轮胎浸胶帘子布加捻、织造技术张力情况探讨
2016-02-08程晓伟董天升
程晓伟,董天升
(中平能化集团神马实业帘子布有限公司,河南平顶山 467000 ;神马博列麦(平顶山)气囊丝织造有限公司,河南平顶山 467000)
轮胎浸胶帘子布加捻、织造技术张力情况探讨
程晓伟,董天升
(中平能化集团神马实业帘子布有限公司,河南平顶山 467000 ;神马博列麦(平顶山)气囊丝织造有限公司,河南平顶山 467000)
本文介绍了目前世界上较为先进的轮胎帘子布加捻(直捻)、织造(喷气)工艺设备形式,并在生产实践中对各工序部位的张力情况进行了测试,系统展示了各工序张力及产品物理性能情况,从而为更好地生产白坯帘子布,提供系统性的各工序张力控制依据。
轮胎浸胶帘子布;白坯帘子布;张力;直捻机;大纱架;帘子布喷气织机
0 前言
随着直捻机、大纱架在轮胎帘子布行业的应用,加捻帘线筒子由环锭机的3kg可以达到直捻机的10kg以上,筒子长度也有10000米,达40000米。加捻有环锭的两次加捻(初捻、复捻)到直捻的一次加捻。锭速有原来环锭的6000-7000转/分提高到直捻的8500-9300转/分。织造纱架也由为环锭机配套的小纱架变为直捻机配套的大纱架(专业厂家生产的)。织造的车速由有梭织机的190转/分逐步提高到喷气织机的930转/分。帘子布生产技术上的飞跃进步大大提高了帘子布生产的效率,缩短了生产的流程,简化了生产环节,减少了用人。同时,整个生产流程的产品消耗得到了显著的降低,产品外观质量大大提高,其中最明显的是筒子接头数大大减少,为生产无接头布提供了技术上的大几率保证。
张力是丝线的受力情况,在帘子布生产工序,张力对丝线的质量影响有多大?各工序张力之间的情况如何?张力的在线检测越来越受帘子布生产企业和设备织造企业的重视。
1 试验
1.1 测试仪器
张力的测试方法有手动张力测试和个别设备本身配置的在线张力检测两种。
本试验采用手动张力测试仪(斯密特DTMB-500CN,斯密特DTMB-3500CN)对白坯帘子布生产工序各种不同设备进行了张力测试试验。
本试验也采用了强力机和捻度仪等对丝线的断裂强力和断裂伸长等物理性能指标进行了测试。
1.2 轮胎浸胶帘子布加捻、织造生产工艺流程
目前有两种形式:
1.2.1 第一种环锭工艺流程
1.2.2 第二种直捻工艺流程
1.3 白坯帘子布各工序点张力试验跟踪情况及产品物理性能测试情况
1.3.1 试验一:环锭机与直捻机张力对比
1.3.1.1 环锭工序设备及张力测试跟踪:
初捻机----复捻机----小纱架-----织机
品种:山东倍耐力940dtex/2/F68M
张力情况:初捻机(160 cN)----
复捻机(370.2cN)----
大纱架前导丝板(133 cN)----
织机沉降罗拉(134.4cN)----
织机后踏板(116.6 cN)----
织机送经罗拉(64.2cN)
1.3.1.2 直捻工序设备及张力测试跟踪:
直捻机----大纱架----织机
品种:山东玲珑930dtex/2/F97
张力情况:直捻机(1403.8cN)----
大纱架前导丝板(185 cN)----
织机沉降罗拉(197.6 cN)----
织机后踏板(184 cN)----
织机送经罗拉(125.8 cN)
1.3.2 试验二:直捻机各品种张力情况
1.3.2.1 直捻机内、外、双纱张力情况

表1 直捻机内、外及双纱张力情况
1.3.3 实验三:大纱架与小纱架张力情况对比
1.3.3.1 大纱架张力情况

表2 大纱架张力情况(三排布置)18#1870dtex/2v-1(共27匹) 测量米数:842x8+500m

表3 大纱架张力情况(两排布置)17#1870dtex/2v-1(共27匹) 测量米数:842x8m
1.3.3.2 小纱架张力情况
对大纱架与小纱架筒子张力测试对比(相同织机速度,品种不同)。

表4 大纱架,930dtex/2品种,800转织机
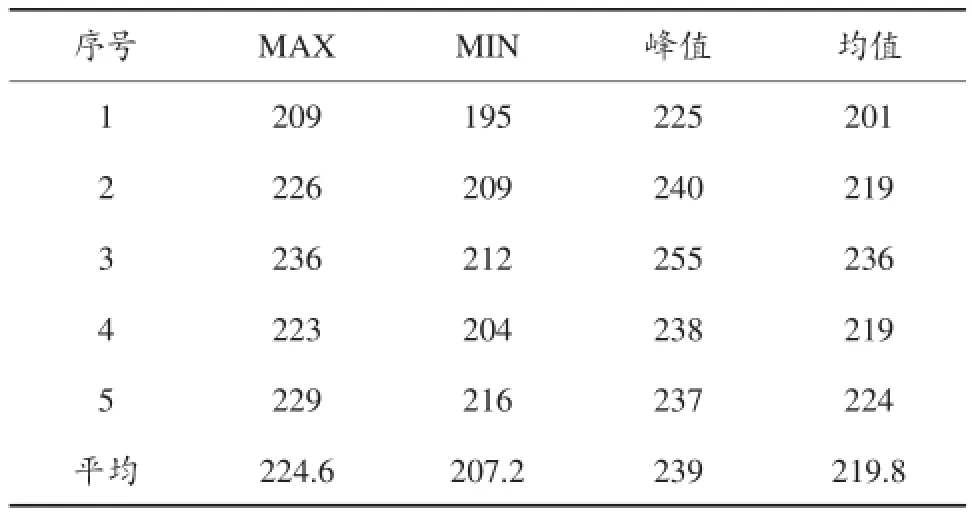
表5 小纱架,1400dtex/2品种,800转织机
1.3.4 试验四:环锭与直捻机产品物性跟踪情况
1.3.4.1 直捻机上、下工序强力损失情况对比

表6 1100dtex、1670dtex各工序断裂强力统计表(直捻机流程)
1.3.4.2 环锭机和直捻机加工筒子物性对比

表7 940dtex筒子物性情况对比
1.3.4.3 直捻机筒子物性情况

表8 1100dtex/2筒子物性情况(直捻机生产)
1.3.4.4 白坯布物性情况

表9 国标DSP1100dtex/2-100145白坯物性情况
备注:下机:生产后,直接抽样测试。
正常:在恒温、湿平衡24小时进行的测试。
1.3.4.5 浸胶布物性情况
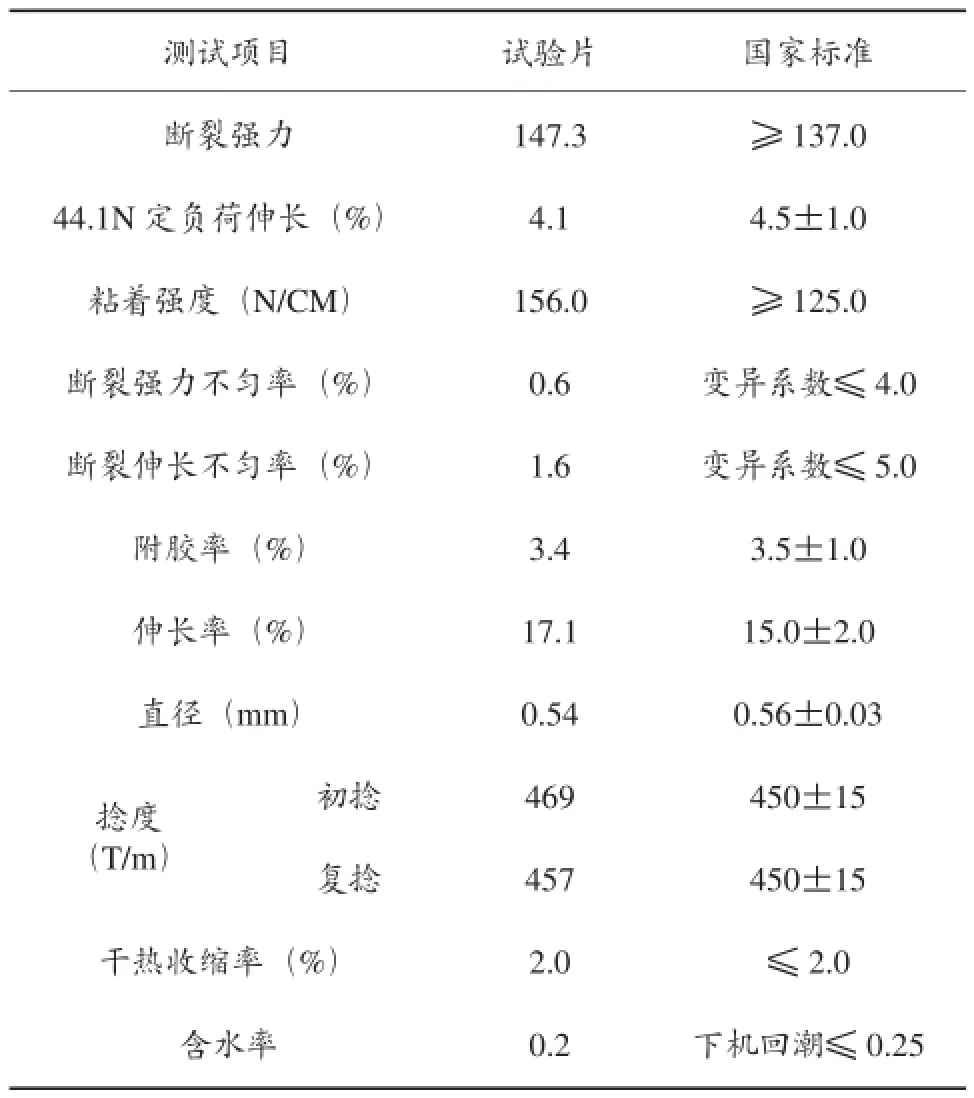
表10 国标DSP1100dtex/2-100145浸胶布物性情况
3 讨论与结果
3.1 从试验一可以看出:直捻机上、下工序张力明显大于环锭机上、下工序张力。
3.2 从试验二可以看出:直捻机单纱张力小于双纱张力,单纱张力约是双纱张力的一半。正常生产中,直捻机内纱张力与外纱张力的相等是选取张力控制刻度的最主要条件,同时保证了加捻丝线内、外纱长度的差异最小。
3.3 从试验三的表2和表3中可以看到:三排纱架张力明显大于两排纱架张力,说明纱架位置对张力影响很大。
3.4 从实验三的表4和表5中可以看出:大纱架的张力绝对值比小纱架的张力绝对值略大。分析认为小纱架的张力比大纱架张力容易控制,原因是一个是3kg筒子退绕,一个是10kg筒子退绕。关键是如何比判10kg筒子和3kg筒子的退绕效果。张力反映的数值应该是最真实的,但数据不容易收集整理和分析。而白坯布织造布面质量的好坏(平整度,是否有松紧经等),纱线筒子剩余筒脚丝长度的多少可作为判断的最简单直观依据。
3.5 从试验四对产品物性的跟踪情况看,直捻机生产线生产的白坯布物性和浸胶布物性结果满足帘子布的标准要求,和环锭机生产线生产的产品结果持平。
3.6 从试验四的表6中可以看到,环锭机丝线定伸大于直捻机丝线定伸,直捻机定伸偏环锭产品指标下限。分析:直捻机工序的张力是环锭机复捻张力的3~4倍是造成此现象的主要原因。如何达到产品最终合格?织造时,需要对直捻机筒子集中平衡24小时,从表8中看出,织造后白坯物性正常,同时也可通过调整浸胶工艺使浸胶布最终物性指标合格。此现象说明:直捻张力在2000CN-3000CN范围已经对产品的物理性能有了影响,但此影响不足以破坏它的弹性形变性能。
4 结束语
(1)直捻机工序张力明显大于环锭机工序张力。原因是筒子卷装有环锭的3kg提高到直捻的10kg。
(2)直捻机本身的张力是整个白坯帘子布生产工序中张力最大的位置点。此位置点丝线物性中定伸明显偏指标下限同时生产中此位置点最容易产生擦伤丝和丝线拉断现象。因此,对此工序的张力控制和密切跟踪很有必要。
(3)直捻机张力控制对产品工艺的选取意义重大。特别是通过控制内、外纱张力一致性保证双纱长度的一致性,从而保证了不产生腾捻异常丝。同时,如果产品原料不同时,通过张力测试来选取产品工艺也有很强的实际意义。
(4)纱架的张力测试对纱架筒子均匀一致性的判断意义重大,对布面质量的改进有推动意义。但此工序位置点的张力不足易影响产品物性,对白坯质量影响有限。目前,世界最先进的帘子布大纱架张力的控制偏差是±15~20%CN。而织造张力的绝对数值控制实际应该是越小,越好,只要不影响织造生产。
(5)通过对白坯帘子布上、下工序物性数据的收集对比,可以对整个工序物理性状态有一个全面的认识。在产品物性合格的情况下,通过对白坯帘子布张力的测试和分析,可以看出张力对物性数据的影响程度,对整个生产工序的控制和工艺选取有很现实的意义。
[1] TEXMER公司帘子布用筒子架技术交流资料.
[2] ALLMER公司直捻机技术交流资料.
[3] 董纪震,赵耀明,陈雪英.合成纤维生产工艺学[M].北京:中国纺织出版社,1994:49~53.
Investigation on Twisted Yarns and Weaving Tension for Dipped Tire Cord Fabrics
CHENG Xiao-wei , DONG Tian-sheng
(SHENMA Tire Cord Fabric Co., Ltd.; SHENMA-PHP(PINGDINGSHAN)Air Bag Yarn Manufacturing Co., Ltd.)
This essay introduces the world advanced technology in twisting (direct twist) and (air jet) weaving, each part of the process has been tested. The system indicates all tensions in various processes and their physical properties, so as achieve better quality of grey tire cord fabrics based on those tension data.
dipped tire cord fabrics;grey tire cord fabrics;tension;direct twisting;big tire cord creel;airjet tire cord weaving machine
TB302.4
A
投稿日期:2016-10-25
程晓伟(1970-),从事 66帘子布及 布生产研究26年。