浅谈散粮钢板仓管理措施及经验总结
2016-01-20Grainsilomanagementmeasuresandexperiencesummaryonpowder
Grain silo management measures and experience summary on powder
◎赵妍(日照港集团岚山港务有限公司散粮储运公司,山东 日照 276808)
Zhao Yan(Rizhao Port Group, Lanshan port bulk grain storage and Transportation Company Limited, Rizhao 276808,China)
浅谈散粮钢板仓管理措施及经验总结
Grain silo management measures and experience summary on powder
◎赵妍
(日照港集团岚山港务有限公司散粮储运公司,山东日照276808)
日照港岚山港区散粮系统现有钢板筒仓16座,总储量20万t,共分三期项目建设.其中I期项目建设1.25万t钢板筒仓4座,于2002年建成投产;II期项目建设1.25万t钢板筒仓4座,于2004年建成投产;III期项目建设1.25万t钢板筒仓8座,于2014年建成投产.仓容的逐步增大标志着公司粮食接卸能力的逐步攀升,目前,散粮系统年接卸能力已达470余万t,筒仓年设计周转能力已达260万t.
1 管理措施
公司对筒仓使用情况分别开展月度及年度统计分析工作,根据公司年度筒仓周转数据显示:2013年散粮系统在用筒仓(8个、总储量10万t)的周转次数为20.22次,仓内货物平均堆存期为7天;2014年截止至10月底散粮系统在用筒仓(16个、总储量20万t)的周转次数为11.17次,仓内货物平均堆存期为11天.安全高效的货物周转是客户及公司的共同追求,为此公司从项目建设初期就遵循“安全第一、效率第一”的原则,伴随着项目的确立、成长,公司相继从工艺设计、建设施工、调度使用、业务沟通、设备维护、安全管理等六个方面入手开展工作,确保仓内货物进出高效、储存安全.现将提高筒仓周转率的相关措施及确保作业安全的管理经验分述如下.
1.1工艺设计
工艺设计注重一个“高”字.所谓“高”,是指系统设计标准高、工艺方案优.散粮系统设计入仓效率为1 200 t/h,I、II期设计出仓效率为600 t/h,III期设计出仓效率为1 200 t/h.为了满足上述设计效率要求,项目在设计阶段反复斟酌工艺方案,以码头具体的营运状况以及自然条件为依据合理设计装卸机械化系统,通过对货物特性、运输工具特性、自然条件及生产组织等因素的分析判断,选择出高装卸效率、低劳动强度,并且能满足生产需求的先进的装卸机械设备,并进行合理有效的配置,形成高效、安全、可靠、低成本的工艺系统.例如:入仓设备采用性能可靠的气垫带式输送机、斗式提升机、埋刮板输送机及多点卸料皮带机等,可满足入仓料流的稳定要求;出仓发货设备采用目前国内最先进的汽车衡自动称重系统,可满足疏港车型多样化及数据传输多点性的要求.系统运行十多年来运转可靠有序,单仓连续入仓用时为13.2 h左右,I、II期筒仓单仓连续出仓用时为33.8 h左右,III期筒仓单仓连续出仓用时为22.7 h左右,在港口同类型粮食输送系统中,综合船时效率及出仓发货效率均位居前列.由此可以看出,高标准的工艺设计是确保货物入仓及出仓过程快捷高效的本质因素.
1.2建设施工
建设施工注重一个“严”字.所谓“严”,是指建设过程中施工质量把关严格.散粮系统所属16个筒仓均采用美国GSI镀锌装配式钢板仓,其产品优势在于结构坚固、密闭性好、寿命长(30年左右)、防风防震,制作精良;同时为了避免结露,每个筒仓的仓顶及仓底均配置通风装置.因此,为了最大限度地将GSI钢板仓的优势发挥出来,项目建设过程中设备安装方、工程监理方及设备使用方各司其职,注重基础处理、仓壁装配、进出料设备安装等环节的施工质量,避免筒仓本体故障的发生.目前,散粮系统I、II期筒仓已安全使用十余年,未发生仓体倾斜、开裂、塌陷及出料困难等故障.由此可以看出,严格的建设施工是确保筒仓使用安全的前提保障.
1.3配置利用
配置利用注重一个“优”字.所谓“优”,是指入仓前根据客户的不同情况个性化的选择入仓配置,同时确保不同客户、不同批次的货物相互独立发货.公司现在面对的主要客户有3类:①依托港口建立的粮油加工企业、②港口周边腹地的粮油加工企业、③单纯贸易企业.这3类企业各自的生产实际决定了其服务需求的不同,因此我们“量身定做”多套使用方案粮食入仓,调配原则如表1所示.
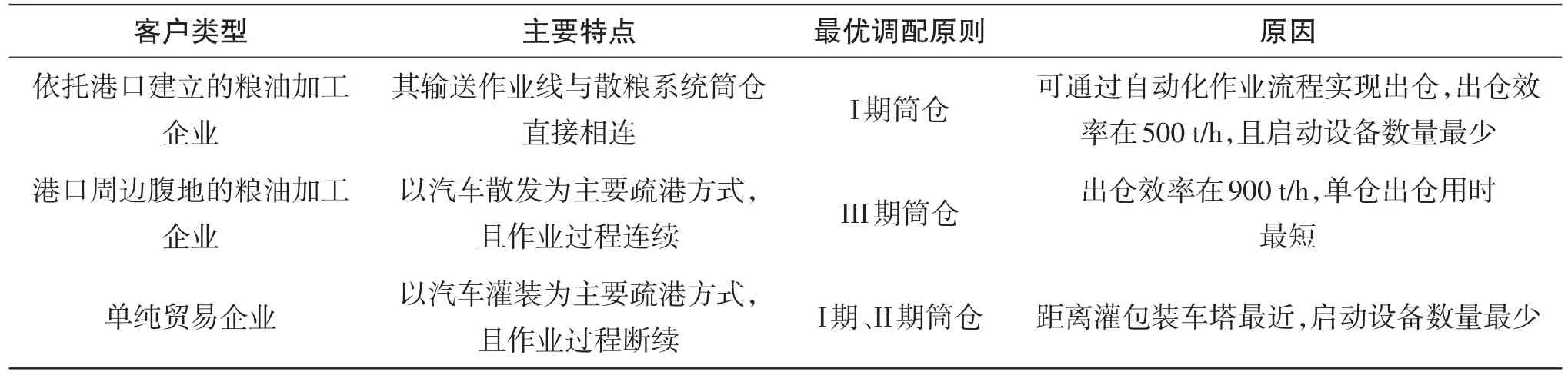
表1 粮食入仓调配原则表
1.4业务沟通
业务沟通注重一个“勤”字.所谓“勤”,是指一方面是指公司积极与老客户沟通,了解客户船舶信息,船舶抵港后及时组织接卸;另一方面,公司还积极开发新客户,2012年以来,公司在保持大豆传统优势货种的基础上又成功开发玉米、高粱及豌豆等货种.公司自成立以来粮食接卸量如图1所示.
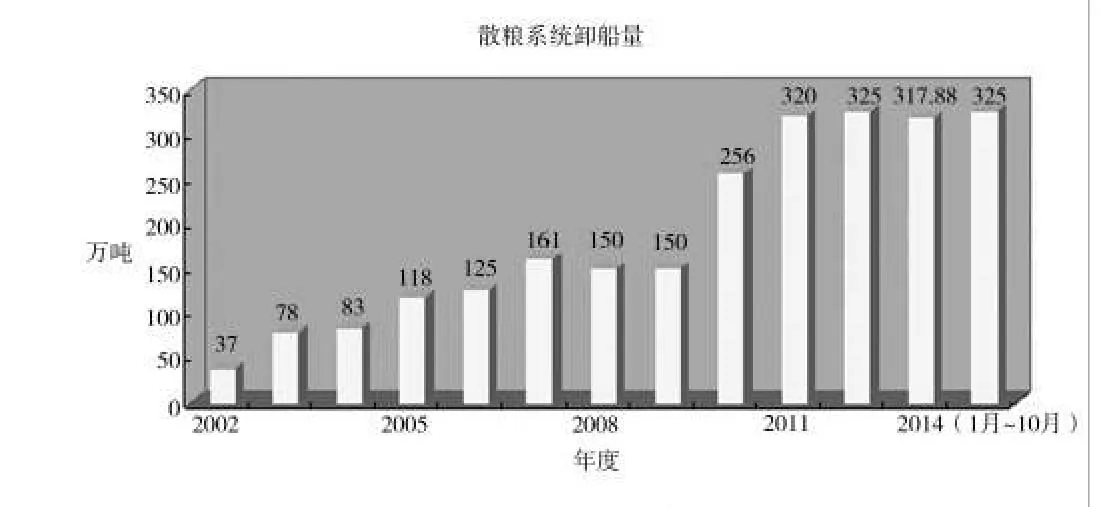
图1 2002~2014年粮食接卸量图
此外,为了提高单仓周转率、压缩单仓货物存储时间,当货物接卸入仓后,公司每日与客户驻港代表联系,督促每日疏港车辆安排,确保疏港效率.
1.5设备维护
设备维护注重一个“细”字.所谓“细”,是指对系统内每台设备建立成套管理体系.目前,公司设备管理重点开展了以下几方面的工作:一是实行设备定包管理模式,明确了单台套设备的管理主体责任;二是建立多套技术管理标准,通过制定《单机设备操作规程》、《单机设备日常检查标准》、《单机设备定期检查标准》、《单机设备日常保养标准》及《单机设备定期检查标准》等60余套标准文件有效指导一线员工的现场操作;三是每月对设备运行数据(如利用率、完好率、故障率及停机时间等)进行统计分析,便于管理人员及时发现并解决设备运行中存在的问题.
1.6安全管理
安全管理注重一个“实”字.所谓“实”,是指通过设立多项管控措施来确保仓内作业人员安全及货物存储安全.
对于仓内人员的安全管控,我们重点采取了以下措施:①人员入仓前进行通风.作业前启动仓顶风机对筒仓进行通风作业,通风作业的时间必须超过15 min.②进行粉尘及氧气浓度监测.通风超过15 min后,进行清仓作业前,必须进行筒仓粉尘检测和氧气检测,检测点至少不低于2个,即筒仓入口、仓内其他粉尘较大的区域.筒仓下层粉尘浓度监测数值低于41 g/m3(筒仓上侧的粉尘最低爆炸浓度值为62 g/m3)且氧气浓度高于0.195时,符合入仓作业条件;不符合该数值时,需继续通风,直至检测数值符合规定为止.③规范劳保用品穿戴和工属具使用.入仓作业人员必须穿防静电服装、防静电鞋,佩戴安全帽,使用防尘口罩;清仓作业必须使用防爆灯具、防爆高频、铜镐、铜锨等防爆工属具.④工前教育到位.对入仓作业人员进行工前教育,内容包括:仓内作业注意事项、安全要求、劳动纪律、设备及工属具的使用方法等.⑤完善应急处置方案.根据筒仓作业的相关要求我们修订、完善各种应急事件处置方案,如《粮食板结坍塌事故现场处置方案》、《粉尘爆炸事故现场处置方案》、《人员触电事故现场处置方案》、《设备故障事故现场处置方案》、《高温中暑事故现场处置方案》等应急方案,确保突发事件处理有序.
对于仓内货物存储安全的管控,我们以“杜绝仓内货物板结”为工作出发点,分阶段采取相应措施如下:①货物入仓前的品质化验.由于货物的杂质及水分是影响仓内存储安全的主要因素,因此船舶到港后,我们首先提取样本进行含尘量、含水量及破碎率等指标的检测化验,对于超标船次的货物,提前限定仓内存储期限,例如:若水分含量≥12%并且杂质含量≥1%,限定存储不超过15天.②货物仓储过程中的粮温监测.筒仓采用OPI粮情测控系统,借助筒仓内外预置的多处传感器模块完成仓内温度、湿度的采集测量,由计算机实现温度报警,此外,系统包含多种分析工具,可观察粮仓各层面温度、二维温度图等,便于工作人员真实、全面地掌握仓内粮食的品质状况.③货物出仓组织紧凑.我们根据多年大豆仓储经验,以粮温检测数据为依据,按照大豆品质划分四级安全警戒等级,并针对每项等级制定了出仓方案(见表2).
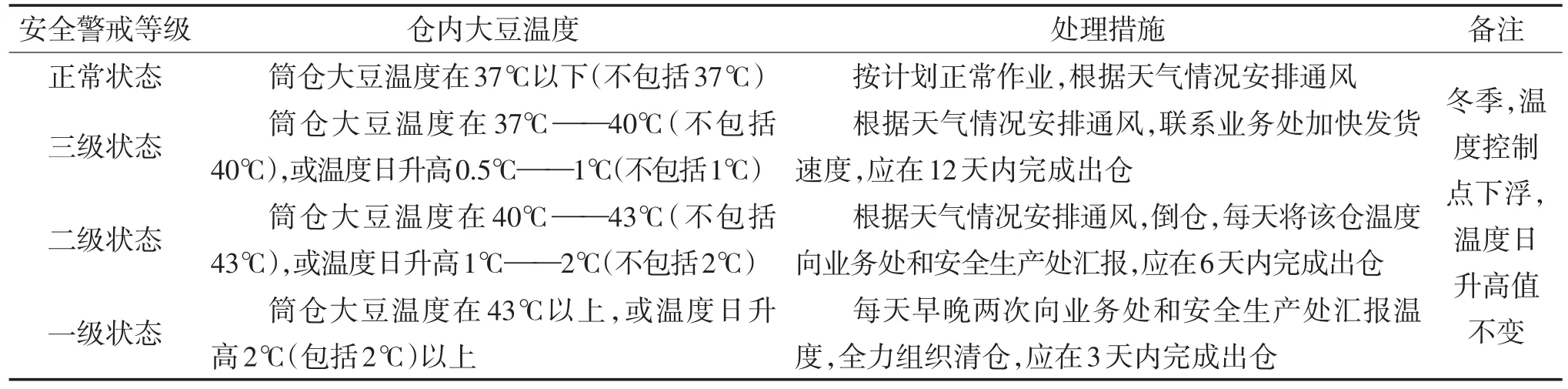
表2 四级安全警戒等级表
2 结束语
以上多项管理措施的实施一方面提高了筒仓周转率,为港口生产赢得了效益,另一方面有效保证了仓内货物存储及人员作业安全,经过十余年的完善、落实,日照港集团岗山港务有限公司散粮储运公司在筒仓管理过程中未发生任何等级人身伤害及货物质量事故.
Zhao Yan
(Rizhao Port Group, Lanshan port bulk grain storage and Transportation Company Limited, Rizhao 276808,China)
摘要:介绍了提高钢板仓周转率的主要措施以及确保仓内人员作业和货物存储安全的相关管理经验.关键词:钢板仓;周转率;措施经验
Abstract:Introduces the main measures to improve the turnover rate of the steel silo, followed by the introduction of the relevant management experience to ensure the warehouse personneland cargo storage security.
Key words:steel silo;turnover;measures and experience
作者简介:赵妍(1980-),女,工程师,散粮储运公司技术室主任;专业方向为电机与电器.
收稿日期:2014-12-30
中图分类号:TU249.2