攀钢1#板坯热喷印机自动控制系统
2016-01-01陈祥
陈 祥
(攀枝花钢钒有限公司提钒炼钢厂,四川攀枝花617062)
攀钢1#板坯热喷印机自动控制系统
陈 祥
(攀枝花钢钒有限公司提钒炼钢厂,四川攀枝花617062)
攀钢钒炼钢厂1#板坯热喷印机自动控制系统采用西门子S7-300 PLC作为控制站,综合运用了以太网技术和PROFIBUS-DP现场总线技术,通过FM357-2多轴定位模板控制X轴、Y轴书写机构驱动电弧喷枪移动,实现了钢坯标识字符的自动、快速喷印,降低了操作工的劳动强度,有效保障操作工的人身安全并提高了产品质量管理水平。
S7-300 PLC;ETHERNET;PROFIBUS-DP;FM357-2
1 引言
炼钢厂1#板坯连铸机为两流板坯连铸机,1993年投产时引进的热喷印机基于当初的技术水平仅采用手工录入标识字符进行手动喷印。由于投用年限已久,现在已无法补充相应新制备品备件,只能修复旧件维持使用。所以1#板坯热喷印机故障率较高,喷印字符效果较差,不利于产品质量的可追溯性,而且长时间处理故障时只能进行人工描号,操作工劳动强度大,因此2013年对1#板坯热喷印机进行了整体改造。热喷印机改造时采用西门子S7-300 PLC作为控制站,通过FM357-2多轴定位模板控制X轴、Y轴书写机构驱动电弧喷枪移动,实现了钢坯标识字符的全自动喷印。
2 热喷印机原理
热喷印机采用电弧喷号原理。电弧喷号是将两根成一定角度的金属丝由送丝装置均匀连续地送进到导电嘴中,导电嘴通上低电压、大电流的直流电源;在金属丝端部接触短路的瞬间引燃电弧,金属丝的末端保持合适的距离,可获得稳定的电弧区域;电弧热促使连续送进的金属丝不断地熔化;喷嘴中喷射出的高速压缩空气流使熔化的金属熔滴脱离金属丝并雾化成细小的微粒,同时在压缩空气的喷射下,将雾化后的金属微粒喷射出去,通过PLC控制喷枪的移动可得到相应的轨迹,雾化金属微粒在钢坯的表面形成相应的标识字符[1]。
热喷印机喷印工作流程为:热喷印机机身停在本位,接收到钢坯在喷印位检测信号后,热喷印机PLC启动机身横移装置,机身运动到相应的流道上方,然后启动机身纵移装置,带动机身前移。当钢坯检测装置检测到钢坯后,停止前移,启动除鳞系统控制除鳞器前进,到达预定位置时,除鳞器停止前进,除鳞器旋转,对钢坯端面进行除鳞。除鳞完成后,除鳞器停止旋转并后退,接着X轴、Y轴写字装置伺服控制系统根据PLC收到的标识字符控制喷头写出字符,机身横移喷下一个字位,循环进行直至喷完最后一个字位。纵移装置驱动机身后退,同时横移装置回位,带动机身回到本位,准备喷下一块钢坯[2],如图1所示。
3 控制系统组成
为了保证可靠喷印字符,要求热喷印机自动控制系统必须提供非常精确的位置和速度控制功能,因此热喷印机自动控制系统采用西门子S7-300 PLC作为控制站,主要控制设备包括:上位工控机、CPU315-2DP、SM321数字量输入模件、SM322数字量输出模件、FM357-2多轴定位模件和ET200远程I/O单元等[3]。其中机身纵移变频器由PROFIBUS-DP控制,机身横移、X轴、Y轴书写机构驱动器利用FM357-2多轴定位模件的模拟量通道控制[4]。热喷印机自动控制系统拓扑结构图如图2所示。
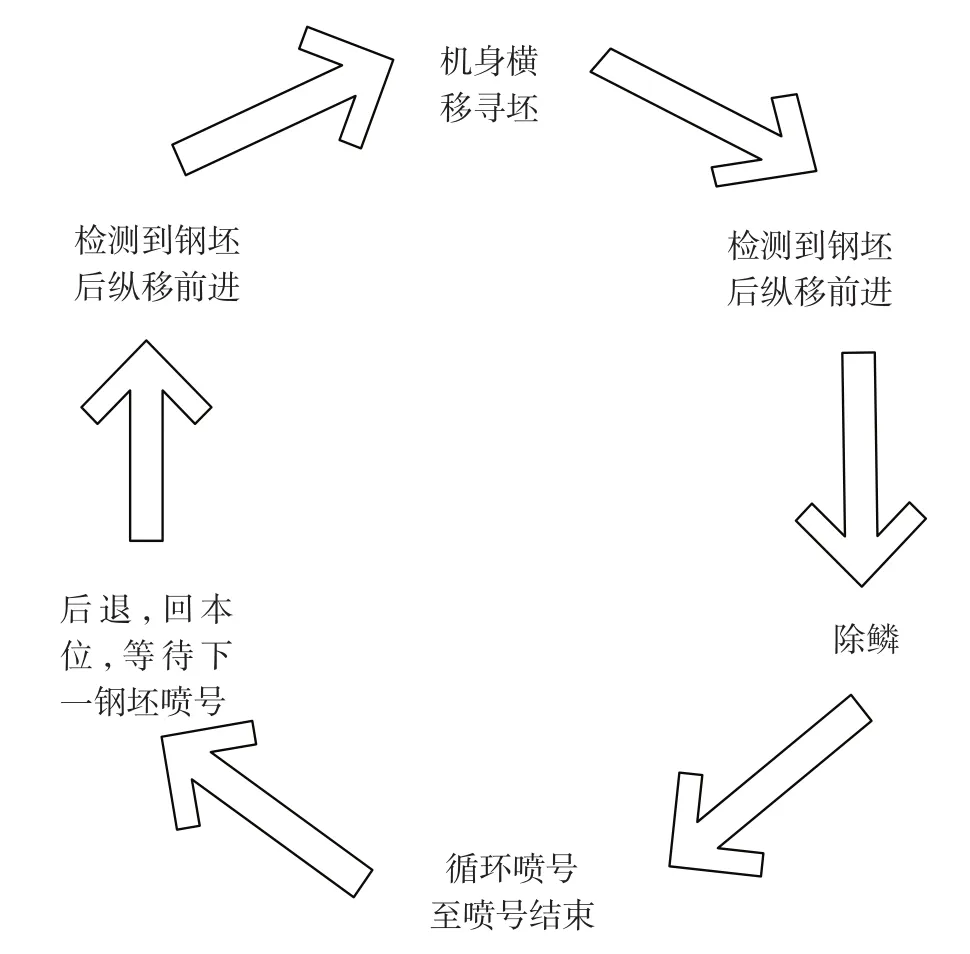
图1 喷印工作流程示意图
4 软件控制功能
热喷印机在操作模式、标识字符书写、与L1级通讯以及联锁、故障措施等方面进行了重大改进。
4.1 操作模式
热喷印机增加了自动模式,具有自动、半自动和手动三种操作模式。
4.1.1 自动模式
热喷印机所有标识字符及联锁信息从连铸机L1级以太网接收,机器自动进行标识字符作业,操作工无须干扰,通讯方式为以太网通讯。
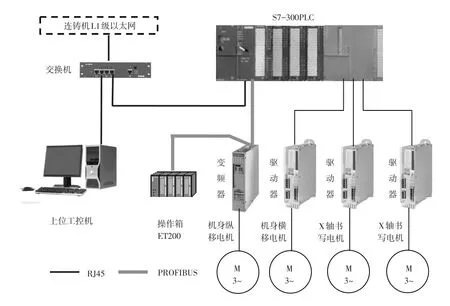
图2 控制系统拓扑结构图
4.1.2 半自动模式
当以太网通讯有故障时,操作工可选择半自动模式,在上位工控机输入所需喷印的标识字符,其余动作机器自动完成。
4.1.3 手动模式
仅用于维修和调试,可以检测调整机器单项动作,所有重要功能均可通过机旁操作箱按键或按钮实现,并调整各种参数。
4.2 标识字符书写控制
采用FM357-2多轴定位模板有效控制X轴、Y轴书写电机协同运动形成相应标识字符。
4.2.1 FM357-2模板描述
FM357-2多轴定位模板是西门子公司开发的用于连续路径控制和定位的功能模板,主要用于伺服或步进驱动控制。FM357 -2具有四个通道,因此最多能同时控制4个连续运动系统。模板上主要接口含义如下:
X1外围接口:集成了18个DI和8个 DO,需配置40针前连接器。
X2驱动接口:Sub-D50针公接口,用于连接4个轴所对应的驱动器接口,控制伺服的±10V电压输出或控制步进的脉冲输出。
X3-X6测量接口:Sub-D15针母接口,用于连接4个轴所对应的编码器反馈。支持TTL增量型编码器和SSI绝对值编码器。
4.2.2 FM357-2硬件组态
使用FM357-2模件时首先要在PLC模件硬件组态时确定FM357-2的MPI地址、模块输入/输出地址,其中模块的设定地址就决定了在程序中对应的数值,如FC1中的“FMLADDR”引脚。
在使用FM357-2模件之前,还需要通过“parameterization tool”软件对模件进行各参数的设置,包括各个轴的定义、编码器反馈类型、速度设定、寻参方式等。
4.2.3 FM357-2模件参数配置
在PLC模件硬件组态画面双击FM357 -2模件,打开模件属性对话框,选择parameterize标签,点击parameterize按钮。如果PG与PLC通信连接已经建立,点击parameterize按钮后直接进入FM357-2在线窗口;进入机器数据编辑画面,选中Machine Data,点击MD Block,即可配置相关移动定位参数。
4.3 以太网通讯
CPU315-2DP模板自带RJ45以太网通讯接口,热喷印机可以方便地与连铸机L1级进行以太网通讯,实现标识字符和联锁信息交换。
4.3.1 以太网网络组态
使用SIMATIC STEP7 V5.5编程软件建立新项目,例如取名为C:热喷印机_ PLC,在该项目下建立站名为SIMATIC 300Station,选择网络Subnet为ETHERNET。在对SIMATIC 300 Station进行硬件组态后,使用SIMATIC STEP7 V5.1编程软件的“Netpro”实现ETHERNET网组态。西门子提供S7 connection、TCP connection、UDP connection等10种ETHERNET网络连接,在此采用S7 connection。在SIMATIC STEP7 V5.1编程软件中支持S7 connection的系统功能块为SFB14(GET、读数据)和SFB15(PUT、写数据)。使用SFB14和SFB15编制通讯程序时需要分配和定义相关参数,具体配置如图3所示。
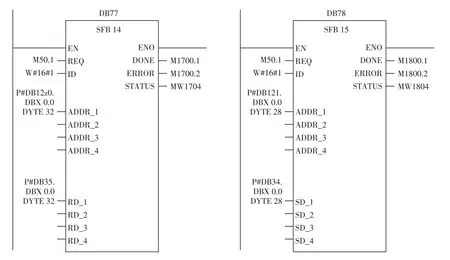
图3 通讯程序参数配置图
需要特别注意的是,SFB14中的ADDR_ 1和RD_1以及SFB15中的ADDR_1和SD_ 1分别配对使用,而且均为指针型变量,其定义的数据类型和长度必须匹配,否则将出现通讯错误。
4.3.2 联锁信息
在自动模式下,为了实现喷印机的可靠工作,热喷印机PLC不但需要通过以太网从连铸机L1级出坯PLC获取标识字符,而且还要获取辊道运行及钢坯位置等信号,以实现喷印机和辊道的联锁,防止喷印机被运动的钢坯撞坏。通过以太网交换的主要联锁信息定义如表1所示。
4.4 故障措施
热喷印机设置有全面的故障报警及措施,包括上位工控机显示、声音和闪光报警(如金属丝卷空了、设定周期时间超过及其它故障信号)。在喷印周期时间超过而机器工作尚未完成喷印的情况下,机器必须回本位并报警。此外热喷印机还设计有两种紧急状况,一是紧急停车,按此键机器立即停止工作,原地不动;另一种是紧急回本位,按此键机器立即返回本位。
5 结束语
1#板坯热喷印机改造时采用了以太网和PROFIBUS-DP现场总线技术,减少了现场电缆的敷设量,使信息分层次传输,同时运用西门子S7-300PLC及FM357-2多轴定位模板保证了热喷印机各单元的协同动作,完善了热喷印机与相关辊道的联锁,实现了钢坯标识字符自动、快速喷印,降低了操作工的劳动强度,有效保障操作工的人身安全并提高了产品质量管理水平。事实证明1#板坯热喷印机改造是成功的。

表1 主要联锁信息表
[1] 易春龙.电弧喷涂技术[M].化学工业出版社,2006.
[2] 傅旻,张恒,潘存海.新型钢坯电弧喷号机的研制[J].天津科技大学学报,2012,27(1):58 -59.
[3] 彭铁军.FM357-2模块在电喷涂设备中的应用[J].机电信息,2012(24):152-153.
[4] 夏永刚.LENZE伺服控制器原理及在喷号机中的应用[J].机械管理开发,2011(4):123 -124.
Automatic Control System of Wire Hot Spray Machine for№.1 Slab Caster in Pangang
CHEN Xiang
(Vanadium Extraction Steelmaking Plant,Panzhihua Steel &Vanadium Co.Ltd,Panzhihua,617062 Sichuan,China)
Siemens S7-300 PLCis used as control station in automatic control system of hot spray machine for№1 Slab Caster of PANGANG.ETHERNET and PROFIBUS-DP fieldbus technique is synthesized applying.The FM357-2 multi-axis positioning module is used to control X axis and Y axis written mechanism driving electric arc spray gun.Spraying the identification characters of slab automatically and quickly is implemented.The labor intensity of workers is reduced.The personal safety of workers is protected effectively,and the product quality management level is improved.
S7-300 PLC;ETHERNET;PROFIBUS-DP;FM357-2
TF341
:A
1001-5108(2015)03-0031-05
陈祥,高级工程师,主要从事电气自动化技术应用工作。
