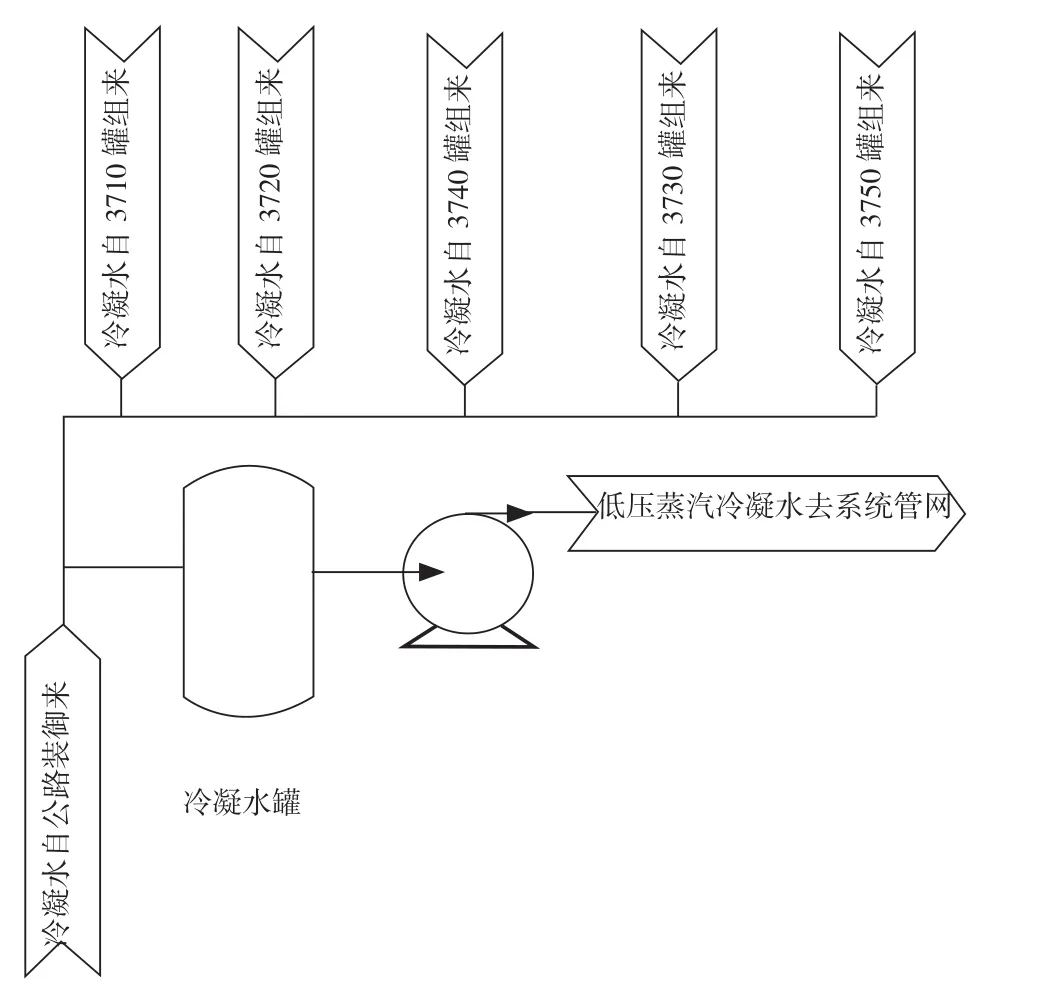
图2:改选前工艺流程图

图3:改选后工艺流程图
T
A
