微纳米三坐标测量机探头等效直径测量
2016-02-02赵晓萌
赵晓萌
(合肥工业大学仪器科学与光电工程学院,合肥 230009)
微纳米三坐标测量机探头等效直径测量
赵晓萌
(合肥工业大学仪器科学与光电工程学院,合肥 230009)
文中微纳米三坐标测量机在外尺寸测量过程中,探头与被测件存在接触力变形、摩擦力、还有测头的各向异性等因素,因此,对最终的测量精度有一定的影响。为了进一步提高微纳米三坐标测量机的测量精度,本文提出了通过对量块标准件进行不同角度方向测量,得到探头在测量外尺寸的不同角度方向测端等效直径。实验结果表明通过10mm厚度量块得到的外尺寸测端等效直径补偿20mm厚度量块,可以减小一定程度的探头测端直径误差。
微纳米三坐标测量机;量块;等效直径
0 引言
随着微细加工技术和微电子机械系统技术的快速发展,多种多样的微型器件相机被加工出来,如微型涡轮、微型针阵列、微型马达以及汽车发动机中的喷油嘴。这些器件的尺寸形状对测量系统提出更高的要求,因此,研制高精度微纳米三坐标测量机来实现对被测件的高精度测量。日本东京大学Kiyoshi Takamasu首次提出了区别于传统三坐标测量机的纳米三坐标测量机应具备的一些技术指标。据此,国内外一些大学和研究所开始研制微纳米三坐标测量机,例如德国联邦物理技术研究所(PTB)研制的Special CMM、日本东京大学Takamatsu 教授于1995年开始研制的Nano-CMM、英国国家物理实验室(NPL)研制的小型三维测量机、瑞士联邦计量局(METAS)研制的Ultra precision CMM、台湾大学范光照教授研制的Nano-CMM[1]。此外,中国精密机械研究所(303所)、中国长城计量测试研究院、天津大学、清华大学等许多科研院所和高校都对微纳米三坐标测量机进行了深入的研究。
本文研制的微纳米三坐标测量机是来源于科技部“863”计划重点项目,整个微纳米三坐标测量机系统是由微纳米接触扫描式探头[2](测头是直径为1mm的红宝石球)、“331”原则工作台[3,4]以及激光回馈干涉仪[5]的测量系统等部分组成。
1 微纳米三坐标测量机系统
文中研制一台新型微纳米三坐标测量机其测量范围为50×50×50mm,各轴测长的分辨率为1nm,测量系统设计总不确定度≤100nm。本文研究的微纳米三坐标测量机主要部分包括零阿贝误差的工作台、微纳接触扫描式探头以及准共路微片激光器回馈干涉仪。其中,零阿贝误差工作台是基于“331”原则(即:三轴标尺线相互垂直并交于一点,并以此三轴测量线为基准建立三维坐标系;由x、y标尺线构成的测量面与x、y轴导轨导向面相互重合;探头中心点与各轴标尺线交点重合,简称三线共点、三面共面、点面重合)设计的;接触扫描式探头三轴可以实现20μm的测量范围以及1nm测量分辨率;微片激光回馈干涉仪可以实现50mm的量程,位移分辨率优于0.1~1nm。图1是微纳米三坐标测量机的实物图。
2 探头测端等效直径测量及误差分析
本文的微纳米三坐标测量机使用的是接触式探头,采点原理是通过二次触发的方式,即在对被测件进行测量时,探头第一时间碰到被测件时,会继续运动一定的位移直至达到某一触发阈值才会记录下该点的坐标。这段接触后行走的距离则被称为探头触发的预行程,并且包括了测杆的力变形。由于探头在接触被测件时,测杆会发生变形、红宝石测球与被测件之间的摩擦力以及红宝石测球的形貌等因素都会对最终的测量精度有影响,并且测量内尺寸和外尺寸引起的影响是有区别的。设为d0为红宝石测球直径。

本文使用的是被检定过长度为10mm和20mm两种一等量块作为测量基准,这两种量块的检定值分别为10.000045mm和19.999998mm。由于本文中的微纳米三坐标测量机采点过程中只设计特殊角度,所以只把量块在几个特殊角度(0º、30º、45º、60º、90º、120º、135º、150º)之间切换。量块的测量方法:在量块的一个平面上均匀选取六个点,得到此平面的最小二乘平面,在另一个平面上中间位置选取一点,该点到最小二乘平面的距离作为该量块的长度测量值。量块测量示意图如图4所示。
首先,按照上述测量方法测量检定值为10.000045mm的一等量块。根据长度测量原理及测端等效直径的测量原理,得到探头在各个方向的等效直径。表1是10mm厚00级量块特殊方向的长度测量值。
为了验证测端等效外径的修正效果,本文又进行长度检定值19.999998mm量块特殊方向的测量实验,并用长度10mm的量块测端等效直径对长度20mm量块测端等效直径进行补偿得其误差,其测得值如表2所示。
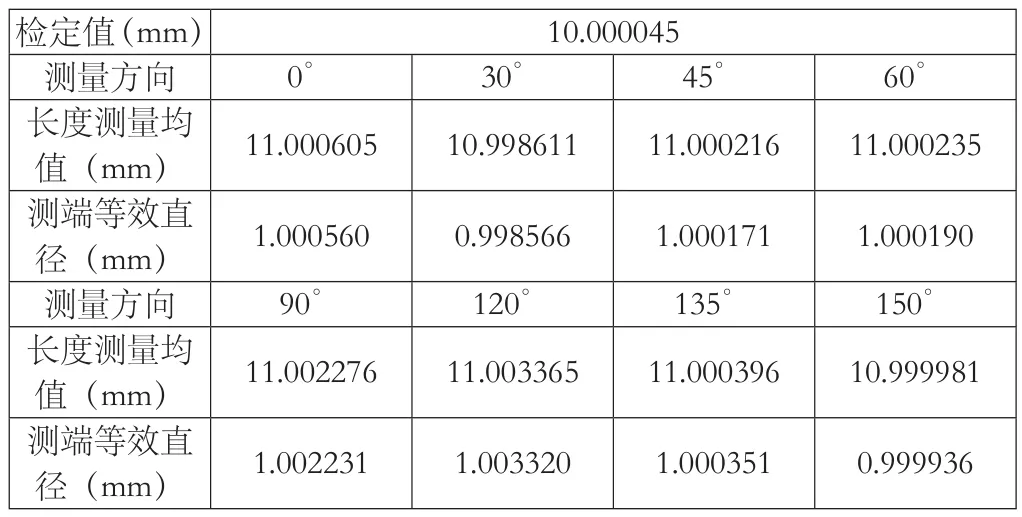
表1 10mm厚00级量块特殊方向的长度测量值
由实验数据处理结果可知,这种方法在一定程度上减小量块长度测量误差,但使用上述所述的补偿方法各个特殊方向还会存在一定的误差,这种误差是由多种因素引起,包括各个方向的测量力的微弱变化、探头与被测件之间摩擦力变化以及环境因素等,为了降低这种影响,在实验过程需要采用多次测量方法,来降低其对测量结果的影响.

表2 20mm厚00级量块特殊方向的长度测量值及补偿后的误差值
3 结束语
通过对比的实验方法在测量量块长度的实验中,可以得到很高的测量精度,但是还存在一定的残余误差,带来这些误差的主要原因有:测量方法带来的误差;标定的数学模型引入的误差;探头本身引入的误差,包括各个方向上测力的不同,以及探头在各个方向上的的重复性的差异;测量机本身的误差;外界环境对测量结果产生的影响。
[1]A.Küng,F.Meli,R.Thalmann.Ultraprecision micro-CMM using a low force 3D touch probe[J]. Measurement Science and Technology,2007(18):319-327.
[2]程方,费业泰.纳米三坐标测量机接触式测头触发控制[J].光学精密工程,2010,18(12):2603-2609.
[3]黄强先,余夫领,宫二敏等.零阿贝误差的纳米三坐标测量机工作台及误差分析[J].光学精密工程,2013,21(03):664-671.
[4]余夫领.微纳米三坐标测量机误差修正与实验研究[D].合肥工业大学硕士论文,2013.
[5]张松,张书练,任舟.采用Nd:YAG微片激光器的激光回馈干涉仪的研制[J].红外与激光工程,2011,40(10):1914-1917,1927.
[6]张国雄.三坐标测量机[M].天津:天津大学出版社,1999.
10.16640/j.cnki.37-1222/t.2016.22.254
赵晓萌(1988-),男,河南驻马店人,硕士,学生,研究方向:微纳米测量技术。
