铅蓄电池生产行业铅污染防治技术
2016-01-01唐红军余全智李双志遂宁市环境监测中心站四川遂宁629000
刘 兵,张 凯,唐红军,余全智,王 洁,李双志(遂宁市环境监测中心站,四川遂宁629000)
铅蓄电池生产行业铅污染防治技术
刘 兵,张 凯,唐红军,余全智,王 洁,李双志
(遂宁市环境监测中心站,四川遂宁629000)
从铅蓄电池的生产工艺及产污环节出发,就清洁生产、废气治理、废水治理、危废管理、卫生防护和运行监管等方面提出铅污染防治技术及措施。
铅蓄电池;重金属;铅污染;污染防治;技术;环境保护
铅蓄电池以其大电流放电性能好、环境适应能力强、安全稳定性好、回收再利用率高、性价比高等方面的优势,在交通、通信、电力、能源和军工等领域有着广泛的应用。同时,铅蓄电池也是化学电池中市场份额最大、使用范围最广的电池产品,在内燃机起动、大规模储能等应用领域尚无成熟替代品。据推测,在未来20年铅蓄电池仍将占主导地位[1]。目前,我国已成为世界上最大的铅蓄电池生产国和最主要出口国之一[2]。据统计,2011年我国规模以上铅蓄电池企业共完成总产量14229.6万kVAh,超过世界总产量的1/4[3]。
尽管该行业未来发展前景看好,但相对于美国等发达国家,我国铅蓄电池行业污染防治水平整体较差。目前依然采用较落后的铅蓄电池制造技术,在中小型企业普遍存在“小、散、乱”现象,规划布局凌乱、规模偏小、工艺技术水平不高、污染防治设施不完善、企业环境管理水平较差、生产没有在严格的环保措施和工业安全卫生条件下进行等问题突出,给周边环境与人群健康造成危害。2011年,我国发生了多起由铅蓄电池生产引起的铅污染事件,对社会造成了极大的负面影响,引起了行业内以及社会各界的高度重视。为此,环保部、工信部等9大部委联合对铅蓄电池行业进行了历史上最严厉的专项整治。《重金属污染综合防治“十二五”规划》也将铅蓄电池行业列为重点行业开展重金属污染防治。2012年,工信部、环保部会同有关部门制定了《铅蓄电池行业准入条件》,这是落实《重金属污染综合防治“十二五”规划》、加快铅蓄电池生产行业结构调整和转变发展方式的重要举措[3]。
当前,“重金属污染”已经成为中国社会的热点环境问题。环境保护部要求把重金属污染防治摆在更加紧迫更加重要的位置,大力防控和应对重金属污染,切实解决危害群众健康的突出环境问题。铅蓄电池行业管理和环保治理已成为重金属污染防治工作的重中之重。本文依据国家最新的环保要求,对铅蓄电池生产企业进行了铅污染防治技术研究,这对企业制定科学合理的污染防治技术政策,引导优化产业结构、提升技术水平、提高污染治理能力和加强环境监管等方面有重要意义。
1 铅蓄电池生产工艺及产污环节
铅蓄电池由正极、负极、蓄电池壳、隔板、电解液和连接零件构成。其生产工艺根据化成方式不同可分为外化成工艺和内化成工艺。这两种生产工艺基本相似,区别在于前者先将生极板在化成槽中进行充电后,经水洗干燥,成为荷电状态的干式熟极板,再组装成电池,因此也称为槽化成;而后者是先将生极板组装成电池,再在电池内部进行化成。由于外化成需对极板预先经化成槽化成、水洗和干燥,其含铅废水的产生量是内化成工艺的10倍[3]。内化成无需这一步骤,并可利用原有的直流充电机,无需水槽,生产效率得到提高,因此内化成经济效益、环境效益和社会效益较明显。但目前,中国仍以外化成工艺为主[4],其生产过程主要包括极板制造(如图1)和电池装配(如图2)两大工序[5]。本文仅以我国主流的和产污系数较大的外化成生产工艺为例进行铅污染防治分析。

图1 铅蓄电池生产极板制造工艺及产物环节
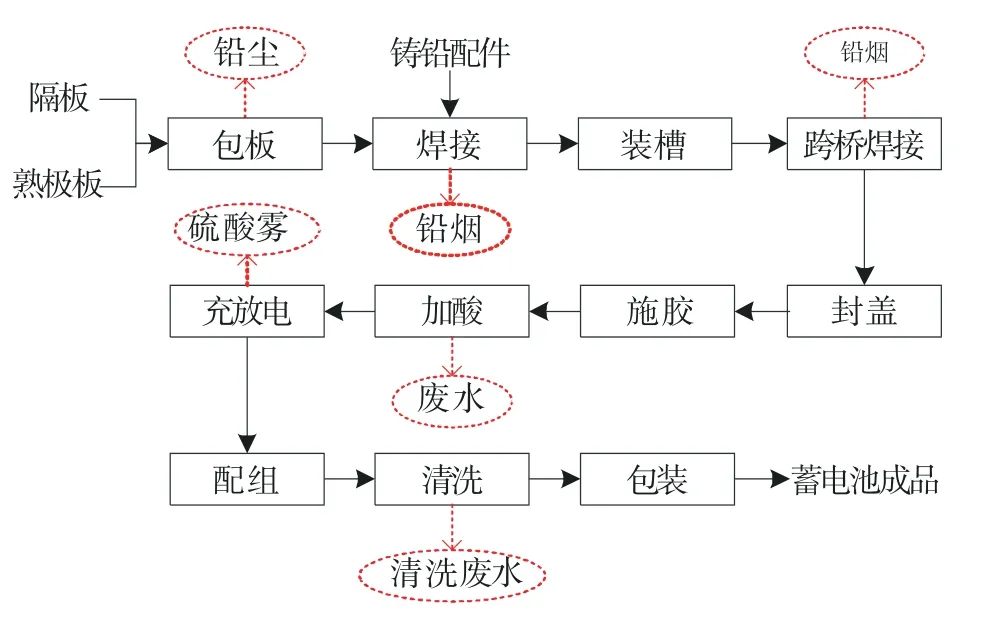
图2 铅蓄电池生产电池组装工艺及产物环节
2 铅污染防治技术
2.1 清洁生产
《关于深入推进重点企业清洁生产的通知》(环发[2010]54号)指出铅蓄电池企业应每2a开展一次清洁生产审核。铅蓄电池生产企业应按2012年国家修正的《中华人民共和国清洁生产促进法》和环保部对铅蓄电池工业制定的清洁生产标准[6],积极采用清洁生产技术,减少铅污染物的排放。其具体技术要求主要包括[7-11]:
(1)企业应在生产原料的运输、储存和备料等环节,采取密闭等措施,防止物料扬撒。原料、中间产品不能露天堆放。
(2)熔铅、铸板及铅零件工序应位于封闭的车间内,熔铅锅和铸板机中产生烟尘的部位,应保持在局部负压环境下生产,并与废气处理设施连接。熔铅锅应保持封闭,并采用自动温控措施,加料口不加料时应处于关闭状态。铸板工序应采用连铸滚压式板栅制造技术或连冲、拉网、压铸技术,采用重力浇铸板栅工艺的应实现集中供铅。铸板过程应使用铅减渣剂,以减少铅渣的产生量,对产生的边角料和废板栅应原位回用。
(3)铅粉制造工序应采用智能型全自动铅粉机,优先选用巴顿式铅粉机[8],铅粉系统(包括铅粉的输送与储存)必须密封,禁止采用开口式铅粉机和人工输粉工艺。
(4)和膏工序(包括加料)应使用自动化设备,在密封状态下生产,比如采用真空和膏机进行和膏,并与废气处理设施连接。开口式和膏机和手工涂板工艺,因生产效率低,生产环境恶劣,易造成铅暴露,禁止采用。
(5)涂板及极板传送工序应配备废液自动收集系统;管式极板生产应使用自动挤膏机或密闭式全自动负压灌粉机。
(6)化成工序应设在封闭的车间内,配备硫酸雾收集装置并与相应处理设施连接,化成槽应封闭,并保持在局部负压环境下生产。改进水洗工序,充分利用循环水清洗极板[7]。单位产品取水量、废水产生量、水重复利用率等指标应达到清洁生产二级标准。
(7)分板刷板(耳)工序应位于封闭的车间内,采用机械化分板刷板(耳)设备,做到整体密封,保持在局部负压环境下生产,并与废气处理设施连接,禁止采用手工操作工艺。
(8)装配工序应采用自动化程度较高的装配生产线,在焊接方式上取消人工气焊,推广应用铸焊机或穿壁焊。因人工气焊产生的铅烟容易使职工中毒,用铸焊机或穿壁焊取代人工气焊可以消除气焊所产生的铅烟排放,并大幅减少人与铅之间的接触[10]。
2.2 废气治理
铅蓄电池生产所产生的含铅废气主要为铅尘和铅烟。由图1的极板制造工艺流程和图2的电池装配工艺流程可知,产生铅尘的生产环节主要有制粉、和膏、涂板、分片、称片和包板;铅烟的产生环节主要有熔铅、铸板和焊接。产生铅尘和铅烟的工序,均需建有废气治理设施。
对铅尘和铅烟的处理应采用两级以上处理工艺。铅尘大多数采用“旋风除尘+布袋除尘”两级干法技术[10],干法处理不仅便于铅尘的回收利用,同时可以避免湿法处理中循环水的处理环节[1]。由于铅烟的粒度小,单一的布袋除尘效果差,铅烟宜采用两级干式袋式除尘、静电除尘或袋式除尘加湿法(水幕或湿式旋风)等除尘技术。我国普遍采用湿法处理。湿法工艺又分为物理法和化学法两类。目前最简单、使用最普遍的方法是物理法中的水吸收法,它以水为吸收液,根据铅烟比重大的特点,利用物理吸收的原理进行净化。一些大型企业采用以微孔膜复合滤料等新型织物材料做的高效滤筒及布袋除尘设备来处理铅尘、铅烟,效果较理想[8]。也有将废气通入旋流板塔,以浓度为0.5%~3.0%的醋酸水溶液或0.4% ~5.0%的氢氧化钠水溶液为吸收液进行吸收净化的报道,废气中铅烟、铅尘的净化效率在96%以上[12]。
在废气处理设施运行管理方面,企业最好安装生产设备与废气治理设施联动装置,做到废气处理设施先于生产设备启动,晚于生产设备停运[13]。
2.3 废水治理
铅蓄电池生产企业含铅废水主要为生产废水和洗浴废水。生产废水主要包括化成车间极板清洗废水、各车间冲洗设备和地面的清洗废水。洗浴废水指员工洗澡和清洗工作服产生的含铅废水。此外,还包括初期雨水和湿法除尘设施排放的含铅循环废水。
含铅废水排放和处理系统应实行清污分流,分质处理,一水多用。生产废水和洗浴废水因浓度差别大,不得混合处理,需在生产车间排放口建单独的处理设施。按照清洁生产要求,铅蓄电池生产过程排放的废水应循环利用,循环率应达到70%以上[6]。同时,单位产品基准排水量应达到《GB 30484-2013电池工业污染物排放标准》中相关规定,若单位产品实际排水量超过单位产品基准排水量,需将实测水污染物浓度折算成水污染物基准排水量排放浓度,并以水污染物基准排水量排放浓度作为判定排放是否达标的依据[14]。
厂区内洗浴废水和初期雨水应作为含铅废水给予处理,不得与生活废水混合处理。洗浴废水需经过预处理后方可进入含铅生产废水处理站处理。企业应建设初级雨水收集池和事故应急池,将收集到的初期雨水和含铅废水排入含铅废水处理站处理。
对含铅废水的处理技术主要有化学沉淀法、电解法、螯合法、吸附法、离子交换法和膜分离法。在铅蓄电池行业应用最为普遍的依然是化学沉淀法,其原理是用碱调节含铅废水到易生成氢氧化铅沉淀的酸碱度,加入沉淀剂进行反应,使溶解态的铅离子转变为不溶于水的氢氧化物沉淀而除去。某铅蓄电池生产企业采用化学沉淀法辅以吸附法对含铅废水处理流程如图3所示,吸附法所用的吸附剂一般为活性炭或石英砂[15],也有用动物骨粉的报道,其吸附率可达 100%[16]。国内两大电动车用铅蓄电池生产企业天能集团(河南)能源科技有限公司和山东超威电源有限公司将废水实行清污分流(处理技术路线图见图4),分别进行预处理后进入膜分离系统,70%的生产废水回用,水质优于自来水,30%的浓水铅含量 <0.2mg/L,优于排放标准[17]。

图4 铅酸废水处理及回用技术示例
2.4 危险废物管理
铅蓄电池生产企业产生的废电池、铅渣、铅泥、铅尘、含铅废料、废活性炭和含铅劳保用品等含铅废物均属于危险废物。其中,废电池指不合格的铅蓄电池产品,铅渣产生源主要是合金工序熔铅锅产生的浮渣,铅泥主要来源包括涂板工序产生的废铅膏、污水处理站产生的脱水污泥和湿法除尘循环水箱的底泥,铅尘主要来自于干法除尘收集的铅尘和地面清扫收集的铅尘,含铅废料产生环节主要是分片工序产生的废极耳和废极板,废活性炭产生于制备去离子水工序,含铅废旧劳保用品主要包括工人使用过的废口罩、手套和工作服。企业应对这些危险废物分类收集暂存于危险废物专用堆放场所内,定期委托有危险废物运输资质的运输单位按规定的路线送具有危险废物处理资质的企业进行安全处置,并严格执行危险废物转移联单制度,定期向环保部门申报备案。
2.5 卫生防护
为减少铅中毒事件的发生,铅蓄电池生产企业应加强职业卫生防护工作,主要应注意以下几方面:
(1)铅蓄电池生产企业应在县级以上化工园区内建设,涉铅作业车间到环境敏感点的距离应符合《GB11659-89铅蓄电池厂卫生防护距离标准》的要求。
(2)生产作业环境必须满足《GBZ1-2010工业企业设计卫生标准》和《GB13746-2008铅作业安全卫生规程》的要求。员工生活区与生产区域应相对分离。
(3)建设集中通风设施,确保生产车间处于负压状态[13]。按照《GBZ2.1-2007工作场所有害因素职业接触限值化学有害因素》规定,开展车间空气质量日常监测工作[7]。
(4)按照 《GBZ37-2002职业性慢性铅中毒诊断标准》,定期组织员工进行健康体检,每年至少体检一次。
(5)健全职业卫生防护制度。如健全卫生防护机构和管理制度并配备专管人员,对从业人员进行教育、培训和危害告知。企业本身应通过职业健康安全管理体系认证[7]。
(6)加强生产现场管理。设置职业病危害警示标识,如在熔铅、铸板、铅粉制造等产生严重职业病危害的作业岗位的醒目位置,设置警示标志和警示说明;监督员工规范使用个人劳动防护用品;定时检查通风、除尘(烟)设备的运行状况,并定期测试其功效。
(7)加强卫生设施建设和管理。应设置专用更衣室、淋浴房、洗衣房等辅助用房。禁止员工穿着工作服离开生产区域。严格要求员工上下班或离开生产区域前洗手、更衣、换鞋,下班前洗澡。对每班次使用过的工作服等进行统一清洗。
2.6 运行与监督管理
(1)企业应安装总铅在线监测装置,并与环保部门的监控系统联网,在车间或处理设施排放口设置监控点,控制重金属铅的排放。
(2)企业应建立、完善环境污染事故应急体系,建设废水处理、废气处理的事故应急处理设施,包括事故围堰、应急池、双阀门控制设施及备用风机等。加强应急设备设施的维护,杜绝生产过程中“跑、冒、滴、漏”现象。制定针对性强和可行性高的环境事故应急预案,并实时修订。
(3)企业应开展自行监测工作,对污染物的排放情况进行实时监测,并将监测结果公之于众,接受社会公众监督。这样既能满足社会公众的环境知情权,更能通过社会监督,促使企业加强污染防治。
(4)环境保护行政主管部门应加强对企业污染排放状况、污染治理设施运行情况和日常污染防治管理制度执行情况的监督检查,加强清洁生产审核和环境保护核查。坚持对该类企业源头严防、过程严管、后果严惩。
3 结语
尽管“十二五”以来,我国铅蓄电池生产行业铅污染专项整治行动取得了明显成效,但行业结构调整、铅污染防治技术方面还有很多工作要做。当前,仍应优化其产业结构,强化企业社会责任,提高企业工艺技术和装备水平,从源头预防、过程阻断、末端治理、清洁生产、卫生防护和运行监管的全过程综合防控,提高污染防治水平,建立完善的环境监管体系、环境风险防范机制和职工健康指标跟踪体系,发动社会力量监督,促进铅蓄电池生产行业持续、健康、协调发展。
[1]刘静.铅蓄电池生产企业现场环境监管要点解析[J].环境保护,2011(18):52-54.
[2]赵瑞瑞,任安福,陈红雨.中国铅酸电池产业存在的问题与展望[J].电池,2009,39(16):333-334.
[3].铅蓄电池行业准入条件解读EB/OL].2012-12-19[2014-3-19].http://www.miit.gov.cn/n11293472/n11293832/n11293907/n11368223/15064490.html.
[4]张新华,田珺,陈华,等.铅蓄电池行业重金属污染问题及防治对策[J].污染防治技术,2013,26(3):33-35.
[5]环境保护部.铅蓄电池行业现场环境监察指南[EB/OL].环办[2011]122号.
[6]环境保护部.HJ447-2008清洁生产标准铅蓄电池工业[S].北京:中国环境科学出版社,2009.
[7]孙晓峰.铅蓄电池行业重金属污染防治研究[J].中国环保产业,2012(11):8-15.
[8]舒月红,陈红雨.推行清洁生产促进铅酸蓄电池行业可持续发展[J].蓄电池,2010,47(4):147-151.
[9]陈红雨.中国铅酸蓄电池行业节能减排技术分析(一)[J].蓄电池,2008(3):137-142.
[10]陈红雨.中国铅酸蓄电池行业节能减排技术分析(二)[J].蓄电池,2008(4):179-183.
[11]DahodwallaH,HeratS.Cleanerproductionoptionsforlead-acid batterymanufacturingindustry[J].JournalofCleanerProduction,2000(8):133-142.
[12]浙江工业大学.一种含铅废气的处理方法:中国,CN1853758[P].2006.
[13]杨占亮,铅蓄电池行业环境保护工作要点[J].蓄电池,2013,50(1):15-18.
[14]环境保护部.国家质量监督检验检疫总局.GB30484-2013电池工业污染物排放标准[S].北京:中国环境科学出版社,2013.
[15]常玉,陈朋,熊正林,等.铅酸蓄电池生产中铅酸废水的处理工艺[J].华南师范大学学报:自然科学版,2009,(S1):97-98.
[16]Abdel-HalimSH,ShehataAMA,El-ShahatMF.Removal ofleadionsfromindustrialwastewaterbydifferenttypesofnatural materials[J].WaterResearch,2003(37):1678-1683.
[17]上海问鼎环保科技有限公司.铅蓄电池行业废水处理及回用技术[J].中国环保产业,2013(10):24-27.
[18]工信部.铅蓄电池行业准入条件[EB/OL].2012.(2012-5-31)[2014-3-19].http://www.gov.cn/zwgk/2012-05/31/content_2149860.htm.
PollutionControlTechnologyofLeadforLead-Acid BatteryManufacturingIndustry
LIUBing,ZHANGKai,TANGHong-jun,YUQuan-zhi,WANGJie,LIShuang-zhi(SuiningEnvironmentMonitoringCenter,SuiningSichuan629000,China)
Inrecentyears,leadpollutionaccidentsinlead-acidbatterymanufacturingindustryhavetakenplace morefrequently.Ithascausedseriousbadimpactsontheenvironmentandhumanhealth.Basedontheanalysisof thewholeproductionprocessandthepollutionsourcesoflead-acidbattery,thepollutioncontroltechnologiesof leadonthebasisofcleanerproduction,wastegastreatment,wastewatertreatment,hazardouswastemanagement,healthprotection,operation,andsupervisionwereputforward.
lead-acidbattery; heavymetal; leaddetermination; pollutioncontrol; technology;environmentalprotection
X78
A
1673-9655(2015)03-0068-05
刘兵(1982-),男,四川省巴中市人,毕业于重庆大学,硕士研究生,工程师,主要研究方向为环境监测及环境污染防治。
唐红军(1973-),男,四川省遂宁市人,毕业于中南大学,本科,高级工程师,副站长,主要研究方向为环境污染防治及环境管理。
