基于伺服电机控制的三维皮托管测速系统设计
2016-01-12杨俊,翁国华,岳坚等
基于伺服电机控制的三维皮托管测速系统设计
杨俊1,翁国华1,岳坚2,范志宏2
(1.上海理工大学 机械工程学院,上海200093;2.上海工业自动化仪表研究院,上海200233)
摘要为了改进现有皮托管的测速方法,介绍了一种三维皮托管测速系统方案。该方案采用伺服电机作为驱动部件,磁栅编码器作为位置检测器,其控制系统的框架采用LabVIEW+PLC的两极控制结构。实验过程表明,该系统能有效避免烟道中气体紊流等因素带来的干扰,从而准确地测量烟道尾气的流速;可视化的人机界面为测速操作、数据采集、数据处理等带来便利。文中的重点在于测速原理的改进、伺服电机驱动控制系统与人机界面LabVIEW的编程算法的实现。
关键词皮托管;伺服电机;磁栅编码器;LabVIEW;PLC
收稿日期:2015-01-19
基金项目:上海市科委科研计划基金资助项目(12DZ0512600)
作者简介:杨俊(1988—),男,硕士研究生。研究方向:精密测量与智能控制。E-mail:854057207@qq.com。翁国华(1963—),女,副教授。研究方向:工程应用。岳坚(1962—),男,高级工程师。研究方向:流量标准装置的研发。范志宏(1986—),男,工程师。研究方向:流量标准装置的研发。
doi:10.16180/j.cnki.issn1007-7820.2015.09.039
中图分类号TP274+.5
Design of the Three-dimensional Pitot Speed Measuring System Based on Servo Motor
YANG Jun1,WENG Guohua1,YUE Jian2,FAN Zhihong2
(1.School of Mechanical Engineering,University of Shanghai for Science and Technology,Shanghai 200093,China;
2.Shanghai Automation Instrumentation Industry Research Institute,Shanghai 200233,China)
AbstractIn order to improve the speed measuring method of pitot tube,the paper presents a three-dimensional pitot speed measuring system with the servo motor as the drive parts and the magnetic grid encoder as the position sensor.The framework of the control system adopts LabVIEW+PLC control structure.Experiment shows that the system effectively avoids interference factors such as flue gas in the turbulent,thus accurate measurement of flue gas velocity;the visual man-machine interface facilitates speed operation,data acquisition and data processing.The emphasis is put on the improvement of speed measuring principle,and the LabVIEW programming algorithm for the servo motor drive control system and human-machine interface.
Keywordspitot;servo motor;magnetic grid encoder;LabVIEW,PLC
工业上,在大口径的烟道气测速中,现在一般采用S型的皮托管进行烟气流量测定[1]。由于缺乏必要的自动化设备,完成该操作只能是操作者借助一些简单的夹具装置,划线比对位置的方法安置皮托管。该方法不仅劳动强度大,且存在安装误差、夹持的稳定性对数据测量的精度有较大的影响。将自动控制、微操作、计算机、传感器检测、伺服电机技术有机的结合,研制了基于伺服电机控制的三维皮托管自动测速装置系统。伺服电机控制系统是三维皮托管测速的重要组成部分,用于实现对三维皮托管的驱动和精确的位置控制。
1皮托管简介
皮托管又称毕托管,是一种测量气体总压和静压以确定气体流速的装置。该仪器是1730年由亨利·毕托首创,后经多方面的改进,目前已有几十种型式[2]。其工作原理主要是测得管道内的总压Pt和静压Ps,然后根据伯努利方程,在理想情况下可求出气体流速V。理想情况下伯努利方程为[3]
(1)
式中,V为流速;Pt为总压;Ps为静压;ρ 为流体密度;K为流速校正系数。
2三维皮托管测速原理
式(1)中的烟道气测速公式是在理想状态下得到的,但在实际工业环境下,管道中的烟道气存在紊流及放入的皮托管干扰流场等现象,烟气流动方向不能总是垂直地迎着皮托管全压孔。本文提出的三维皮托管测速方法可有效地避免这种情况,测速原理如图1所示。

图1 三维皮托管测速原理
测速原理:具体控制要求,在烟道管的每个测速点测速时,保持全压孔这一点的位置不动(控制精度在1 μm范围内),并实现相对于全压孔的皮托管在-60°~60°的范围内自由转动、毕托管相对于自身的轴心线自转的两个运动过程。这样就能实现毕托管在空间定点处各个方向的流速检定,从而避免流场方向变化带来的影响。皮托管的控制轨迹方程如下
(2)
式中,x为皮托管X方向上的位置;y为皮托管Y方向上的位置;为皮托管摆动角度;L为皮托管夹持长度。
3伺服电机控制系统
3.1 硬件系统
三维皮托管硬件系统,主要由皮托管控制装置、驱动装置、传动装置、检测装置、夹持装置组成。控制装置主要采用Siemens型号为 S7-224XP CN的PLC和EM253定位模块。驱动装置采用松下MINA A5系列的交流伺服电机和驱动器。通过细分后,可达到最高每周10 000个脉冲的细分级数,且此细分级数可调动。三维皮托管的传动装置选用螺距为5 mm的高精度丝杆。经细分后,伺服电机每转动一个脉冲,皮托管运动0.5 μm,可满足三维皮托管的精度要求。检测装置采用磁栅编码器,安装时注意可移动磁头与固定磁栅尺的距离保持在约1 mm距离为宜[4]。夹持装置由两个半圆卡盘及可调节螺柱组成,能实现不同口径,长度的皮托管稳定安装。
要控制一套伺服电机,需要两路数字量输入来检测轴的运动极限位置,两路数字量输出来控制伺服电机的正反转运动,一路脉冲输出来驱动伺服电机系[5]。因此,托管选用了1台 224XP型PLC控制器。图2是驱动控制系统的结构简图,当CPU224XP CN单元以20 kHz的最高频率输出脉冲时,三维皮托管运动轴的直线速度可达到 5 mm/s以上,能满足皮托管测速过程的要求。
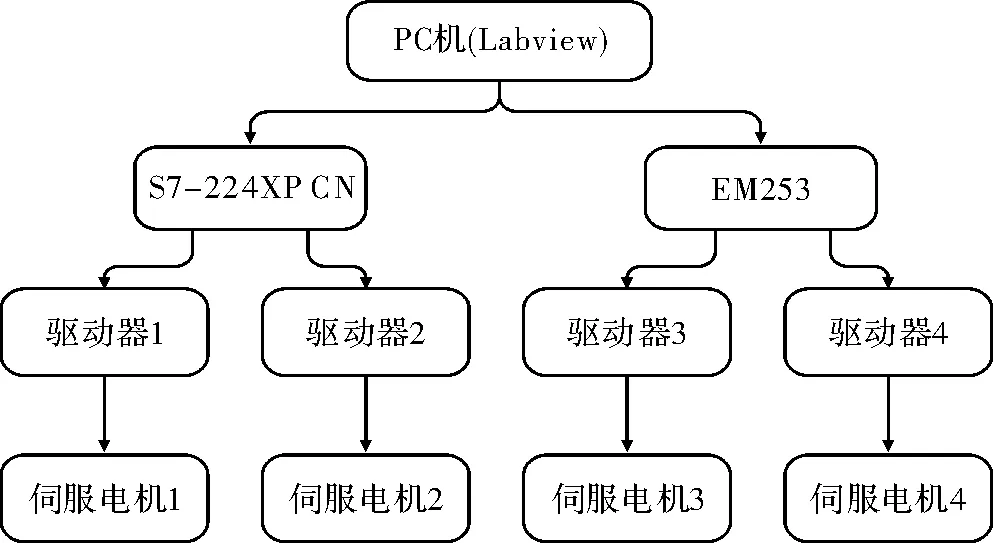
图2 驱动控制系统的结构简图
3.2 软件系统
三维皮托管测速工艺如下:首先在上位机LabVIEW中输入皮托管摆动角度,根据公式计算出X、Y方向上的位移量,将此位移量对应的脉冲数由西门子的STEP7-MicroWin V4.0发送到伺服电机驱动器中,从而控制伺服电机带动丝杆推动相应的位移量。再由磁栅编码器检测该位移量,经A/D转换器转换后反馈到上位机中与实际脉冲量进行比对,计算出偏差,最终实现了三维皮托管的闭环控制[6]。图3为基于伺服电机控制的三维皮托管控制系统框图。
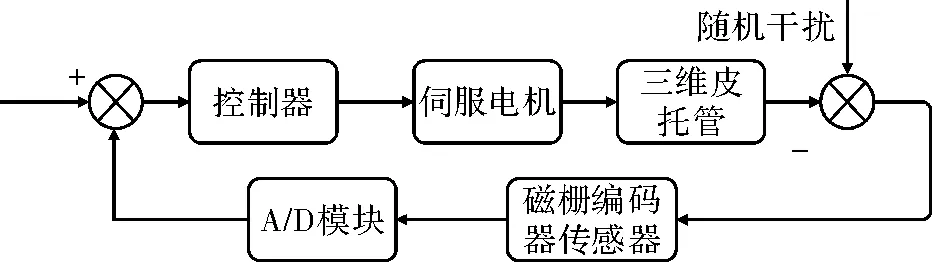
图3 三维皮托管控制系统框图
3.2.1下位机PLC控制程序
三维皮托管驱动控制系统程序分为上位机控制程序和下位机控制程序两部分。下位机控制程序采用西门子STEP7-MicroWin V4.0编程软件编制,PLC采用的是一种不断循环的顺序扫描工作方式,CPU在完成上电的基本系统程序后就开始按逐条地执行用户程序,直到用户程序结束,然后返回第一条指令开始新一轮的扫描。程序设计采用自顶向下的模块化设计思路,即整体功能由多个功能相对独立的子功能组合实现,每个子功能由若干个任务单一的子程序构成,PLC的控制程序包括主程序、子程序和中断程序。主程序模块是控制系统的主干部分,实现整个三维皮托管正常运动控制功能。子程序模块包括4个伺服电机的控制程序及高速脉冲计数HSC。中断程序模块包括通信中断程序和限位开关中断程序,前者接收上位机的中断控制指令和控制参数;后者用于三维皮托管执行机构的运动保护。
本文研究的三维皮托管按特定曲线轨迹摆动和旋转,4个受控制的伺服电机主要以定位电机为主,其中两个属于直线定位,另外两个属于圆周定位。PLC的旋转编码器与高速计数器的联合运用能有效进行长度测量和精确定位控制。其中,高速计数器在不增加特殊功能的情况下,就能准确计算出小于PLC扫描周期脉宽的高速脉冲,而PLC的旋转编码器则可将电机轴上的角位移有效转换成脉冲值。在此种控制系统中,其原理是光电旋转编码器将电机角位移转换成脉冲值后,高速计数器统计编码器发出的脉冲个数,达到定位控制的目的[3]。
在编制PLC的控制程序时,如何设置每次控制量的脉冲数为定位工作的关键,其中脉冲数量受脉冲当量、脉冲频率、伺服电机驱动器的细分数、机构传动比的直接影响。该系统采用的PLC的CPU包含两个脉冲发生器(Q0.0、Q0.1),均可实现输出脉冲频率高达20 kHz的高速脉冲信号。采用EM253定位模块的最高脉冲频率可达200 kHz。系统根据控制要求需采用高速脉冲串输出PTO功能。PTO功能可满足多个脉冲串进行排队输出,从而形成单段和多段两种流水线。为了实现伺服电机的定位精度和速度要求,在PLC位置控制程序组态的过程中,可指定电机的速度。一个是在电机的能力范围内出入一个数值,以低速启动负载;另一个是在电机扭矩能力范围内输入应用的最佳工作速度,并设置加减速时间和定义每个已配置的轮廓。从而实现电机启动加速,恒定速度运行,接近控制终点时减速运行这3个过程。
三维皮托管位置控制系统中,夹持皮托管长度L=700 mm。根据控制轨迹方程,在Matlab实现编程得出部分控制点的位置坐标,如表1所示。控制最小摆动角精度为0.5°,能满足系统的精度要求。具体控制过程如下,当系统输入θn+1(xn+1,yn+1)时,计算与上次三维皮托管到达的位置θn+1(xn,yn)之差,Δθ(Δx,Δy)=(xn+1-xn,yn+1-yn)。Δx和Δy即为本次控制脉冲量所对应的位移量。

表1 部分控制点位置坐标
3.2.2下位机LabVIEW程序设计
上位机的程序编制采用可视化的虚拟仪器LabVIEW编写,其是一种图形化的编程软件,其界面和功能与真实的仪器相似[7]。本文研究的测速系统主要包括上位机和下位机的通讯、PLC控制任务的分解与决策、数据实时监控和显示等[8]。系统的前端VI界面如图4所示,主要有所控制的4个伺服电机运行频率、所对应的运动位移量、运行后的停止位置以及各种显示、急停开关等。

图4 前端VI界面
系统的部分框图程序如图5所示,主要是关于各个电机的频率计算。控制核心是当系统输入一个偏转角度后,根据曲线式(2)直接算出每次电机所要驱动的位移量,再计算出每个电机的频率,从而达到4个控制电机的同步开始和结束。具体的程序框图步骤如下:(1)每次开机自动回零。(2)每次偏角所对应位移量的计算。(3)位置量控制。(4)开环控制,需反馈。(5)速度、频率计算。(6)移动过程中的报错处理及紧急断电。

图5 LabVIEW程序框图
4实验测试结果分析
在三维皮托管的测速方案中,夹持皮托管端在伺服电机的驱动下,按预定的轨迹曲线运动是测速系统准确性的关键。实验调试中,可编程逻辑控制器所控制的脉冲当量为10 000,X、Y运动轴方向的丝杆螺距为5 mm,即一个脉冲量控制0.5 μm的位移量。图6为伺服电机驱动下的皮托管端的实际运动轨迹曲线和理论运动轨迹曲线。测试结果表明,基于伺服电机的位置控制精度高、稳定性好、动态实时响应快,从而较为准确地测量烟道尾气速度。

图6 理论运动轨迹和实际运动轨迹比较
5结束语
基于伺服电机控制的三维皮托管烟道尾气测速系统,较好地利用了伺服电机在位置控制精确度高、易于PLC控制等特点,再加上可视化的人机界面LabVIEW[9-11],使得工业上烟道尾气流量的精度得以提高,并能实时在线测量与监控,具有良好的推广应用价值。该测速系统的机械实物,如图7所示。

图7 测速系统的机械实物
参考文献
[1]杨欢,秋实,杨丹,等.探头偏角对皮托管测速精度影响分析[J].测控技术,2012,31(10):12-15.
[2]孙志强,郑剑武,张宏建,等.类S型皮托管及其测量特性研究[J].传感器与微系统,2007,26(5):40-42.
[3]李岩,王海文,郭辉.皮托管测速技术在低速水洞流场校测中的应用[J].实验流体力学,2009,23(3):104-107.
[4]陈国良,黄心汉,王敏.微装配智能机械手驱动控制系统研究[J].华中科技大学学报:自然科学版,2004,32(S1):55-57.
[5]吴玉香,郭建勋,周建香.嵌入式软PLC编程系统的设计[J].控制工程,2010,17(3):363-366.
[6]李琰,郭宗仁,王志凯,等.PLC和计算机间串行通讯方式及程序设计[J].控制工程,2002,9(3):84-86.
[7]姚丽,刘东东.基于LabVIEW的数据采集与信号处理系统设计[J].电子科技,2012,25(5):79-81.
[8]李海春,蔡燕,姜文涛.基于LabVIEW的电机转速监测系统的设计[J].电子科技,2012,25(12):80-83.
[9]李飞,黄子牛.基于CH365的PCI总线运动控制卡的设计[J].电子设计工程,2012,20(24):102-105.
[10]闫康,刘云清,董岩.基于模型的伺服系统自适应滑模控制研究[J].计算机仿真,2014,31(9):351-355.
[11]赵磊,王哈力,何绪锋,等.基于单片机的交流伺服电机转速控制系统研究[J].现代电子技术,2009(16):196-198,201.

