一种圆柱度测量台测控系统设计
2016-02-05郭旭
郭 旭
(交通运输部南海航海保障中心广州航标处,广东 广州 510000)
一种圆柱度测量台测控系统设计
郭 旭
(交通运输部南海航海保障中心广州航标处,广东 广州 510000)
本文介绍了一种圆柱度测控系统,解决了圆柱形工件的圆柱度测量问题,替代了人工读取和处理测量数据,提高了圆柱度测量的准确性和一致性。
测控系统;圆柱度;传感器
1 圆柱度测量方法
若干个横截面圆度,按最小条件给出圆柱度误差,通过记录各截面的圆度误差图形,用透明同心圆模板求圆柱度误差,取若干个截面圆度误差中最大值为圆柱度误差,常用的近似测量方法有以下两种。
(1)两点法
按图1所示方法,将工件放在平板上并靠紧方箱,用千分表测若干个截面的最大与最小读数,测出各给定横截面内零件回转一周过程指示表的最大示值与最小示值,并以所有各被测截面示值中的最大值与最小值的一半作为圆柱度误差值。
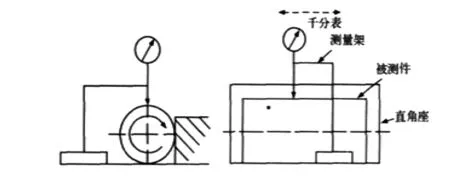
图1 两点法
(2)三点法
按图2所示方法,将工件放在能够整体支撑起工件的V形块内,在工件转动时用千分表测出若干个截面的读数,分析所有读数得到最大与最小值,取各截面所有读数中最大与最小读数之半为该工件圆柱度误差。

图2 三点法
2 圆柱度测控系统介绍
圆柱度测量台是一整套设备,包括机械部分、电气部分和软件部分,其中电气部分和软件部分组成了设备的测控系统,这些直接决定了设备的运动和运算,本文介绍的测控系统(如图3所示)主要包括:
人机交互部分:本系统采用工控机加板卡的结构,人机交互通过电脑屏幕和鼠标、键盘实现,所有操作均在屏幕中以虚拟按钮的形式显示,运行状态也以图形化显示在屏幕中,实现所见即所控,人机交互无障碍。
数据采集部分:本系统有先进的数据采集模块,其传感器运用先进的LVDT,将工件的跳动量转换成数字信号,然后连接到数据采集卡,通过高分辨率的采集卡输入计算机,为软件提供精准数据。
运动控制部分:本系统全部采用先进的交流伺服控制器控制电机,能够实现精准的位移控制,避免运动到测量范围之外,并通过专业的运动控制卡对所有伺服控制器进行管理。
PLC部分:本系统应用了先进的可编程控制器PLC,通过对PLC进行编程操作,实现了整机动作部分联动,配合测量系统和运动系统完成整体测量。
节能保护部分:本系统采用高标准的节能保护模块,最大限度地节约电能,同时最大化地保护操作者。

图3 测控系统组成图
3 实际测量
采用三点法进行测量,工件放置在两个滚轮之上,传感器放置在工件的正上方,通过驱动工件旋转,测得工件一圈的跳动量,从而计算出圆柱度误差值(如图4所示)。

图4 测量系统截面图
首先,将被测的圆柱形工件放置到支撑(采用两个滚轮组成的V型支架)上面,然后,轴向进行固定,防止窜动。然后,将传感器打到需要测量的每一个截面上方;驱动工件进行旋转,由此得到被测截面的一周数据。最后,将每一个截面的数据进行分析,将最大值和最小值作差,最后得出圆柱度误差,如图5所示。
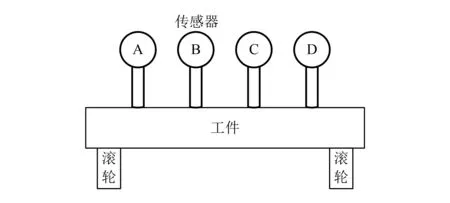
图5 测量系统总体图
4 总 结
本测量系统测量圆柱度误差值有诸多优势:
(1)全过程电脑控制,无需人工旋转工件和切换测量截面;
(2)采用自动化测量方法,无需人工用肉眼去读数,减少人工读数误差;
(3)测量数据直接进入电脑系统,无需人工去处理数据,通过自动计算,快速准确地得到圆柱度误差值;
(4)系统全程监控工作状态,一旦测量结果不合格或者设备异常,系统就会自动报警,然后停止设备。
[1]Microsoft公司.Visual Basic6.0控件参考手册[M].北京:清华大学出版社,1999.
[2]田湍,刘国良,朱训生.基于误差分离技术的几种圆柱度测量模型分析[J].机械设计与制造,2003,(4):40-41.
[3]荆学东,何凯,杨亮.圆度和圆柱度测量虚拟仪器的开发[J].自动化仪表,2011,32(10):52-54.
Design of Measurement and Control System for a Cylindricity Measuring Table
Guo Xu
(Guangzhou Aids to Navigation Department of Nanhai Navigation Safety Administration, Guangzhou 510000, Guangdong, China)
A kind of measurement and control system for cylindricity is introduced in the paper. The system solves the problem of measuring the cylindricity of work piece, and replaces the manual reading and processing of measurement data, which improves the accuracy and consistency of the measurement.
measurement and control system; cylindricity; sensor
2016-11-03
郭 旭(1982-),男,本科,工程师,主要从事无线电导助航、浮标的制造与维护工作。
TP273
B
10.3969/j.issn.1674-3407.2016.04.023
