宏程序在提高深孔加工效率中的应用
2016-01-27四川省宜宾普什模具有限公司644007
■四川省宜宾普什模具有限公司 (644007) 张 强
宏程序在提高深孔加工效率中的应用
■四川省宜宾普什模具有限公司 (644007) 张 强
摘要:本文介绍了深孔加工的两种方式,但是都有优缺点,利用宏程序可以减少缺点,介绍了宏程序的设计及使用。使操作者在加工时不用再担心加工过程中中断系统循环的难题,大大提高了加工效率和加工质量。

孔加工在机械加工行业中必不可少,特别是深孔加工,由于加工时间长的原因,在加工过程中,常常会遇到钻深一段距离后,中途中断系统循环程序。在系统循环中断后,如果要从中断的位置继续加工,有以下两种常用加工方式:(1)从孔口重新加工。优点:钻尖得到冷却,钻削时容易排屑;缺点:空行程多,浪费大量时间,做了许多无用功。(2)从中断点直接加工。优点:空行程少,节约大量时间;缺点:在加工时无法冷却钻尖和排屑,严重时将导致钻头烧坏和折断。
1. 宏程序的设计
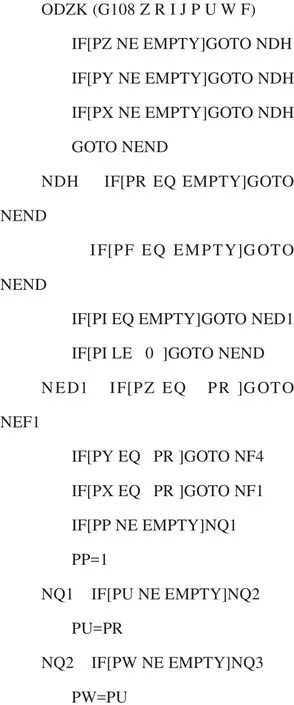
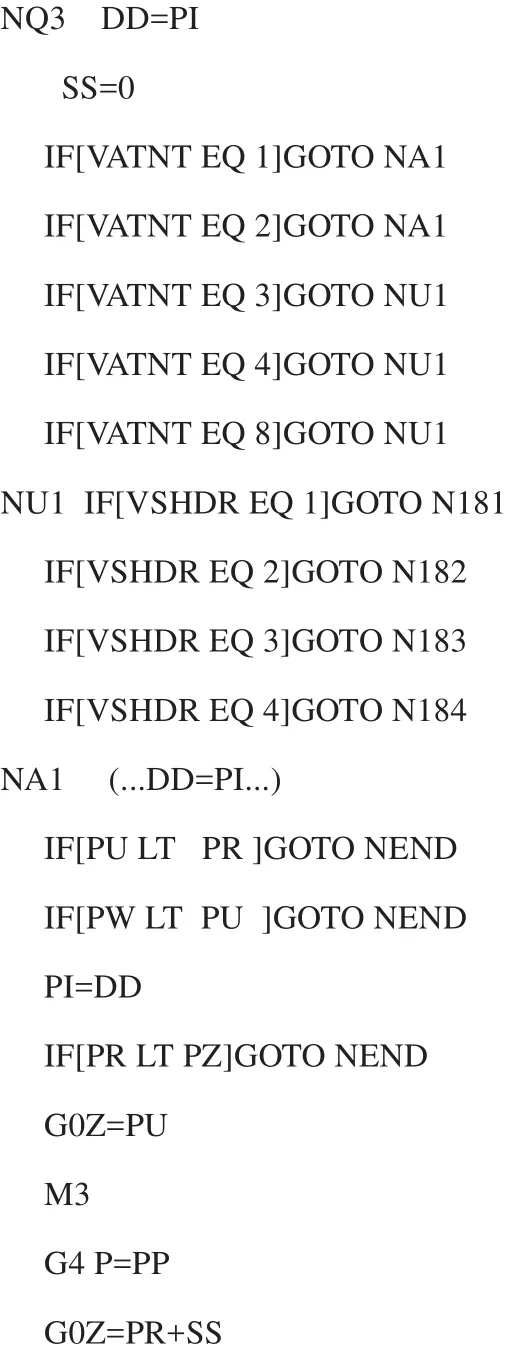
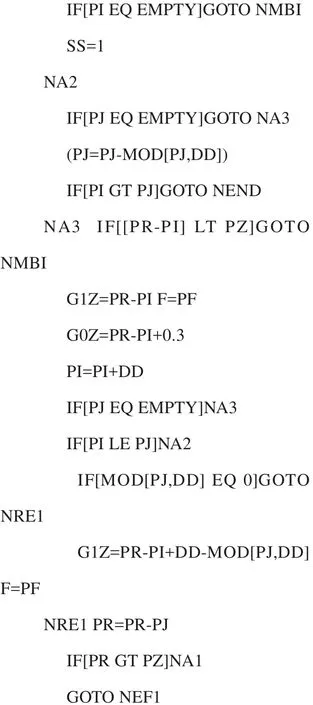
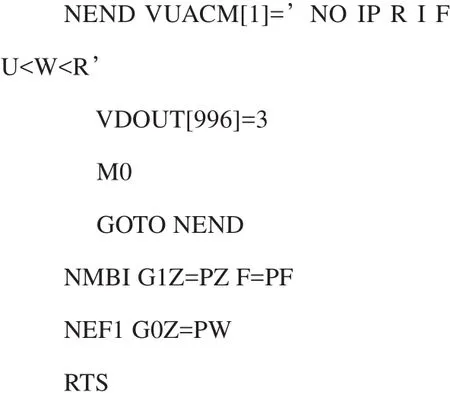
从以上两种情况可以看出,系统的深孔循环使用时极为不方便。为解决以上两种情况出现的问题,笔者结合现场实际加工情况,开发研究出第三方(用户循环)系统循环,具体程序指令如下:
(G108 Z-100 R2 I3 J12 P1 U5 W100 F40 类似G83)
(IP坐标位置如:X0Y0)
(G100 固定循环结束)
(Z——钻孔最终尺寸)
(R——钻孔起始高度)
(I——每钻深I长度,就退0.3mm,省略则直接钻到Z位置。与G81相同)
(J——以I钻削方式重复钻到J深【省略等于Z】后,退回到U指定位置,再次返回钻孔时抬高1mm。与G83相同)
(P——退回到U指定位置时,暂停时间s,省略为1s)
(U——每钻到J深时,返回的位置,省略等于R)
(W——每钻完一个孔,退回的位置,省略等于U)
(F——每分钟进给量)
(注意:其余未赋值或赋值不符合逻辑将报警!!!)
2. 结语
通过该宏程序的应用,可以在中断循环系统后继续在中断位置进行加工,并能使钻头得到有效冷却,成功解决了目前常用的两种加工方式的缺点,使操作者在加工时不用再担心加工过程中中断系统循环的难题,大大提高了加工效率和加工质量。
收稿日期:(20140814)
