抽水蓄能机组轴线调整工作探讨
2016-01-18马信武李延丰
李 宁,马信武,李延丰
(吉林敦化抽水蓄能有限公司机电部,吉林省敦化市 133700)
0 引言
江苏宜兴抽水蓄能电站工程是江苏省“十五”期间建设的重要能源项目之一,电站位于宜兴市西南郊的铜官山区,距市区约7km,是一座日调节纯抽水蓄能电站。电站额定发电水头363.00m,总装机容量为4×250MW,安装4台可逆式水泵水轮机机组,日均发电量408.5万kWh,年发电量14.9亿kWh,年抽水耗电量19.6亿kWh,综合效率0.76。该电站在电网中主要担负调峰、填谷、调频、调相和旋转备用等任务。2008年四台机组全部投产。
2010年丰满发电厂在宜兴抽水蓄能电站机组检修工程中,应业主方要求对机组轴线进行了检查并进行了轴线处理调整工作,通过此次契机我厂技术人员与宜兴抽水蓄能电站专业技术人员沟通了轴线调整工作理念,互相交换了意见,完善了轴线调整工作的施工方案,确保了机组轴线调整工作的质量。
1 机组轴线产生摆度的主要原因
(1)机组转动部分重量不平衡。转动部分质量不平衡主要指转子重量不平衡。在进行发电机转子组装时,为使其重量分布均衡,轮环铁片的堆积及挂装磁极都是称重后对称配置的,但由于转子的直径和重量都很大,往往难以达到平衡。一般还需要通过在机组安装后的试运行中,进行动平衡试验与配重处理,才能解决。
(2)电磁干扰力。这主要是由于定子与转子圆度不好或发电机转子中心位置偏差较大造成的气隙不均匀等原因引起。
(3)主轴轴线不垂直,各部轴承间隙调整不合格,组轴线运转的空间位置调整不当。
(4)各部轴承不同心,或各部轴承中心位置不对称。
2 机组轴线检查的目的
(1)检查机组加工与安装质量,如机组的旋转中心线处于最优中心上,机组转动部分与固定部分的间隙应均匀(如定子与转子间气隙、转轮止漏环间隙等),以保证机组转动时不发生碰撞。
(2)检查机组各段主轴的加工与连接质量,即主轴法兰处轴线连接不弯折。
(3)检查推力轴承与承重机架的加工质量和安装质量,以保证机组轴线与推力轴承镜板工作面垂直。
(4)在(2)、(3)联合作用下,表现为机组各轴颈和轴法兰的摆度大小,应符合规程要求。
3 盘车前的准备工作
(1)推力轴承安装完毕后,将转动部分的重量支撑在推力轴承上。
(2)转动部分与四周间隙基本均匀,包括空气间隙、止漏间隙等。
(3)安装X/Y轴线四个方向四块上导轴瓦,轴瓦间隙0.02mm。
(4)在上导轴颈、下导轴颈、水导轴颈、水泵水轮机和发电电动机联轴法兰及推力头处均布标记8个同方位的测量点,并按顺时针编号(可根据实际情况按逆时针编号),在各测量部位+Y、+X方位架设百分表。机组盘车采用人工盘车,机组转动部分旋转时,应按逆时针方向(按实际编号的反方向)进行,同时应启动推力轴承高压油系统。
4 盘车数据整理分析
4.1 摆度圆的绘制
摆度圆的绘制是利用同一测量部位互成90°布置的X、Y方向的两块百分表的读数,在方格纸上利用坐标关系,绘制轴中心在盘车过程中的运动轨迹的一种方法。摆度圆的圆心为该测量部位的旋转中心,该圆的直径即为该测量部位轴的摆度,即百分表在该点的读数。通过摆度圆的绘制更能清晰的了解旋转轴在盘车过程中的运动轨迹(如图1所示),从而对盘车成果的正确程度做出判断,以利于改进盘车方法,获得较为正确的盘车成果。

图1 主轴旋转时轴线运动轨迹
4.2 摆度曲线的绘制
(1)进行数据整理。根据盘车时测得的数值,求出法兰处和水导处各点的净摆度。
(2)使用坐标纸,测点号为横坐标,净摆度为纵坐标,按比例标出各坐标点,然后将各点连成圆滑的曲线,波峰与波谷的垂距为主轴在该部位最大净摆度,并计算出该点具体位置。
(3)摆度特性曲线(简称摆度曲线)应符合“正弦曲线”的规律(如图2所示),对个别误差较大的读数可酌情考虑甚至删去,这样从摆度曲线求得的最大摆度值及其方位,其准确度要比向量合成的计算法为高,且易于掌握,故在我厂被广泛采用。在本次检修中也应用此方法进行轴线分析。

图2 摆度特性曲线
4.3 绘制轴线的水平投影图
由于水轮发电机组的主轴是由发电机轴通过法兰与水轮机轴相连,一般情况由于法兰的结合存在着曲折,致使发电机轴法兰的摆度及其方位与水轮机轴水导处的摆度及其方位不同,为了在一张图上能同时表示出法兰与水导处轴的摆度与方位,因此提出了轴线的水平投影图的问题。
(1)以主轴中心为圆心,分别以法兰和水导处的最大净全摆度之半为半径画圆。
(2)将圆等分8点注上轴号。
(3)按比例分别标出主轴在法兰处和水导处最大净摆度方位,连接各点,所形成的折线即为机组轴线水平投影图。
4.4 计算轴线的不垂直度
由盘车成果绘制成轴线水平投影图以后,可了解轴线的倾斜值与方位以及法兰曲折的情况,并依据轴线的水平投影图,通过图解法求得轴线的不垂直度。
5 发电电动机与水泵水轮机整体盘车
轴系摆度整体检查。布置足够人员分布在转子下方以推动转子旋转,设置各部位测量百分表初始读数为零(小针指5,大针指0),启动推力轴承高压油泵,旋转转子至各测点位置,关闭推力轴承高压油系统,记录百分表读数,并依次完成所有测点摆度数据及回零数据的测量。根据盘车记录,计算各测量部位摆度(包括集电环处的摆度),绘制轴线折弯图,轴系统摆度测量布置如图3所示。
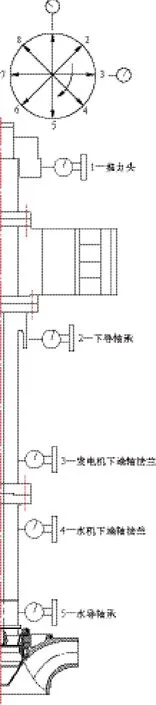
图3 机组直度和摆度测量示意图
6 绝缘垫刮削
6.1 绝缘垫刮削量计算方法
本机组为悬吊式发电电动机组,水导轴承到镜板距离L=13450mm,推力头直径D=1441mm。
计算公式如下:

式中:Km——水导轴颈处倾斜值;
TJ——水导轴颈处全摆度;
BJ——上导轴颈处全摆度;
T——水导轴颈处净摆度。
在推力头绝缘垫上需刮磨厚度的计算公式:

式中:n——刮削量;
D——推力头直径;
L——水导轴颈至推力头距离。
现举例说明:
上导、水导处百分表测量数据如表1~表3所示,以此来计算绝缘垫的刮削厚度n与方位。

表1 原始数据 mm

表2 各部位的全摆度 mm

表3 水导处净摆度 mm
由表3可以看出,通过对净摆度数据的分析可以看出最大摆度点在1号点。计算绝缘垫刮削厚度:

即对1号点方位刮垫0.035mm。

图4 刮削区分配图
6.2 绝缘垫刮削方法
刮绝缘垫前应使转子落在制动器上。拔出推力头与镜板的连接销,然后对称均匀地松开推力头与镜板的连接螺栓,使镜板落在瓦上,按盘车点的位置用记号明显表示出刮削的最大摆度点,并做好绝缘垫的安装编号后抽出绝缘垫。安装时应严格核对原编号,对镜板、推力头及绝缘垫的结合面用无水乙醇清洗,无杂物夹入。绝缘垫就位后应检查起接缝处应无重叠,并将定位销钉轻轻插入一段,连接螺栓孔及套筒应预装好。再一次清扫检查定位销及螺栓在推力头组合缝的杂物。然后对称均匀地利用螺栓拉力将镜板提起。打入销钉后,落下转子再紧一遍各连接螺栓后才可进行盘车。
(1)在平台上放置绝缘垫,组成一个整圆,设定最大刮削方位点,做好标记。
(2)等分刮削区。设绝缘垫的最大刮削点为0点,其对称方向的最小刮削点为8点,连接0点和8点,并将线段8等分,沿7个等分点分别作0~8线段的垂线,则绝缘垫被分成8个刮削区并分别标出1~8个区,如图4所示。
(3)各区刮削深度计算。各刮削区的刮削深度分别为n1=n(最大刮削量),n2=7/8n,n3=6/8n,…n7=1/8n,n8=0。
(4)用外径千分尺测量未刮垫前的厚度,并做好记录,利用砂纸机和砂纸进行高点打磨刮削并反复用外径千分尺测量,以免刮削过多。
(5)经过反复刮削、测量、修整后,使各刮削区达到刮削计算值。
(6)刮好垫后,用酒精和白布仔细把绝缘垫擦拭干净,再用白布绕在钢板尺上浸酒精后清扫推力头和镜板的组合面,然后对号装入绝缘垫(注意绝缘垫在接缝处不能重叠),插入定位销,拧紧组合螺丝。
(7)重新盘车检查,绝缘垫可能要多次刮削,直到摆度符合要求为止。
7 机组中心检查调整
机组总装完成后,进行机组中心检查调整,将转子1号磁极旋转至+Y位置,在水泵水轮机底环下迷宫环部位均匀标示12个测量点;在推力挡油圈部位均匀标示8个测量点;在定子上对称标示16个测量点。顺时针旋转转子,在转子1号磁极处于0°、30°、60°、…360°时测量水泵水轮机转轮上下止漏环间隙,计算转轮静态偏心及旋转中心偏心,并根据计算获得的转轮旋转中心偏心值调整转轮。转轮中心调整合格后,盘车检查下述各部位间隙,应满足图纸及规范要求:
(1)测量转子1号磁极处于逆时针0°及180°时推力挡油圈间隙,计算挡油圈部位静态偏心及旋转中心偏心。
(2)测量转子1号磁极处于逆时针0°及180°时定子与转子空气间隙,计算定子、转子静态偏心及转子旋转中心偏心。
(3)以定子铁芯+Y方向为定点,旋转转子,测量磁极上下端空气间隙,计算转子圆度。
(4)以转子1号磁极为定点,旋转转子,测量定子圆周16点上下端空气间隙,计算定子圆度;若定子、转子空气间隙不能满足规范要求,应对定子中心进行重新调整。
8 机组高程检查
机组高程调整包括整体轴系高程调整和固定部分(包括定子及上、下机架)高程调整两部分。
轴系高程调整:测量转轮上冠、下环与活动导叶上下抗磨环的相对高差及转子1号磁极和1号定子槽上得到n3的测量值进行计算。如果磁力中心线偏离方向,通过调整定子高程和调节上机架楔形键来调整转动部件的高程,使定子和转子磁力线中心线偏差符合要求。
下机架高程调整:通过下机架基础板上楔形鍵进行调整下机架高程。检查下机架中心、高程、水平符合要求。
9 导轴承间隙调整
机组盘车完成后,根据各部轴承设计间隙、轴承处轴线偏心及机组中心偏差,计算三部导轴承各抱瓦间隙,并对导轴瓦进行安装调整。导轴承间隙调整前,在百分表监测下,将各导轴承轴颈进行可靠固定,三部导轴承间隙全部调整完成后,测量轴颈至导轴瓦座之间的距离,撤除固定工具。安装轴承挡油圈、冷却器、油水气管路等附件,注入合格透平油。
(1)水导瓦单侧间隙确定:

式中:δc——水导瓦调整间隙;
δc0——水导瓦单侧设计间隙;
Tc——水导处计算点的净摆度值。
(2)下导瓦单侧间隙确定:

式中:δb——下导瓦调整间隙;
δb0——下导瓦单侧设计间隙;
Tb——下导处计算点的净摆度值。
(3)上导瓦单侧间隙按设计间隙调整。
在这里计算导轴瓦间隙宜兴抽水蓄能电站采用计算法求的,而我厂多采用中心投影作图法计算。具体求解方式在本文参考文献[2]《水轮发电机检修》一书中有详细介绍在这里就不多赘诉,两种方法相比较,个人认为作图法的计算方法更加直观准确。
通过以上的叙述可以有助于读者分析解决抽水蓄能机组的轴线处理调整问题。通过本次机组检修工程的轴线调整工作,机组开机运行后震动摆度均得到大幅改善,导轴承瓦温也相较检修前有所下降,可以说本次轴线调整工作取得了预期的效果。近年来随着水轮发电机组的制造水平的提高,新装机的机组由于轴线加工精度的提高、导轴承轴瓦设计间隙和较大、轴瓦材料优化等原因,对于轴线调整、偏心瓦间隙的布置等概念逐渐淡化,大多数抽水蓄能电站继承欧美生产厂商采用瓦间隙均布的方式处理,这极大地简化了检修流程,提高了生产效率,但对于机组轴线处理调整的分析方法,我认为不应放弃,应与新技术相结合从而更有效地提高机组运行稳定性,这也是笔者在以后参与吉林敦化抽水蓄能电站机组安装中需要进一步探讨研究的方向。
[1] 陈秀芝.水轮发电机机械检修.北京:中国电力出版社,2003.
[2] 张诚,陈国庆.水轮发电机组检修.北京:中国电力出版社,2012.
[3] 赵海军,王新洪.悬式水轮发电机组轴线调整研究.大电机技术,2014(04).
[4] 陈强.三峡ALSTOM水轮发电机组轴线调整.中国三峡建设,2003(12).
