常用再制造修复技术探讨
2016-01-18刘亚军
(E-mail)liuyajun3385@163.com
常用再制造修复技术探讨
刘亚军
(西山煤电集团公司 屯兰矿,山西太原030206)
摘要为实现设备循环利用,延长设备循环经济产业链,本文介绍了表面工程、堆焊与熔覆、电刷镀、喷涂等几种再制造修复技术,对各种修复技术的原理进行了阐述,并重点对常用的几种再制造修复特点作了比较,对设备修复具有一定的指导意义。
关键词再制造修复技术;表面工程;堆焊与熔覆;电刷镀; 喷涂
收稿日期:2014-12-08
作者简介:刘亚军(1975—),男,山西兴县人,2009年毕业于中北大学,工程师,主要从事机电技术管理工作
中图分类号:TD407
文献标识码:B
文章编号:1672-0652(2015)01-0051-03
AbstractIn order to realize the cyclic utilization of equipment, prolong the industry chain of circular economy in equipment, introduces several kinds of remanufacturing and repairing techniques such as surface engineering, surfacing and cladding, brushing electroplating and spray coating, elaborates the principles of repairing techniques, and focuses on comparing the characteristics of several common kinds of remanufacturing and repairing techniques, it has a certain guiding significance for equipment repairing.
1国内外再制造修复技术的研究发展状况及意义
再制造修复技术在西方发达国家已经形成规模化发展,其中,在美国广泛应用于武器再制造、汽车生产和工程机械制造等行业。美军对大批报废的武器装备经过再制造使其重新形成战斗力,降低了武器装备的制造维护成本。而且,欧洲一些国家制定了有利于再制造工程的相关法律和法规,将再制造修复技术列为工业生产的主要研究领域。我国作为世界上最重要的再制造中心之一,20世纪90年代末,在中国西安召开的“先进制造技术国际会议”上,徐滨士院士作了《表面工程与再制造技术》的学术报告,提出了“再制造”对节能减排的贡献及在发展循环经济方面的重要作用。2005年,国家科技部制定的《国家中长期科学和技术发展规划纲要(2006—2020)》中,明确提出了发展再制造修复技术是我国制造领域优先发展的主题和关键技术。
2常用再制造修复技术
2.1表面工程
表面工程是以表面科学为理论基础,以表面和界面行为为研究对象,把互相依存、相互分工的零件基体与零件表面构成一个系统,同时又综合了失效分析、表面技术、涂覆层材料、预处理和后加工、表面检测技术、表面质量控制、使用寿命评估、表面施工管理、技术经济分析、三废处理和重大工程实践等多项内容。
表面工程在产品再制造中的地位作用:1) 整机寿命的“短板”是部分损伤的零件。2) 损伤零件的“短板”是个别失效的表面。3) 表面常见失效形式:磨损、腐蚀。4) 对零件表面失效的治理,在整机再制造中工作量最大,而且对整机性能以及寿命的影响最为关键。5) 表面工程的功能是:恢复尺寸、恢复表面性能或改善表面性能。
2.2堆焊与熔覆修复技术
原理:在某种热源作用下,使熔覆材料和母材熔化,构成合金化熔池,经冷却结晶形成覆层。熔覆层截面图见图1:B>零,称为堆焊,B趋于零,称为熔覆。
堆焊与熔覆修复技术有以下几种:电弧堆焊、等离子喷焊、激光熔覆、等离子熔覆、高频熔覆等。
2.2.1堆焊
堆焊是在工件表面用焊接方法堆一层或多层同材质或异材质金属的工艺方法。
特点:不仅能修理旧的金属构件,而且在金属表面形成复合层,使其具有特殊的性质,从而达到提高耐磨性、延长使用寿命、节约能源、减少合金消耗、缩短加工周期、降低成本和改进设计等效果。该工艺广泛应用于发电站、核能、石油化工、煤炭生产、矿业工程、桥梁施工、制造船舶、航天工程等方面的设备修复。

图1 熔覆层截面图
现代堆焊技术在焊接技术中占有重要的地位。
2.2.2电弧堆焊
电弧堆焊包括手工焊条堆焊、药芯焊丝埋弧自动堆焊、丝材或带材埋弧堆焊等。堆焊主要适用于大面积、大厚度的表面处理。药芯焊丝通过改变芯部药粉的种类、比例,可以很容易改变堆焊层的性能。药芯焊丝作为一种连续填充的材料,使堆焊生产效率得到提高。所以,药芯焊丝埋弧自动堆焊应用非常广泛。
2.2.3等离子喷焊技术
原理:利用压缩等离子弧产生的高温熔化金属粉末,在工件表面形成一层与基体冶金结合的,具有特定性能熔覆层的表面焊接技术。
特点:和手工电弧堆焊、埋弧堆焊、钨极氩弧堆焊相比,具有电弧能量集中、堆焊层稀释率低、焊层硬度均匀、耗材少、喷焊设备机械化及自动化程度高、质量稳定等优点。该技术已在大型气阀、高中压阀门密封面、钻杆耐磨带、玻璃模具制造及再制造等领域得到广泛应用。
2.2.4激光熔覆
激光熔覆技术是指以不同的填料方式,在被涂覆基体表面上放置选择的涂层材料,经激光辐照使之和基体表面一薄层同时熔化,并快速凝固后形成稀释度极低,并与基体材料成冶金结合的表面涂层,从而显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化及电器特性等的工艺方法。
其优点为激光熔覆层与零件基体为冶金结合,且稀释率低,基体热影响区小,熔覆层与基体均无粗大的铸造组织,晶粒细小,组织致密,激光熔覆过程中基体温度不超过80 ℃,零件不易变形。该技术已成功应用于电力、石化、冶金等行业高端技术设备的再制造中。
2.2.5等离子熔覆
等离子熔覆合金涂层是在激光熔覆和等离子喷焊的基础上发展起来的,其基本原理是:在柔性高温等离子束电流作用下,将合金粉末或陶瓷粉末与基体表面迅速加热并一起融化、混合、扩散、反应、凝固,在金属表面得到呈冶金结合的高硬度合金陶瓷层,从而实现表面的强化与硬化。等离子束表面冶金涂层设备的工作原理示意图见图2.
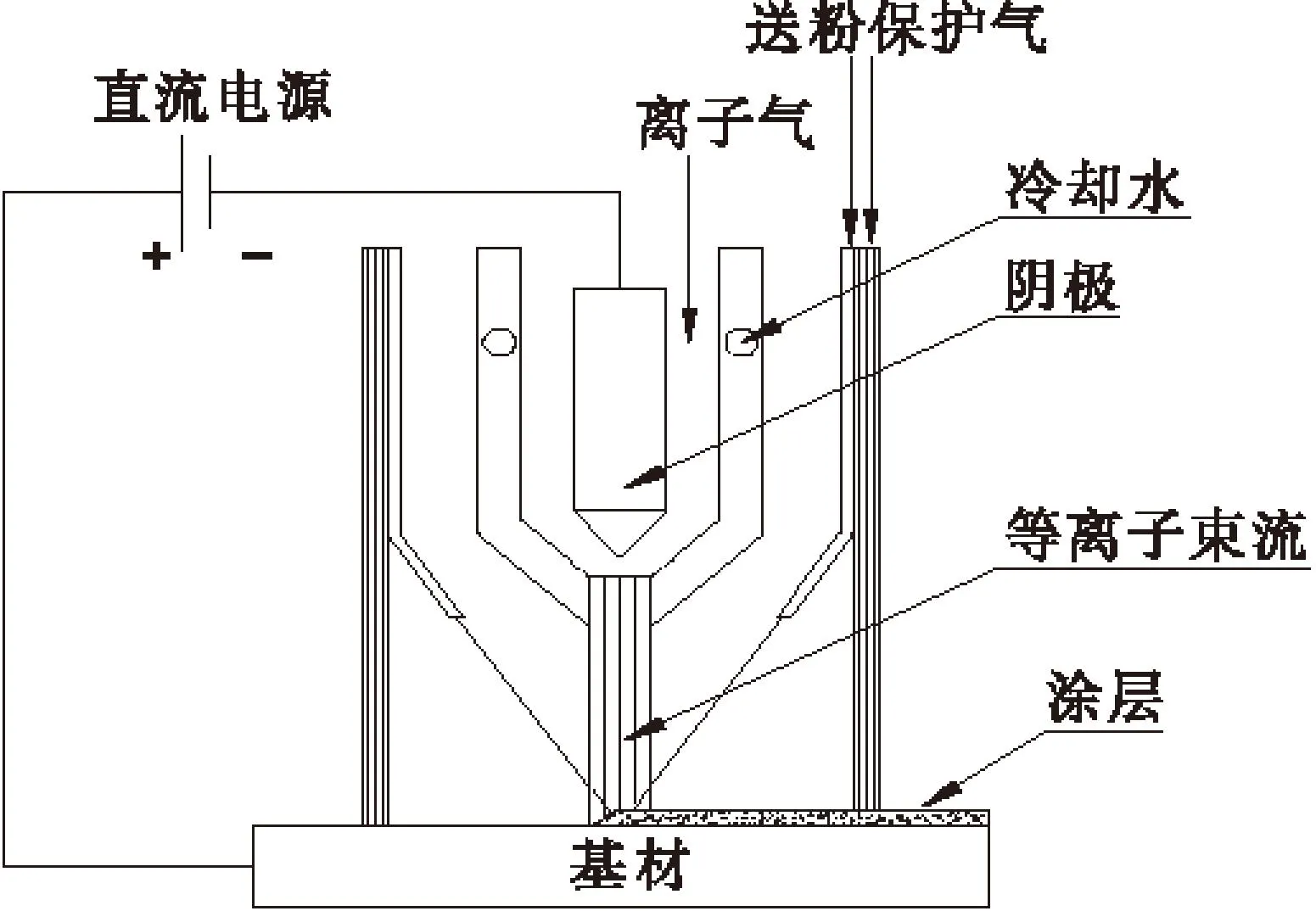
图2 等离子束表面冶金涂层设备的工作原理示意图
2.2.6高频感应熔覆
感应加热是指将工件置于感应圈产生的交感磁场中,利用电磁感应原理,使其内部产生感应电流,依靠这些涡流的能量达到加热目的。
高频感应熔覆采用高频感应加热的方法在材料的表面熔覆一层涂层,特点是成形性好,生产效率高。
2.3电刷镀修复技术
电刷镀又称刷镀,是利用电解方法使电解液中的金属离子在零件表面上,还原成金属原子并沉积在零件表面上,形成具有一定结合力和厚度镀层的一种方法。电刷镀过程中,采用专用的直流电源设备,使用较高的电流密度,电源的正极接镀笔,负极接工件;镀笔通常采用高纯石墨块作阳极材料,外包棉花或涤棉套,以一定的压力与工件保持接触并作相对运动,沉积过程间歇进行。基本变化过程是金属离子在液相中传质,到达阴极表面边界层;金属离子穿过阴极表面边界层完成表面转化;通过与阴极的电子交换,金属原子被还原成吸附态金属原子;后续表面转化,金属原子结晶。
特点:镀层性能好、结合强度高、沉积速度快、工件无热变形、施工方便、对环境污染小、经济效益和技术效果好,适用性强。
2.4喷涂修复技术
1) 热喷涂的原理:以某种热源和焰流,在一定的喷涂距离内,将材料加热、加速成熔融状态的高速熔滴,当撞击到工件表面时发生粒子扁平化和快速冷却凝固而构成沉积层。2) 热喷涂的适用条件:a) 补偿尺寸一般为1~2 mm,最大可达10 mm.b) 外圆和平面的喷涂面积可大可小,内圆孔径需大于150 mm.c) 基体温度低于300 ℃,工件不易变形。d) 可加入硬质粉末或纳米粉末用于改善表面性能。e) 涂层与基体结合机理以机械咬合为主,辅助扩散结合、物理结合,结合强度30~90 MPa级。f) 常用于零件上与滚动轴承内、外圈配合的表面, 密封件配合表面,滑动摩擦面,不宜用于受交变负荷的表面。3) 以热源不同进行分类:a) 高速电弧喷涂。b) 塑料火焰喷涂。c) 等离子喷涂。d) 特种喷涂。
2.4.1高速电弧喷涂
高速电弧喷涂是以产生的电弧为热源,将金属丝溶化,用压缩空气进行雾化及冷却,将需喷涂用金属丝吹成微细颗粒,高速喷向经过预处理工件表面,获得理想涂层。
高速电弧喷涂的特点:1) 工件不变形、不影响组织结构。一般工件的喷涂温升不超过100℃,所以工件不变形,对工件的组织结构也不会有影响。2) 喷涂效率高、应用领域广。每小时可喷金属丝材35 kg以上,可喷涂各种金属材料和金属陶瓷材料。目前,电弧喷涂技术已广泛应用在铁塔、桥梁、水闸门、船舶等钢结构喷锌喷铝,电容、电瓷行业的电极喷涂等领域。
2.4.2塑料火焰喷涂
塑料火焰喷涂是将粉末通过喷枪火焰加热至熔融状态后喷射到工件表面而形成涂层的一种喷涂技术。
塑料火焰喷涂的特点:1) 工艺简便、设备简单;加工时设置的参数少,操作工人经过短时间培训就能上岗操作。2) 喷涂材料来源广泛,成本底,且生产效率高;塑料火焰喷涂主要使用材料粉,几乎不需要辅助材料,有些生产工艺中可以用塑料材料代替贵重金属,如铜、铬、镍等。生产效率是电镀的十几倍到几十倍。3) 加工时对工件整体的热影响小,应用范围广;塑料喷涂对工件的加热温度一般为125~260℃,在此温度范围内,对工件热处理特性几乎没有影响。塑料喷涂技术可在金属工件表面喷涂厚度为0.1~0.5 mm的覆盖层,可以调整动配合、静配合或密封工件,而且还有防腐、防漏的作用。4) 喷涂层还具有良好的吸音、绝热和电气绝缘等性能,可以用在各种有特殊要求的工件表面。
2.4.3等离子喷涂
等离子喷涂是采用刚性非转移型等离子弧为热源, 将要喷涂的粉末材料加热到熔融或半熔融状态,再经过高速焰流将其雾化加速喷射到经预处理的工件表面,形成喷涂涂层的一种热喷涂表面加工方法。
等离子喷涂技术的特点:1) 超高温特性,便于进行高熔点材料的喷涂。2) 喷射粒子的速度高,涂层致密,黏结强度高。3) 由于使用惰性气体作为工作气体,所以喷涂材料不易氧化。该技术多用于解决航空、航天领域等高温部件的修复再制造。等离子喷涂亦用于医疗,在人造骨骼表面喷涂1层数十微米的涂层,作为强化人造骨骼及加强其亲和力的方法。
3结束语
再制造产业的发展有利于降低就业带来的负担和压力,同时还能增加经济效益,提高经济增长点。根据相关资料的统计可以看出,在我国有万亿元的设备由于疲劳、磨损等原因等造成的经济损失达千亿元,约为3%~5%的国民经济总产值。为能够充分地变废为宝,满足可持续发展的需要,形成了一个新兴的高端产业,再制造产业就在此背景下产生了。随着科学技术的不断进步,新材料新技术的不断投入使用,必将推动再制造修复技术的飞速发展,确保设备循环利用,延长设备循环经济产业链,使设备变废为宝,经济效益不可估量。
参考文献
[1]陈翔宇,梁工谦.美国再制造业与我国的研究评述[J].世界科技研究与发展,2006(03):86-93.
[2]陈永雄,徐滨士,许一,等.高速电弧喷涂技术在装备维修与再制造工程领域的研究应用现状[J].中国表面工程, 2006(S1):177-181.
[3]马宗彬,张兵权,陈涛.等离子熔覆技术在矿山机械中的应用[J].中州煤炭,2011(08):120-121.
[4]徐滨士.再制造中的典型高新技术[J].工程机械,2011(08):90.
[5]张伟,刘仲谦,张纾,等.绿色制造与再制造技术研究与发展[J]. 中国表面工程,2006(S1):84-89.
[6]董世运,徐滨士,张晓东,等.激光再制造技术现状、存在问题及前景展望[C].第四届世界维修大会论文集.海口,2008:571-575.
Discussion on Common Remanufacturing and Repairing Techniques
LIU Yajun
Key wordsRemanufacturing and repairing techniques; Surface engineering; Surfacing and cladding; Brushing electroplating; Spray coating
·专题综述·

