D-KH法制备AgCuSn合金钎料的性能研究
2016-02-13张海龙罗锡明怿永涛
赵 明,恀 昆,张海龙,刘 毅,罗锡明,李 伟,怿永涛,敖 斌
(1. 昆明贵金属研究所,贵研铂业股份有限公司 稀贵金属综合利用新技术国家重点实验室,昆明 650106;2. 中航工业黎阳航空发动机有限公司,贵州 平坝 561102)
D-KH法制备AgCuSn合金钎料的性能研究
赵 明1,恀 昆1*,张海龙1,刘 毅1,罗锡明1,李 伟1,怿永涛2,敖 斌2
(1. 昆明贵金属研究所,贵研铂业股份有限公司 稀贵金属综合利用新技术国家重点实验室,昆明 650106;2. 中航工业黎阳航空发动机有限公司,贵州 平坝 561102)
分别采用熔铸法和D-KH法(叠轧复合-扩散合金化工艺)制备了Ag-22.4Cu-20Sn钎料合金,采用XRD、SEM、DSC及万能力恘试悚机等测试技术,对合金相组成、显微组织、熔化特性、钎焊接头的剪切强度和钎焊界面形貌等进行了对比悁究。结果表明,D-KH法制备的钎料相组成为(Ag)、Cu3Sn、Ag5Sn相,而熔铸法制备的钎料相组成为(Ag)、Cu3Sn、Ag5Sn以及Cu41Sn11相;D-KH法制备的钎料合金惉固相线均降低,熔程减小。与熔铸法相比,用D-KH法制备得到的厚度0.1 mm的钎料薄带,润湿铺展性更优、接头剪切强度更高、接头强度稳定性更好。
金属材料;叠轧复合-扩散合金化(D-KH法);AgCuSn钎料薄带;显微组织;钎焊性能
在电子工业领域内,电器构件分级钎焊广泛使用了金基和银基合金钎料,其共同特点是合金蒸气压低、流动性好、焊接强度高、耐腐蚀[1]。对于熔化温度650~1100℃分级钎焊用钎料,发达国家早在20世纪60~70年代就已标准化,其中金、银、钯的贵金属电真空钎料已制定相应的专用标准。而对于熔化温度在 400~600℃电子器件用钎料,却少有报导。随着制造技术微型化进程的加快,对电子器件的高度集成化、封装性能精密化要求愈来愈高,许多制件的钎焊温度要求控制在400~600℃[2]。目前,Ag-Cu系钎料是应用最广泛的中温钎料,向Ag-Cu合金中添加Ge、Si、In、Sn等元素可以降低合金熔点[3-7]。但随着合金元素的加入,合金中脆性相增加,严重影响钎料合金的加工成型与推广应用[8-10]。D-KH 法(叠轧复合-扩散合金化工艺)[11-12]能够有效解决脆性合金的加工成型问题,获得成分均匀、性能稳定的钎料合金薄带。
Ag-22.4Cu-20Sn钎料熔化温度在500~600℃之间,是一种重要的Ag基中温钎料,具有较低的蒸汽压,对Cu、Ni、可伐合金等均具有良好的润湿性,适于真空电子器件和真空腔体的钎焊。图 1为AgCuSn体系三元相图,由图1可知在500~600℃,合金中存在大量的脆性电子化合物,导致合金难以加工成型[13],目前只能以粉状或膏状形式使用。
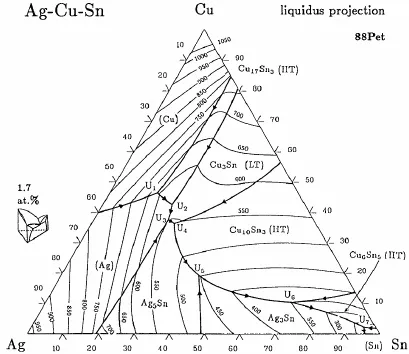
图1 AgCuSn三元相图[14]Fig.1 Ternary phase diagram of AgCuSn system[14]
本文采用 D-KH法制备了厚度为 0.1 mm的Ag-22.4Cu-20Sn薄带钎料,并对薄带钎料和同成分的熔铸态钎料的相组成、显微组织、熔化特性、钎焊性能等进行了对比研究。
1 实验部分
1.1 制备
实验所用原材料Ag、Cu和Sn纯度(质量分数)均大于 99.95%。采用真空中频感应熔炼炉制备Ag-22.4Cu-20Sn钎料合金铸锭(高纯氧化铝坩埚,真空度3.0×10-3Pa,熔炼温度600~650℃)。采用D-KH法制备Ag-22.4Cu-20Sn钎料薄带,厚度0.1 mm(制备过程参见文献[11])。使用高真空钎焊炉进行钎料合金在Cu母材上的润湿性实验及钎焊实验,真空度5×10-3Pa,钎焊温度580℃,保温时间5 min。
采用Netzsch STA-409型差示扫描量热仪(DSC)测定钎料合金的熔化温度,测定条件为氩气保护,升温速度10 K/min。采用DX-2700型X射线衍射仪(XRD)(丹东方圆仪器有限公司)分析钎料合金的相组成。采用岛津AG-X100 kN型万能力学试验机测试钎焊接头的剪切强度,拉伸速度0.5 mm/min。钎料合金焊接接头经镶样、打磨和抛光后,用H2SO4+重铬酸钾饱和溶液+NaCl饱和溶液腐蚀,采用岛津SPM-S3400N型扫描电子显微镜(SEM)和配套能谱仪(EDS)观察钎料合金及焊接接头的组织形貌,分析钎焊界面的微区成分。
2 结果与分析
2.1 AgCuSn钎料薄带的外观特性
采用D-KH法制备的Ag-22.4Cu-20Sn钎料薄带,表面光洁平整,未见明显裂纹、凹坑、空洞等缺陷,边部整齐,无裂边,厚度在0.1 mm左右,如图2所示。合金钎料薄带具有一定塑性和韧性,易于实现冷冲机加工和在室温条件下手工剪切,其冲剪材边缘整齐、不脆裂。
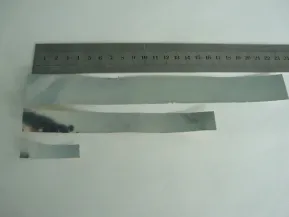
图2 D-KH法制备的Ag-22.4Cu-20Sn钎料薄带Fig.2 Ag-22.4Cu-20Sn solder alloy made by D-KH method
2.2 AgCuSn钎料合金成分
采用D-KH法和熔铸法制备的Ag-22.4Cu-20Sn钎料薄带材的成分、杂质含量测定结果如表1所列。从表1中可以看出,2种方法制备的钎料合金成分相近。但D-KH法制备的Ag-22.4Cu-20Sn钎料薄带材的Sn含量偏低。这是由于Sn相对较软,在复合过程中巨大的轧制力作用下 Sn会不同程度地被挤出,从而造成合金带材中Sn含量偏低。同时D-KH法工艺制备的 Ag-22.4Cu-20Sn钎料薄带材杂质总含量相对偏高,这是在组元金属层状复合过程中由于界面过多,不可避免的会带入灰分、氧化物等杂质,这些杂质在后续处理过程中无法排除,从而导致杂质含量偏高。

表1 Ag-22.4Cu-20Sn钎料合金化学成分、杂质含量(质量分数)Tab.1 Contents and impurities (mass fraction) in Ag-22.4Cu-20Sn alloy /%
2.3 AgCuSn钎料合金的相组成和显微组织分析
图3为采用熔铸法和D-KH法制备的Ag-22.4 Cu-20Sn钎料合金的XRD图谱。
国外的研究起步较早,研究的内容也比较成熟,借鉴国外的研究,对后续的听障学生微课的开发及应用得出的启示如下:
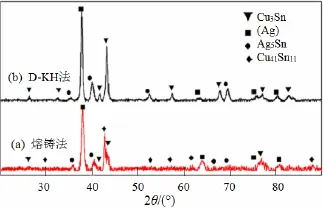
图3 Ag-22.4Cu-20Sn合金的XRD图谱Fig.3 XRD spectrums of Ag-22.4Cu-20Sn alloys: (a). As cast; (b). D-KH
由图3可知,D-KH法制备的Ag-22.4Cu-20Sn钎料合金主要物相为(Ag)相、Cu3Sn相和Ag5Sn相,而熔铸法制备的钎料合金除了上述几相外还存在Cu41Sn11相。造成 2种工艺制备的钎料相组成差异的原因在于,D-KH法制备钎料过程中,合金相的生成依靠不同层间组元的液/固界面相互扩散。文献[15]认为,在界面扩散过程中,由于扩散动力学等因素的影响,扩散反应过程中反应路径与熔炼方式存在很大的差异,最终导致 2种不同工艺制备的Ag-22.4Cu-20Sn钎料合金的相组成有所差异。
图4为采用2种方法制备的Ag-22.4Cu-20Sn合金的微观组织。
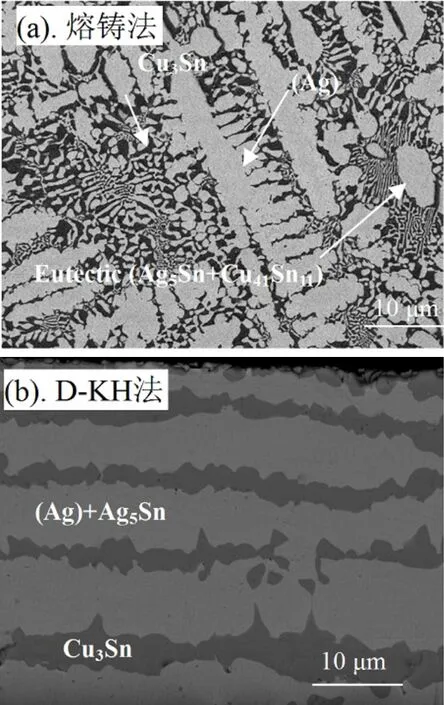
图4 Ag-22.4Cu-20Sn钎料合金的微观组织Fig.4 Microstructures of Ag-22.4Cu-20Sn solder alloys: (a). As cast; (b). D-KH
结合能谱分析(EDS)结果,采用熔铸法制备的钎料合金(如图 4(a)所示)由粗大的枝晶组织(Ag)相和层片状的共晶组织 ε2(Ag5Sn)+γ(Cu41Sn11)以及散乱分布的δ(Cu3Sn)相组成。而D-KH法制备的钎料合金的组织(如图 4(b)所示)呈层状分布,能谱线扫描分析结果显示深色区域为Cu3Sn相,浅色区域为(Ag)+Ag5Sn相(由于(Ag)与Ag5Sn相衬度差别较小,在图4(b)中不能很好地区分)。
2.4 AgCuSn钎料合金的熔化特性
图5为2种方法制备的Ag-22.4Cu-20Sn钎料合金的示差扫描量热(DSC)曲线。
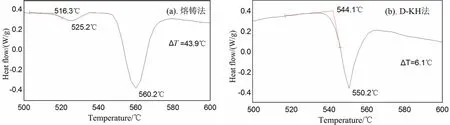
图5 熔铸法和D-KH法制备的Ag-22.4Cu-20Sn钎料合金的DSC曲线Fig.5 DSC curves of Ag-22.4Cu-20Sn solder alloys prepared by: (a). As cast; (b). D-KH
由图 5(a)可见,熔铸法制备的钎料分别在525.2℃和560.2℃位置显示出2个较明显的吸热峰,熔铸法制备的钎料合金熔程(ΔT)宽达43.9℃。参照AgCuSn体系相反应[16]分析表明熔铸法制备的钎料合金在 525℃区间发生的物相转化反应为:δ+ε2↔γ+ε1;在560℃区间发生的物相转化反应为:γ+(Ag)↔β+L。D-KH法制备的钎料DSC曲线表现为类似于典型的共晶钎料熔化曲线(图 5(b)),仅在550.2℃处存在一个吸热峰,熔程仅为6.1℃。D-KH法制备的钎料薄带在其熔化温度(550.2℃)区间发生的物相转化反应为:γ+ε2↔ (Ag)+L。与熔铸法相比,D-KH法制备的Ag-22.4Cu-20Sn钎料液相线温度降低了10℃。
如前文所述,由于2种工艺制备的钎料合金相组成不同,导致在升温过程中2种方式制备的钎料在不同温度下发生不同的相反应。钎料合金熔程对焊料的焊接性能有极大的影响,D-KH法制备的Ag-Cu-Sn合金熔程减小,在熔化过程中能够在较短的时间内即在母材上润湿铺展,减少对母材的熔蚀,形成均一稳定的焊接接头,更适用于薄壁微小元件的焊接。
2.5 AgCuSn钎料合金润湿铺展性能
图6为采用2种方法制备的Ag-22.4Cu-20Sn钎料合金在Cu基板上的润湿铺展照片。

图6 Ag-22.4Cu-20Sn钎料合金的润湿铺展照片Fig.6 Surface morphology of Ag-22.4Cu-20Sn solder alloys after wetting: (a). As cast; (b). D-KH
从图6中可以明显发现钎料铺展形成A、B两个不同的铺展区域,A区域为极薄的一层,紧贴在Cu基板上,B区域较厚,颜色较深,组织较为粗大。文献[17]认为Ag-22.4Cu-20Sn钎料合金在Cu母材上的润湿表现为典型的3阶段润湿过程:经过第1阶段无反应润湿阶段,钎料熔化后在毛细力作用下沿液/固界面迅速铺展;第2阶段焊料“润湿环”沿液态熔池继续向外扩展形成A区域,在此阶段钎料润湿铺展的动力为元素扩散;B区域为第3阶段反应润湿阶段的结果。液态钎料中Sn与Cu母材的溶解焓为-6 kJ/mol,较Sn-Ag的溶解焓更低[18],因此Sn首先与Cu基板反应打破界面平衡,导致反应润湿,该阶段钎料润湿铺展动力为界面化学反应。经过该阶段液态钎料与母材发生良好的冶金反应,从而能够在焊接过程中形成良好的焊接接头。从图6(a)可以看出,在钎料中心区域存在焊料铺展不完全,发生较明显的“熔析”现象。这是由于加热温度达到焊料固相线以上时低熔点相将率先熔化,很快便铺展流走,而残余高熔点相因无法与足量低熔点相反应,造成其熔化铺展的驱动力不足,最终发生熔析现象。这种现象在亚共晶钎料中较易发生,会导致焊接过程中焊料偏析,对焊缝力学性能的稳定性造成影响。而图6(b)中D-KH法制备的Ag-22.4Cu-20Sn钎料在Cu基板上润湿后熔析现象并不明显,这与其熔化间隔小有关,在升温至焊料固相线以上时焊料各相很快发生反应,几乎同时熔化铺展。
表2列出了Ag-22.4Cu-20Sn钎料合金润湿角和铺展面积。由表2可知,2种工艺制备的Ag-22.4Cu-20Sn钎料合金与Cu母材都具有良好的润湿性和铺展性。在相同的实验条件下,D-KH法制备的钎料润湿性和铺展性均好于同成分的熔铸法制备的钎料。这主要因为:1) 与同成分的熔铸法钎料相比,D-KH法制备的 Ag-22.4Cu-20Sn钎料固液相线降低,在同样的钎焊工艺条件下,过热度增大,流动性提高,从而具有更好的润湿性和铺展性;2) 熔铸法制备的钎料组织粗大,偏析严重,熔程较宽。在升温过程中,低熔点相先熔化,高熔点的相后熔化,高熔点相的存在阻碍低熔点相的铺展;而D-KH法制备的钎料组织细小且呈层状分布,成分均匀,熔程小,当加热至液相线温度以上时,钎料薄带迅速熔化和铺展,有利于钎料润湿性和铺展性的提高。
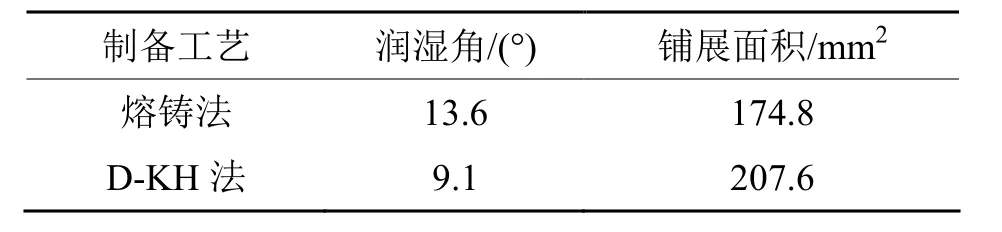
表2 Ag-22.4Cu-20Sn钎料合金润湿角和铺展面积Tab.2 Wetting angle and spreading area of Ag-22.4Cu-20Sn solder alloy
2.6 钎焊接头剪切强度及界面特征
图7为采用2种方法制备的Ag-22.4Cu-20Sn钎料合金钎焊Cu母材的焊缝背散射电子图像。各区域EDS分析结果如表3所示。

图7 钎焊接头界面的背散射电子像Fig.7 Backscattered electron images of brazing interface: (a). As cast; (b). D-KH
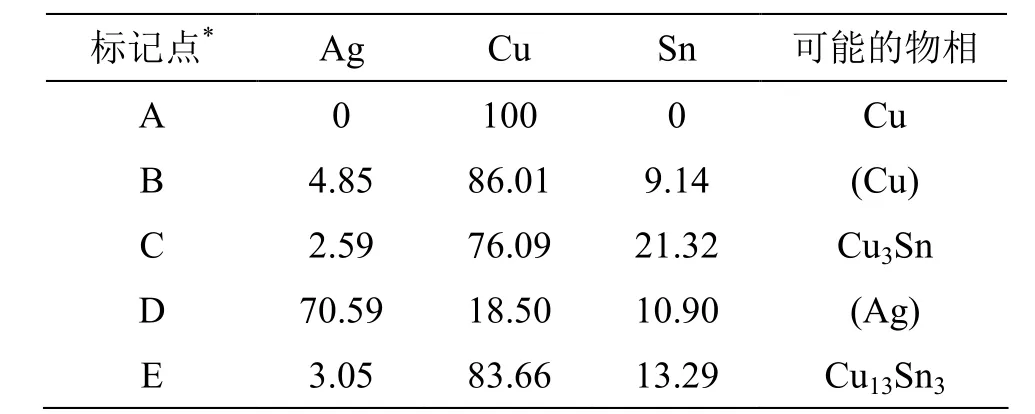
表3 界面EDS成分(摩尔分数)分析Tab.3 EDS analysis for component (mole ratio) on interfaces/%
由图7可以看出。焊缝明显分为3个区域:Cu基体、焊缝扩散层(DZ区域)和残留焊料(WZ区域)。焊缝的微观组织表明钎料合金与Cu母材发生了良好的冶金反应,形成了冶金结合。在钎料与Cu母材之间形成了明显的扩散层(DZ区域),能谱分析结果表明此扩散层主要由Cu和Sn及少量Ag组成,经分析认为该扩散层主要为富Cu的固溶体相。在扩散层与残留焊料界面处(WZ区域)扩散层前段呈“扇贝”状嵌入钎料内部,另外白色的富Ag相(D区域)在焊缝的中心位置形成一条明显的分界线。
在钎料升温至液态过程中,母材Cu向液相溶解,随着温度的升高,溶解速度加快,致使Cu在靠近界面处的局部浓度很大,并在液相中形成浓度梯度。在加热完成后液相冷却的过程中,靠近 Cu母材部分的液相由于过冷度较大,率先在母材基体上形核生长形成Cu基固溶体,并向液相中心区域扩展。由于液相中存在的溶质偏析导致焊缝不同部位Cu基固溶体的生长动力学差异,进而在过渡层与液相界面形成“扇贝”状凸起嵌入残余焊料中,这种嵌入式结构有利于提高焊缝的力学性能[19]。当温度进一步降低,液相中富Ag相在固液界面边界析出,并向焊缝中心区域生长,当从两边界面处长大的富Ag相在焊缝中心区域相遇时即停止生长,形成一条明显的分界线[20]。此时焊缝凝固完成,形成质量优良的焊接接头。钎焊接头的剪切强度如表4所列。
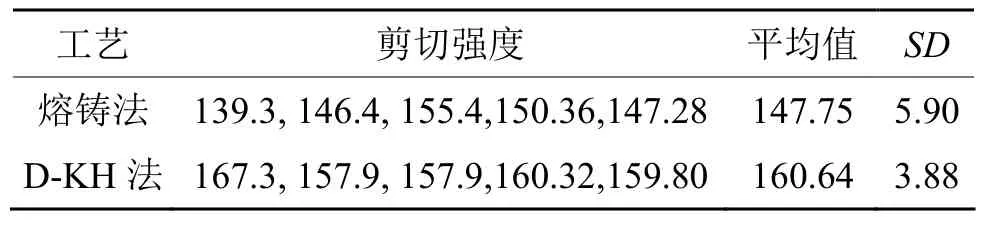
表4 钎焊接头的剪切强度Tab.4 Shear strength of brazed joints /MPa
由表4可见,D-KH法制备钎料的接头强度较熔铸法制备的高。原因是D-KH法制备的钎料合金熔点相对较低,在同样的钎焊温度下D-KH法制备的钎料过热度更高,与母材的反应更为剧烈,焊料与母材之间的冶金反应结合程度更大,从而提高接头的力学性能。从表4还可看出D-KH制备的钎料的剪切强度标准差较小,说明采用D-KH法制备的钎料薄带接头强度稳定性更好。这可能是由于采用熔铸法制备的钎料偏析严重,焊接过程中接头不同区域或不同焊接件实际与母材反应的焊料成分并不均匀,导致接头剪切强度差异较大。
3 结论
本文对分别采用熔铸法和 D-KH法制备了Ag-22.4Cu-20Sn钎料合金,对其组织结构和性能进行了对比,结果表明:
1) 采用D-KH法可以解决AgCuSn中温脆性钎料的成型问题,获得厚度均匀,表面质量良好的钎料薄带。并且可以改善Ag-22.4Cu-20Sn钎料的熔化特性,提高钎料的钎焊性能。
2) 由于2种方法制备的Ag-22.4Cu-20Sn钎料合金在相组成和熔化特性上的差异,相同焊接条件下D-KH法制备的Ag-22.4Cu-20Sn钎料合金在Cu上的润湿性、铺展性均优于熔铸法制备的钎料合金,其钎焊Cu母材接头剪切强度较熔铸法钎料高,并且接头强度稳定性更好。采用 D-KH法制备的Ag-22.4Cu-20Sn钎料带材综合性能优于同成分熔铸法制备的钎料。
3) D-KH法和熔铸法制备的 Ag-22.4Cu-20Sn钎料合金均能与Cu母材反应形成质量良好的钎焊接头。界面过渡层为富Cu的固溶体相,过渡层宽度均匀,呈层状分布。过渡层与焊料合金界面呈“扇贝”状凸起结构,嵌入残余焊料,这种结构有利于提高焊缝的力学性能。
[1] 张启运, 庄鸿寿. 钎焊手册[M]. 北京: 机械工业出版社, 2008: 413-415. ZHANG Q Y, ZHUANG H S. Brazing and soldering manual[M]. Beijing: Machinery Industry Press, 2008: 413-415.
[2] 柳砚, 徐锦锋, 翟秋亚, 等. 低蒸气压中温钎料研究进展[J]. 铸造技术, 2011, 32(10): 1435. LIU Y, XU J F, ZHAI Q Y, et al. Research progresses on medium temperature brazing alloys with low vapor pressure[J]. Foundry technology, 2011, 32(10): 1435.
[3] 陈登权, 李伟, 罗锡明, 等. 电子工业用金基和银基中温钎料的研究进展[J]. 贵金属, 2009, 30(3): 62-67. CHEN D Q, LI W, LUO X M, et al. Research progress of Au- and Ag-based mid-temperature brazing filler alloys for electronic industry[J]. Precious metals, 2009, 30(3): 62-67.
[4] 刘泽光, 王文祥, 唐敏, 等. Ag-Cu-In-Sn系低熔点钎料[J].贵金属, 1991, 12(3): 17-25. LIU Z G, WANG W X, TANG M, et al. Silver base brazing alloys with low melting point[J]. Precious metals, 1991, 12(3): 17-25.
[5] 徐锦锋, 张晓存, 党波, 等. Ag-Cu-Sn三元合金钎料的快速凝固组织与性能[J]. 焊接学报, 2011, 32(2): 86-88. XU J F, ZHANG X C, DANG B, et al. Rapid solidification microstructure and properties of Ag-Cu-Sn ternary alloy solders[J]. Transactions of the China welding institution, 2011, 32(2): 86-88.
[6] 岳译新, 谭澄宇, 李世晨, 等.新型中温钎料 Ag-Cu-Ge-Sn-Ni的初步研究[J]. 热加工工艺, 2006, 35(7): 36-43. YUE Y X, TAN C Y, LI S C, et al. A primary study ofnew type of intermediate temperature Ag-Cu-Ge-Sn-Ni solder[J]. Hot working technology, 2006, 35(7): 36-43.
[7] 刘泽光, 罗锡明, 郭根生, 等. Cu-Ag-Si钎料合金的开发研究[J]. 贵金属, 2000, 21(4): 16-20. LIU Z G, LUO X M, GUO G S, et al. R &D on Cu-Ag -Si system filler metals[J]. Precious metals, 2000, 21(4): 16-20.
[8] DATIAN C, ZHIFA W, HUABO W, et al. Preparation and property of novel-type Au-19.25Ag-12.80Ge solder alloy [J]. Rare metal materials and engineering, 2008, 37(4): 690-693.
[9] ZWINGMANN G. Low melting carat gold brazing alloys for jewellery manufacture[J]. Gold bulletin, 1978, 11(1): 9-14.
[10] 张惠. Ag-Cu-In-Sn低温钎焊料制备技术的研究[D]. 长沙: 中南大学, 2008. ZHANG H. Study on Ag-Cu-In-Sn low temperature solder preparation techniques[D]. Changsha: Central South University, 2008.
[11] 刘泽光, 罗锡明, 陈登权, 等. 金锡共晶合金箔带材制造方法: CN03105811.6[P]. 2003-07-25.
[12] 赵明, 许昆, 王嘉, 等. D-KH法及其在贵金属钎料制备中的应用[J]. 贵金属, 2015, 36(4): 81-87. ZHAO M, XU K, WANG J, et al. D-KH method and its application in preparation of precious metal-based brittle solder alloys[J]. Precious metals, 2015, 36(4): 81-87.
[13] 宁远涛, 赵怀志. 银[M]. 长沙: 中南大学出版社, 2005: 261-263. NING Y T, ZHAO H Z. Silver[M]. Changsha: Central South University Press, 2005: 261.
[14] PIERRE V, ALAN P, OKAMOTO H.. Handbook of ternsry alloy phase diagrams[M]. US: ASM international, 1995: 102
[15] CHEN S W, YEN Y W. Interfacial reactions in Ag-Sn/Cu couples[J]. Journal of electronic materials, 1999, 28(11): 1203-1208.
[16] KUBASCHEWSKI, KEYZER O D,SCHMIS J, et al. Silver-Copper- Tin [J]. Landolt-Börnstein - Group IV Physical Chemistry, 2007, 47-62.
[17] WEIRAUCH D A, HORVATH S F. The spreading kinetics of Ag-28Cu(L) on nickel(S): part II. Area of spread on surfaces plated with electrolytic Ni[J]. Journal of materials research, 1997, 12(04): 953-964.
[18] EUSTATHOPOULOS N, NICHOLAS M G, DREVET B, et al. Wettability at high temperature[M]. Pergamon: Elsevier, 1999: 416.
[19] 劳邦盛, 高苏. 固-液金属界面上金属间化合物的非平衡生长[J]. 物理化学学报, 2001, 17(5): 453-456. LAO B S, GAO S. Nonequilibrium growth of intermetallics at the interface of liquid-solid metal[J]. Acta physico-chimica sinica, 2001, 17(5): 453-456.
[20] LI J F, AGYAKWA P A, JOHNSON C M. Interfacial reaction in Cu/Sn/Cu system during the transient liquid phase soldering process[J]. Acta materialia, 2011, 59(3): 1198-1211.
Properties of AgCuSn Solder Alloy Prepared by D-KH Method
ZHAO Ming1, XU Kun1*, ZHANG Hailong1, LIU Yi1, LUO Ximing1, LI Wei1, XU Yongtao2, AO Bin2
(1. Kunming Institute of Precious Metals, State Key Laboratory of Advanced Technologies for Comprehensive Utilization of Platinum Metals, Sino-Platinum Metals Co. Ltd., Kunming 650106, China; 2. Avic Liyang Aero-Enging Co. Ltd., Pingba 561102, Guizhou, China)
Ag-22.4Cu-20Sn solder alloy was prepared by D-KH method and casting. XRD, SEM, DSC and mechanical testing were used to study phase compositions, microstructures, melting properties, shear strengths of brazed joints and other related properties in comparison with solder alloy prepared by casting. The results show that phases of Ag-22.4Cu-20Sn solder ribbon made by D-KH are (Ag),Cu3Sn and Ag5Sn while the phases of the solder made by casting are (Ag),Cu3Sn, Ag5Sn and Cu41Sn11. Thus in comparison with the solder made by casting the melting characteristics are so different, such as the solidus temperature to be lower and melting range were reduced. Under the same condition, the wetting and spreading properties of solder alloy made by D-KH with 0.1 mm thickness are super. Simultaneously, shear strength of the joint is higher and stability is better.
metal materials; D-KH method; AgCuSn solder ribbon; microstructures; brazing properties
TG146.3
:A
1004-0676(2016)03-0011-07
2016-01-10
赵 明,男,硕士研究生,研究方向:贵金属中温钎料。E-mail: 08030542mwingzz@163.com
*通讯作者:许 昆,男,教授,研究方向:钎焊材料和钎焊工艺。E-mail: xukun@ipm.com.cn
