低地板轻轨车转向架焊接变形分析及工艺控制方法研究
2016-02-02王子栋
王子栋
(中车长春轨道客车股份有限公司,长春 130062)
低地板轻轨车转向架焊接变形分析及工艺控制方法研究
王子栋
(中车长春轨道客车股份有限公司,长春 130062)
本文通过对CW12、CW20两种典型低地板转向架产品结构及焊接制造工艺过程的研究,解析构架产生焊接变形的原因同时提出一种控制角度变形的全新工艺方法。
低地板构架;焊接角度变形;反变形
0 前言
低地板车辆共分为两个平台系列,即70%和100%低地板。近年来,国内外市场对低地板轻轨车的需求量逐年递增,我公司在该领域也开发了多种产品。本文选取了CW12、CW20两种典型的低地板转向架,针对其制造工艺过程中遇到的焊接角度变形问题进行研究分析,并提出一种全新的解决方案[1]。
1 低地板构架结构简介
CW12转向架属于70%低地板系列的产品,构架主要结构包括横梁、侧梁。其中横梁为箱型板材拼焊结构,侧梁由中部的二系弹簧座铸件与两侧板材拼焊的箱型结构构成,横侧梁连接方式采用对接形式。侧梁轴箱安装面位置如图呈一个“八”字型结构上窄下宽,与竖直方向呈8°的倾角。
CW20转向架属于100%低地板系列的产品,构架主要结构包括横梁、侧梁。其中横梁为箱型板材拼焊结构,侧梁由中部的二系弹簧座铸件与两侧板材拼焊的箱型结构构成。与CW12转向架不同,该构架二系弹簧座占侧梁的整体比例更大,铸件与板材件的接口采用对接形式。横侧梁连接方式采用半对接半插接的形式,其中横梁盖板与侧梁实现对接,立板与侧梁为插接的连接方式。侧梁轴箱安装面位置也是呈一个“八”字型结构上窄下宽,与竖直方向呈12°的倾角。

图1 CW12转向架示意图
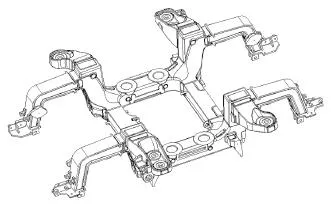
图2 CW20转向架示意图
2 焊接变形趋势分析
CW12、CW20两种转向架构架的二系部位均为铸件构成,构架整体焊接后对此区域的尺寸变形几乎很小,其主要焊接量均在侧梁一系轴箱安装面及侧梁端部的位置。
此类型构架焊接量集中的区域也恰巧是自身结构抗变形能力较为薄弱的位置,两端的轴箱安装面位置均呈一个“八”字型上窄下宽的结构,分别与竖直面呈8°和12°的倾角,焊接受热后极易发生角度变形。焊接后侧梁端部的轴箱安装面将沿着折弯点向构架中心方向有一个角度变形即8°和12°的倾角将比理论值要略小。经过多次试验分析产生角度变形的原因主要包括焊接顺序以及工件焊接过程中受约束的程度。
3 焊接变形控制方案
本文针对低地板侧梁焊接后发生角度变形的问题,提出一种新的工艺控制方法。设计制造的一种防变形装置,通过焊接前预留角度的反变形量并在焊接过程中实现刚性支撑,同时在焊接过程中选择合适的焊接顺序以达到控制焊接变形的目的。
3.1 焊接顺序的控制方案
焊接顺序是一个控制焊接变形的重要手段,选择合理的焊接顺序是可以达到最大程度减小焊接变形的目的。其作用主要在于通过在同一工件多道焊缝的焊接过程中,利用后一道焊缝的焊接过程最大程度的消除前一道焊缝带来的变形影响,从而达到最大程度的热输入平衡以减小焊接带来的变形。
结合CW12、CW20两种构架的结构分析,侧梁焊接后变形趋势为沿端部的折弯点向构架中心一侧产生变形,为此在焊接过程中可以优先焊接可以让侧梁产生向外侧变形趋势的焊缝以达到抵消或减小向内变形的趋势,如图3所示侧梁端部上、下盖板与立板共计4条焊缝共计12道,则优先考虑焊接上盖板与立板的焊缝以获得侧梁向外侧变形的趋势,具体操作顺序如下。

图3 焊接顺序示意
每道焊缝焊接三层,共计12道焊缝顺序如下:
焊缝A:1 ,5 ,9 焊缝B:2 ,6 ,10
焊缝C:4 ,8 ,12 焊缝D:3 ,7 ,11
3.2 焊接反变性控制方案
焊接的反变形量通常是在焊接作业前对工件在线性尺寸或角度尺寸上提前做出一定的改变以补偿焊接后产生的变形所作的调整。针对本文介绍的两种构架提出了一种新的控制角度变形的方案,针对此类型构架一系轴箱安装面位置特殊的八字形结构设计一种防变形装置,可以实现工件焊接前预留角度反变性同时在焊接过程中还可以实现刚性支撑的以控制焊接变形的目的。

图4 侧梁防变形装置实施示意图
(1)设计制造一种防变形装置如图示件2所示。其中防变形装置包含两个部分,分别为下部的支撑装置和上部的压紧装置。支撑装置的两个斜面其中靠近侧梁中心一侧的使用面角度与侧梁轴箱安装面保持一致,端部的一侧角度则增加1°的反变形量。
(2)支撑装置沿侧梁呈“八”字形斜面从下方向上安装,利用压紧装置顶紧侧梁从而使支撑装置能够沿侧梁一系轴箱安装面向上移动。当支撑装置的两个斜面均与侧梁实现严密贴合时停止加力,此时即达到了侧梁靠近端部一侧的斜面角度向外侧预留了1°反变形量的效果。
(3)侧梁在焊接作业过程中,支撑装置(件2)始终对侧梁一系轴箱安装面实现刚性支撑以达到控制侧梁焊接角度变形的作用。焊接后松开压紧装置即可从侧梁下方卸下支撑装置,当支撑装置卸下后刚性支撑消失,侧梁的角度必然要向内有一定的角度反弹从而抵消之前预留的角度反变形量,最终达到侧梁近似接近原始理论值的效果。
4 结论
通过上述分析可知,低地板构架结构较为特殊局部结构抗变形能力较弱,但通过合理的工艺手段可以取得良好的效果,有效提升产品质量及生产效率。同时,针对低地板构架二系轴箱安装位置“八”字型结构上窄下宽的结构,通过试验分析总结,此处结构预留的反变形角度约为1°最为合适。
[1]辛勇生,胡荣伟,黄思源.100%低地板车辆转向架构架制造工艺[J].金属加工:冷加工,2015(22):16-17.
10.16640/j.cnki.37-1222/t.2016.22.035
