一种新型钢水浇铸记录系统及其应用
2016-01-12髙占华曾文锋王高宏黄丽秋武汉重工铸锻有限责任公司湖北430084
髙占华 曾文锋 王高宏 黄丽秋(武汉重工铸锻有限责任公司,湖北430084)
一种新型钢水浇铸记录系统及其应用
髙占华曾文锋王高宏黄丽秋
(武汉重工铸锻有限责任公司,湖北430084)
摘要:介绍了一种新型的钢水浇铸记录系统的组成、工作原理、特点以及该系统在生产过程中的实际使用情况。
关键词:钢水浇铸;浇铸时间;浇铸重量;浇铸速度;记录系统
目前钢水浇铸的形式一般分为两种[1]:一种是吊包浇铸,即由铸造起重机吊挂钢包来完成浇铸;另一种是浇钢车浇铸,即将钢包放置在浇钢车上来完成浇铸。无论采用何种形式,都是依靠重量传感器来测量钢水浇铸重量的变化,在浇铸过程中一般也只有单一的重量显示功能。
随着炼钢技术的不断发展,对钢锭(坯)的内在质量要求越来越高,使得钢水在浇铸过程中对浇铸时间、浇铸重量、浇铸速度等关键因素的控制越来越严。现在已经有很少一部分企业采用了浇铸速度与电脑自动记录的智能系统,但是在实际操作中不够简便,无法在浇铸过程中很直观的将所有数据反映出来。
我公司与武汉辰龙公司共同设计、开发了一种新型的钢水浇铸记录系统,能在浇铸过程中实时和完整的显示出浇铸时间、浇铸重量、浇铸速度,并且将整个浇铸过程中的数据都记录下来,在工控机中生成《钢水浇铸报告单》。
1 系统组成
整个系统由一个称重单位(吊钩称或浇钢车上的称重系统)、一个接收机、一台工控机、一个现场大屏幕、一个遥控器组成。如图1~图4所示。
2 工作原理
2.1浇铸重量
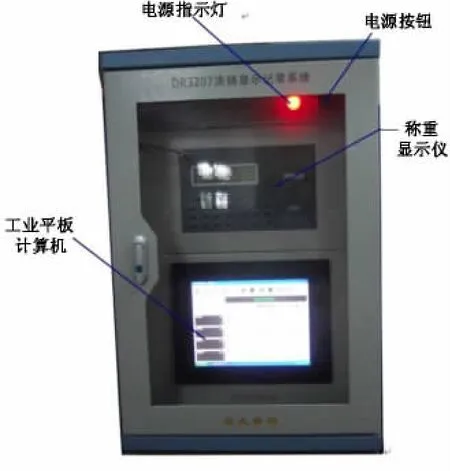
图1 工控机(带接收机)Figure 1 Industrial PC ( receiver)

图2 显示界面Figure 2 Display interface
浇铸重量是指已经浇铸的重量。可用公式( 1)表示:式中G——已浇铸的重量( kg) ;


图3 现场大屏幕Figure 3 The big screen
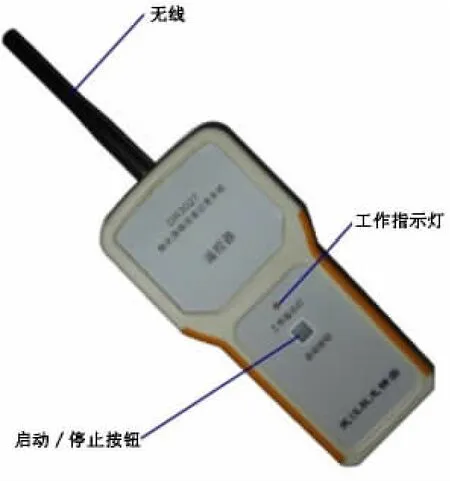
图4 遥控器Figure 4 Remote controller
G始——浇铸开始时的总重( kg) ;
G末——浇铸某个时间末的总重( kg)。
由于G末可以是浇铸过程中任一时间末的总重量,因此G可以显示浇铸过程中任一时间已经浇铸的重量。
2.2浇铸速度
浇铸速度是指钢流在单位时间内的流速。可用公式( 2)表示:

式中v——浇铸速度( t/min) ;
Δt——时间的差值( min) ;
ΔG——Δt时间内重量的差值( t)。根据公式( 2)计算出来的浇铸速度只是一个Δt时间段的平均浇铸速度,而不是当时的真实值(即瞬时浇铸速度)。但是当Δt越小时,v越接近于当时的瞬时浇铸速度,当Δt趋近于“0”时,我们可以把这个浇铸速度作为当时的瞬时速度。
事实上,工业生产模式下浇铸时间一般最多精确到秒,因此选取Δt时可综合考虑工控机的运算能力。例如,Δt取0.25 s,浇铸中0.25 s总重减少10 kg,计算出的浇铸速度v =2.4 t/min从客观上来说是指0.25 s内的平均浇铸速度,但操作中我们可以把它作为当时的浇铸速度来参考。
2.3工作过程
( 1)钢水浇铸过程中,称重单位不间断测量钢水的重量变化,并通过无线发射机将重量数据不停地发射到接收机。
( 2)接收机接收称重单位发送的重量变化信号,然后将数据信号输入到工控机中。
( 3)工控机根据数据信号记录浇铸时间,计算出浇铸重量和浇铸速度,并同步将浇铸时间、浇铸重量和浇铸速度显示在现场大屏幕上。同时,工控机在内部自动形成浇铸曲线、生成浇铸报告存档备查。
3 系统特点
( 1)操作简便。可通过遥控器随时启动和关闭系统的运行。
( 2)显示直观。浇铸时间、浇铸重量、浇铸速度直观显示在现场大屏幕上。此外,浇铸速度可预先设定一个工艺参考值并显示在现场大屏幕上,便于操作人员参照调整控制。
( 3)兼容性好。系统不启动时,不影响现场的常规重量显示,具有较强的兼容性。
( 4)环境适应能力强。该系统采用无线传输技术,能很好的满足冶金等行业高温、高辐射的恶劣环境。
( 5)即时性强。由于选取的Δt很小,计算的浇铸速度可以作为即时浇铸速度使用。
4 系统在实际生产中的应用
应用该系统在浇铸过程中可以即时知晓浇铸时间、浇铸重量、浇铸速度等重要参数。
当浇铸人员打开水口时通过遥控器启动系统开始,现场大屏幕即时显示已浇铸的时间、已浇铸的重量和瞬时浇铸速度,同时系统开始记录,并同步生成《钢水浇铸报告单》。
应用该系统,可以了解操作人员对浇铸过程的控制情况。
图5是浇铸一支35 t钢锭时所产生的浇铸速度曲线。从曲线可以看出:在浇铸开始后的前2 min时间里,由于钢包的浇铸口在刚打开时浇铸速度瞬间变大,浇铸工开始调节钢包浇铸口的大小来控制浇铸速度。经过2次调整将浇铸速度调整到2 t/min的工艺要求范围内。2 min~14 min之间,由于钢包内钢水的不断减少钢水的压力变小,自然浇铸速度会慢慢变小。因此在此区间浇铸工分三次将钢包浇铸口开大来保证浇铸速度。14 min~24 min,浇铸工进行了帽口的补缩浇铸。

图5 浇铸速度曲线Figure 5 Curve of casting speed
从图5可以看出:在浇铸的前期用时2 min多才达到要求的浇铸速度,期间调节的时间过长;在随后浇铸过程中的三次调节时,动作过大,使浇铸曲线不够平稳形成三个锯齿形。因此,总体的浇铸过程不够理想。
5 结论
( 1)新型的浇铸系统具有操作简便、显示直观、兼容性好、环境适应能力强、即时性强等特点。
( 2)该系统可实现在浇铸过程中对浇铸时间、浇铸重量、浇铸速度等关键因素的实时显示和完整记录。
( 3)通过该系统可以了解操作人员对浇铸过程的控制情况。
参考文献
[1]德国钢铁学会编,中国金属学会译。钢铁生产概览。北京:冶金工业出版社,2011.
编辑傅冬梅
A New Type of Recording System for Molten Steel Casting and Its Application
Gao Zhanhua,Zeng Wenfeng,Wang Gaohong,Huang Liqiu
Abstract:This paper introduces the composition,working principle,features of the new type of recording system for molten steel casting and its actual application situation during manufacturing process.
Key words:molten steel casting; casting time; casting weight; casting speed; recording system
收稿日期:2014—07—16
文献标志码:B
中图分类号:TF775
