棉织物生物酶前处理工艺研究
2015-12-31奉先波贺江平
奉先波,贺江平
(西安工程大学 纺织与材料学院,陕西 西安 710048)
棉织物精练通常是在长时间高温强碱条件下进行的,不仅织物损伤大,且耗能、耗时、耗水,污染排放大严重制约了印染行业的发展。因此绿色染整加工越来越表现出其重要性[1]。近年来利用酶的高效、专一、温和性对棉织物进行前处理[2],其节能、高效、无毒、无污染的优点引起人们极大关注。本文用高浓退浆酶、精练酶DM-8654对棉织物进行前处理,较为系统地研究了其处理工艺。
1 试验部分
1.1 材料和仪器
织物:淀粉上浆棉织物;材料:苏宏牌高浓退浆酶(诺维信生物技术有限公司);DM-8654(广东德美精细化工股份有限公司)。
仪器:可见分光光度仪722型(上海精密科学仪器有限公司);X-Rite color i7型爱色丽测色仪(上海嘉恩科技有限公司);电子强力机(南通宏大实验仪器有限公司);pH计。
1.2 试验方法
1.2.1 酶退浆处方及工艺
高浓退浆酶/g·L-1a
渗透剂JFC/g·L-12
醋酸、碳酸钠调节pH值X
退浆温度/℃T
退浆时间/mint
浴 比 1∶50
采用单因素法按照处方配制工作液,用醋酸和碳酸钠调节不同pH值。将淀粉上浆的棉坯布浸入退浆液中并升温至T℃,不断搅拌保温处理tmin,取出织物,充分洗涤。
1.2.2 酶煮练处方及工艺
DM-8654精练酶/g·L-1b
渗透剂JFC/g·L-12
醋酸、碳酸钠调节pH值X
煮练温度/℃T
煮练时间/mint
浴 比 1∶50
采用单因素法按照处方配制工作液,用醋酸和碳酸钠调节不同pH值。将已用高浓退浆酶退浆过的棉织物浸入工作液中并升温至T℃,不断搅拌保温处理tmin,取出织物,充分洗涤。
1.2.3 酶退煮一浴一步法处方及工艺
高浓退浆酶/g·L-1a
DM-8654精练酶/g·L-1b
渗透剂JFC/g·L-13
醋酸、碳酸钠调节pH值X
退煮温度/℃T
退煮时间/mint
浴 比 1∶50
采用正交试验法按照处方配制工作液,用醋酸和碳酸钠调节不同pH值。将用淀粉上浆的棉织物浸入工作液中升温至T℃,不断搅拌保温处理tmin,取出织物,充分洗涤。
1.2.4 漂白处方及工艺
30%双氧水/g·L-115
氧漂稳定剂(硅酸钠)/g·L-12
氢氧化钠调节pH值 10.5~11.0
渗透剂JFC/g·L-12
漂白温度/℃ 90
漂白时间/min 60
浴 比 1∶50
按处方配置工作液并水浴加热至90℃,投入已退煮过的棉织物保温浸漂处理60min,取出织物充分洗涤。如需同浴漂白,退煮后直接加入试剂按工艺条件处理。
1.2.5 棉织物传统退煮漂一浴一步法处方及工艺
氢氧化钠/g·L-110
30%双氧水/g·L-110
双氧水稳定剂/g·L-13
高效精炼剂/g·L-12
温 度/℃ 85
时 间/min 60
浴 比 1∶50
按照处方配制工作液,将用淀粉上浆的棉织物浸入工作液中并升温至85℃,不断搅拌保温处理60 min,取出织物充分洗涤。
1.3 测试方法
(1)退浆率 采用高氯酸法[3],先绘制工作曲线,再测定退浆率。

(2)毛细效应 用LCK-800纺织品毛细效应测试仪测定,毛效越好,织物润湿性越好。
(3)失重率 称重处理前后的织物都须事先在标准气候箱中平衡2h。

(4)织物断裂强力 织物断裂强力的测定按国际标准GB/T 3923-1997《纺织品织物拉伸性能 第1部分:断裂强力和断裂伸长的测定条样法》进行。
(5)织物白度 白度测试按照DSBD-1数字白度仪操作规程进行测试。
2 结果与讨论
2.1 退浆酶的退浆工艺
2.1.1 温度对退浆率的影响
以a=1g/L,pH=6,t=40min为定量,温度分别为20、30、40、45、50、55、60、65、70、75、80、90 ℃的条件下进行退浆处理。在每个温度下做未加退浆酶及酶先经85、100℃处理10min后的对照试验。温度与退浆率的关系曲线如图1所示。

图1 温度对退浆酶退浆率的影响
从图1可看出,退浆酶在较低温度时就有明显作用。随着温度升高,未加退浆酶的对照组退浆率增加较快,最终与酶退浆的退浆率相近,这可能是因为该坯布上浆所用淀粉浆料以可溶性直链淀粉为主之故。退浆酶经过85℃处理10min后,仍具有很强的活性;在100℃的高温下处理10min,活性下降较大。用该退浆酶处理织物其处理温度在60~70℃时,退浆率已达90%以上,且温度高于70℃时退浆率增加缓慢。考虑到节能、高效等因素,本试验酶退浆温度选为65℃。
2.1.2 其他工艺条件对退浆率的影响
先以a=1g/L,T=65℃,t=40min为定量,在pH 值分别为3、4、4.5、5、5.5、6、6.5、7、7.5、8、8.5、9、10的条件下进行退浆处理,以退浆率为选择指标确定最佳pH值。按此方法依次确定酶处理浓度和处理时间。退浆酶浓度变量分别为0、0.05、0.1、0.2、0.5、0.75、1、1.25、1.5、2、2.5、3g/L。处理时间变量分别为10、15、20、25、30、35、40、45、50、55、60、70min。处理结果见图2~4。
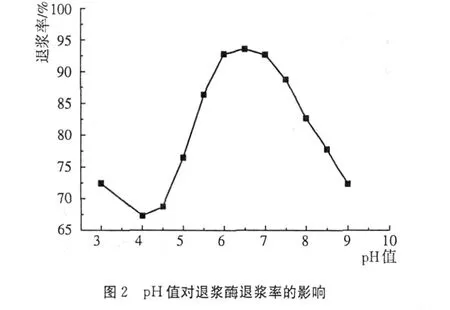

图4 处理时间对退浆酶退浆率的影响
从图2可看出,pH值对酶的退浆率影响较大,pH值在6~7之间时退浆率达到最大值。酶属于蛋白质对酸碱较为敏感,在过酸或过碱条件下该退浆酶的活性都会下降,甚至丧失;在中性条件下其活性较好,可以获得最佳加工效果。因此pH值选在6~7之间为好,此处选为6.5。
从图3可看出,酶用量在低浓度时随着浓度的增加退浆率上升显著,当酶浓度在0.75g/L时退浆率达到90%以上,之后曲线上升缓慢并趋近平滑。考虑实际生产等因素,本试验退浆酶的用量选为1g/L。
当处理温度、处理液pH值、退浆酶浓度都已确定时,处理时间与退浆率的关系如图4所示。在保证较高的退浆率前提下,处理时间越短经济效益越高,此处退浆酶退浆时间选为45min。
2.2 精练酶的精练工艺
按照煮练配方配制处理液,先以b=1.5g/L,T=60℃,t=60min为定量,在pH值分别为3、3.5、4、4.5、5、5.5、6、6.5、7、7.5、8、8.5、9、10 的条件下进行精练处理,综合考虑毛效、失重率等因素确定最佳pH值。按此方法再依次确定精练酶浓度、处理温度和处理时间。精练酶浓度变量分别为0、0.05、0.1、0.2、0.5、0.75、1、1.25、1.5、2、2.5、3g/L;处理温度变量分别为20、30、40、45、50、55、60、65、70、75、80、90 ℃;处理时间变量分别为20、30、35、40、45、50、55、60、70、80 min。其测试结果见图5-8。
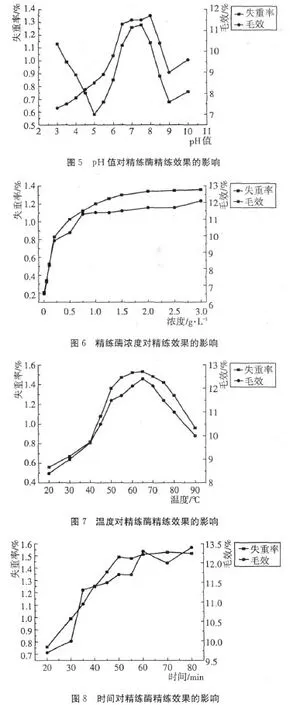
从图5可看出,在整个pH值域内失重率有两个峰值。纤维素大分子是由葡萄糖剩基以苷键连接而成,苷键在较酸性的条件下易发生断键,酸性越强,断键越剧烈。一些纤维絮非晶区较大氢离子可及度高,能被水解掉更多的苷键,在外力作用下脱离纱线,从而引起织物失重率增加;但由于果胶、蜡质等物质去除得少,此时织物的毛效并不高。当处理液pH值为7~8时,失重率较高,毛效较大。此处pH值选为7。
从图6可看出,当酶的浓度不高时随着酶浓度的增加,织物的失重率和毛效迅速提高。酶浓度很低时酶与底物的有效接触面积较少,在有限的时间内酶只与部分底物作用;但随着酶浓度的增加,酶与底物一开始就得到较为充分的接触,作用效果明显。当酶的浓度超过2g/L后,织物失重率和毛效的增加都较为缓慢。因此选择精练酶浓度为2g/L。
从图7可看出,随温度升高失重率和毛效都增高,在60℃之后两者又较为同步地呈下降趋势。本试验温度选为60℃。在处理液pH值、酶浓度、处理温度已定情况下,根据图8曲线所示的处理时间与失重率和毛效的关系,选择处理时间为50min。
2.3 酶退浆精练一浴一步法工艺
由上述研究可知,高浓退浆酶与DM-8654精练酶在相同的一段pH值区间和温度区间内都有着较高活性,因此将两种酶复配同时发挥作用应是有可能的。
采用L25(56)正交试验研究退浆酶浓度、DM-8654精练酶浓度、pH值、处理温度、处理时间对退煮一浴一步法效果的影响,并确定最佳工艺条件。试验结果见表1,数据分析见表2和表3。
从表2、表3可看出,pH值对毛效和失重率的影响都最为显著,在所研究的pH值范围内表现出同增同减一致性。生物酶是一种具有活性的蛋白质,只有在适合的酸碱范围内蛋白质的活性才能表现出来。当工作液pH值为7时,毛效和失重率都达到最大值,前处理效果明显,故pH值定为7。本正交试验棉织物前处理后表现出的失重主要源于淀粉浆料、果胶、蜡质等物质的去除。相对于果胶等物质淀粉浆料在织物上的含量要多得多,因此退浆酶对淀粉浆料的去除情况很大程度上决定失重率的大小。从表3也可看出退浆酶浓度是影响失重率的第二个重要因素,符合前述分析。当退浆酶浓度高于1.25g/L时,毛效基本保持平衡,失重率增幅不大,故退浆酶浓度选为1.25g/L。DM-8654精练酶是一种复配酶,以去除果胶等物质为主。果胶与蜡质是附生的,果胶去除后蜡质也会松动,在表面活性剂的作用下经机械洗涤而去除,从而提高织物的润湿性。当精练酶浓度为2g/L时,毛效达到较高水平,继续增大酶用量效果提升并不显著,故浓度宜选为2g/L。结合能耗、效果和效率等因素,本试验温度选为70℃,时间选为60min。

表1 正交试验结果

表2 正交试验数据分析Ⅰ

表3 正交试验数据分析Ⅱ
2.4 棉织物不同前处理工艺效果对比

表4 不同前处理工艺处理效果比较
由表4可看出,棉织物生物酶前处理在退浆率、毛效、白度方面都不及相应的碱前处理,但其强力远好于后者。另外,经生物酶前处理的棉织物手感也更为柔软蓬松。对比两种生物酶前处理工艺效果,一浴两步法的四个指标都好于三浴三步法,这是因为退浆酶和精练酶复配后具有协同作用,从而比使用单一酶的效果更佳。
棉织物生物酶退煮漂一浴两步法不但具有较好的处理效果,也节约了时间,减少了能耗,在一些对棉质面料前处理要求很高的生产中具有较强的应用价值。
3 结论
(1)高浓退浆酶退浆优化工艺:酶用量1g/L,处理液pH值6.5,温度65℃,保温45min,浴比1∶50,对试验所用棉布的退浆率达到91.76%。
(2)DM-8654精练酶的精练优化工艺:酶用量为2g/L,处理液pH值7,温度60℃,保温50min,浴比1∶50,对已用退浆酶退浆的试验所用棉布失重率达到1.49%,漂白后毛效达到13.3cm。
(3)高浓退浆酶与DM-8654精练酶复配优化工艺:退浆酶用量1.25g/L,精练酶用量2g/L,处理液pH值7,温度70℃,保温60min,浴比1∶50,对试验所用棉布的退浆率达到93.12%,漂白后毛效达到14.1cm。
(4)经生物酶退浆、精练后的棉织物,用双氧水漂白后其退浆率、毛效、白度均次于传统碱前处理;但织物强力保留率大,手感更良好,工艺条件柔和,污染小,能耗少,应具有一定的应用价值。
[1] 李海静.国内外棉织物生物酶精练技术[J].印染,2001,(9):62-64.
[2] 周文龙.酶在纺织中的应用[M].北京:中国纺织出版社,2002.273.
[3] 陈 英.染整工艺实验教程[M].北京:中国纺织出版社,2009.36-54.