基于PLC控制技术和气压传动控制技术的汽车前悬架与转向轮螺纹装配设备研发
2016-01-14
基于PLC控制技术和气压传动控制技术的汽车前悬架与转向轮螺纹装配设备研发
陆晶晶
(辽宁石化职业技术学院 辽宁省锦州市121000)
摘要:在装配汽车前悬架与转向轮时需要拧紧螺纹,一旦操作不当就会出现前倾角过大的缺陷,加快车轮胎的磨损,降低小轴承及轮毂紧固螺母的使用寿命。对此,本文设计了一种基于PLC控制技术和气压传动控制技术的装配设备,能有效避免上述问题。
关键词:PLC;气压传动控制技术;前悬架与转向轮;螺纹;装配设备
0 前言
“当汽车水平停放时,在汽车的横向垂面内,车轮平面与地面垂线的夹角为前轮外倾角,简称前倾角”。在空载的情况下,安装的车轮垂直于路面,随着荷载的增加,车轮受到的压力越来越大,就会出现内倾的现象,使得车轮更加容易磨损。车辆对路面有压力,基于受力平衡,路面对汽车有一个同等大小的垂直反力,垂直反力作用于车轮形成沿轮毂的轴向分力,使得轮毂对轮毂紧固螺母和小轴承的压力越来愈大,降低了它们的使用期限。因此,为了降低荷载增大对汽车各个相关部件的消极影响,大多数车辆都有处于0°~3°30`范围内的固定前倾角а,但在汽车前悬架与转向轮的螺纹装配中,前倾角а的大小并不容易控制,经常出现大于3°30`的情况,加快车轮胎的磨损。为了解决前倾角不容易控制的问题,本文设计了基于PLC控制技术和气压传动控制技术的汽车前悬架与转向轮螺纹装配设备(以下简称设备)。
1 设备的安装
1.1安装准备
确定安装的操作平台,准备好拼装、挂装所用的机械设备、电源、水等。
根据设计图纸对设备进行清点,确保设备的数量、型号、规格满足设计要求。对压力钢管、座环的尺寸进行检查,对安装基准点、线进行测量,确保符合安装要求。确保安全措施方案、技术方案在监理部门通过审查,确保使用说明书、安装手册、设计图纸等技术资料齐备。技术人员与施工作业人员进行过充分的沟通和交流,确保施工人员的操作规范、技术合理。
1.2设备拼装及焊接
在平面低于2mm的拼装平台上放出设备各断面的地样,确保设备各断面数据符合设备单线图的要求。设备瓦片用汽车进行吊装,吊装完成后用压马板、拉板、骑马板、拉紧器等工具对尺寸实样线上的瓦片进行调整。调整的要求如下:瓦片与地样平台的间隙不超过2mm;瓦片组合纵缝间的过流面错牙不超过2mm;各瓦片过流面与地样线的偏差不超过2m;瓦片组合纵缝间的间隙不超过4mm。拼装完成后,检查单节设备的对角线尺寸 K1与 K2、进水口内径R、检查开口尺寸G、大小口周长 L,然后焊接组合纵缝。
1.2.1设备挂装
1.2.1.1吊装及运输
单节设备拼装完成后,用平板拖车吊运至安装间,然后用桥机吊吊至机坑进行挂装,
1.2.1.2挂装顺序
以焊接在座环上的设备尾部的第1、7、16、30节作为作为定位节,确保设备挂装、焊接产生的累积误差能合理分布在凑合节内,确保舌板与相应的设备节间焊缝的错牙、间隙满足设计要求,确保挂装过程中座环受力对称平衡。
1.2.1.3定位节挂装
设备定位节样冲点、控制点可根据设备安装图在座环上进行测量。在挂装时,采用挂线锤的方法,利用出水边的垂直平面度、内支撑上的旋套调整定位节进以及外支撑调整工具,对其垂直平面度进行测量和调整,使垂直平面度低于5mm。对最远点到机组中心线的距离进行调整,确保与设计值的偏差不超出最远点半径设计值的±0. 004倍;对腰线高程进行调整,确保与固定导叶中心平面的偏差不超出±5mm;对管口进行调整,确保与基准线的偏差不超出±5mm。定位节挂装满足上述要求后,点焊固定相应的千斤顶点、拉紧器、调整旋套,然后全面检测、调整定位节,尽可能缩小安装误差,最后去除吊具并加固。
1.2.1.4其余节挂装
根据设备挂装顺序图,以定位节为基准对设备其余管节依次挂装。在挂装时,应安装设备支撑,并实施中心对称挂装,避免设备的重量影响到座环水平,确保座环的受力平衡。同时,对座环水平进行实时监控,确保设备的挂装、调整的顺利实施。设备的挂装顺应与环缝的调整顺序一致,每调整一条环缝就进行一次焊接,以此类推,这样有效降低环缝间隙、错牙调整对环缝焊接的影响。
2 气压传动控制系统
气压传动控制系统的核心构件是四个气缸,其中两个压紧气缸、一个平推气缸、一个移动气缸。需固定工件时,平推气缸动作;需向两压紧机构的直线运动提供推力时,移动气缸动作;需压紧前悬架与转向轮时,压紧气缸动作。各个气缸的基本构造如图1所示。
其中,XC1、XC2、XC3.. XC8是位置传感器,感应气缸的位置,并记录下来,然后把其转化为电信号,传给控制系统。FCV1、FCV2… FCV5是单向节流阀,通过调节单向节流阀能实现对气缸伸缩运动速度的控制。YV1、YV2…YV8是电控换向阀,通过控制电控换向阀实现对气缸运动方向的控制。
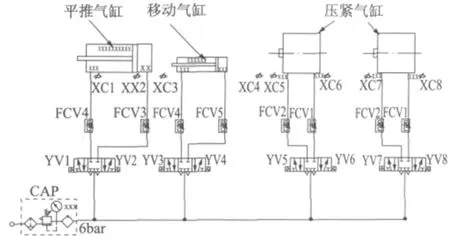
图1 气缸的基本构造
3 PLC电控系统
设备采用的PLC电控系统的核心构件是可编程序控制器,13个输出信号,23个输入信号。输出信号主要是位置传感器信号、按钮信号;输出信号用来控制指示灯、计时器以及电磁换向阀等。
3.1引入模糊控制法
模糊控制法引入需要结合螺纹装配的实际需要和现场的基本情况,然后在具体的操作中不断积累经验,提升数据整理的科学性,确保设备自动化控制的各个环节都能有序、高效地进行。在运用模糊控制法改进自动化控制中,工程人员应充分了解其特点和工作原理。
3.1.1模糊控制系统
传统的自动化控制采用被动控制法,只关注液位的变化,而集水井具有一定的滞后性和非线性,这就使得控制丧失一定的联动性。引入模糊控制系统后,其不仅能收集操作人员控制规律和方法,还能经由计算机的智能化分析给出最佳的自动控制方法和规律,比如具备根据液位变化率和液位差控制PD结构的能力,能极大地提升自动化控制的效果和装配量的处理质量。在模糊控制系统下,自动化控制将更加的智能,使得自动控制系统的运行更加的高效,降低了对人工操作的依赖。
3.1.2模糊控制器的语言变量
启动气缸台数(U)、液位变化率(EC)、液位差(E)是模糊控制器三个语言变量,不同的语言变量对应不同的控制操作。EC、E是输入语言变量,它们发生变化时会反馈到模糊控制器上,然后根据PLC编程输出语言变量U,经由非线性的PD控制系统给出相应操作指令,实现对启动气缸台数的控制。不同的装配量公司,采样间隔时间不同,一般情况下是10s。
3.1.3模糊论域和隶属度函数
模糊子集隶属函数的图形越尖,模糊集合的分辨率就越高,对EC、E变化就表现的越敏感,控制会非常高效、迅速;模糊子集隶属函数的图形越扁,模糊集合的分辨率就越低,对EC、E变化就表现的越保守,控制会非常的稳定、平滑。所说说不同的隶属度函数代表不同的控制涵义。
3.2实行气缸轮值控制
气缸轮值就是对气缸的工作量和启动平率进行控制,从而保证各个气缸工作量和启动次数的平均性,使每台气缸的工作负荷适当,避免一台或多台气缸的过度使用,有利于延长气缸的使用寿命,提升其工作效率。在气缸启动时,控制系统会对气缸的启动顺序就行编码,对启动次数进行记录,让每个气缸都有机会分配到装配量,分配的装配量也更加的平均。具体方式下:气缸启动时开始计时,气缸运行结束时停止计时,气缸轮值控制系统根据气缸的运行时间进行排序,运行时间或由高到低或由低到高;气缸启动时累计增加一次启动次数,气缸运行结束时,气缸轮值控制系统根据总的启动次数进行排序,启动频率或高到低或由低到高。在下次启动时,会按顺序先启动启动频率较低的气缸和启动时间较短的气缸,甚至可以按顺序先停止启动早或启动次数多的气缸。
此外,但启动顺序中的某台气缸出现故障时,气缸轮值控制系统会自动跳过该台气缸,启动下个气缸,避免故障气缸影响自动控制系统的效率,也使得装配量的抽排顺利进行。值得注意的是,但气缸房水位没有变化时,轮值控制系统会默认气缸没有正常工作,不会对气缸的工作时间和启动次数进行记录,极容易出现单个气缸超负荷工作的现象,对此可设定气缸的工作上限,确保超时工作后能强制切换或对气缸轮值控制进行升级,使其能在气缸房水位不变化时依旧能区分气缸是否在工作,避免气缸由于过度使用出现使用寿命或工作效率降低的问题。同时应加强启动周期的设置,尽可能减少气缸启动的频率,避免出现电压过大的情况,以减少线路负荷,维护用电安全。
4 结束语
气压传动控制系统执行控制工作,PLC电控系统下发控制指令。通过PLC的控制,气缸才能更好地向汽车前悬架、转向轮施加压力,才能有效固定各个空间,为螺纹的装配创造一个理想的条件,避免出现前倾角过大的情况,较少对汽车轮胎的磨损。设备有效利用了PLC控制技术、气压传动控制技术优势,不仅提升了流水线工作效率、质量,还实现了对整个装配流程的有效监控,具有较高的应用价值。
参考文献
[1] 张秋容.基于气动和PLC控制技术的螺纹装配设备研发[J].液压与气动,2012,(7):30-31.
[2] 罗洪波.PLC控制技术在液压淬火机床中的运用研究[J].科技通报,2013,(8):181-183.
[3] 林钟兴.气动控制技术在移印机中的应用[J].丝网印刷,2012,(5):24-28.
[4] 李进生.柔性制造系统PLC控制技术的优化和设计[J].制造业自动化,2012,34(21):154-156.
陆晶晶,女,汉族,1982年3月9日,籍贯辽宁阜新,本科硕士学位,讲师,方向:电气自动化;
理论与算法
Based on PLC control technology and air pressure drive control technology of automobile front suspension and steering wheel screw assembly equipment research and development
Liu Jingjing
(liaoning petrochemical vocational and technical college Jinzhou city, liaoning province 121000)
Abstract:in the assembly of front suspension and steering wheel need to tighten the screw thread, once the defect of improper operation will appear before the Angle is too large, to speed up the car tire wear, reduce the service life of small bearings and wheel fastening nut. To this, this paper designed a kind of control technology based on PLC control technology and pneumatic transmission assembly equipment, can effectively avoid the above problems.
Keywords:PLC; Air pressure drive control technology; Front suspension and steering wheel; The screw thread; Assembly
作者简介
