电磁式轴向深孔振动钻削装置的设计
2015-12-29山西中北大学机电工程学院张勇顾强山西中北大学机械工程与自动化学院马清艳
1、山西中北大学机电工程学院 张勇 顾强 2、山西中北大学机械工程与自动化学院 马清艳
电磁式轴向深孔振动钻削装置的设计
1、山西中北大学机电工程学院 张勇 顾强 2、山西中北大学机械工程与自动化学院 马清艳
本文对电磁式轴向振动工作原理进行了分析,并设计了一种电磁振动钻削装置。在深孔加工过程中,通过调节交流电的大小与频率来控制振动切削装置钻杆振幅与频率,与负压抽屑装置配合使用,有效地改善深孔加工过程中断屑、排屑的问题,提高了深孔加工的质量。
深孔;钻削;电磁式;轴向振动
1 前言
在机械加工中,孔的加工是比较重要的工序。据统计:对于孔的加工,占到金属切削加工的三分之一以上[1]。对于孔的加工,尤其是深孔、小孔最为困难。科学技术飞速发展的今天,在电子、航空宇航、仪器仪表等行业中,对孔径要求越来越小,对孔的精度要求也更高了。因此深孔、小孔的加工成为制约加工质量以及生产效率的因素之一[2]。
在深孔加工中,引入振动切削理论之后,通过工艺参数的合理匹配,其加工精度和表面质量均有明显改善[3]。振动切削是在传统切削过程中,给刀具或者工件附加某种有规律的振动,使得切削速度、给进量、切削深度按一定规律变化,从而改变切削加工的机理,达到减小切削力和切削热,并提高加工质量和效率的效果[1]。文章以电磁式振动钻削为研究对象,设计了一种电磁振动钻削装置,以期为孔加工技术,提出了新的工艺。
2 电磁式轴向振动的工作原理
电磁式轴向振动其核心部分是一种能将电能直接转换为直线运动机械能的电磁震动装置,其工作原理与常用的旋转电机相似,即通过改变电流的大小来改变运动速度和力的大小,改变电流的方向来改变运动方向。
电磁震动装置可视为,一台旋转电机被其沿法向剖开,并展成平面,如图2.1所示。其中,初级对应定子,次级对应转子。
绕组电流在气隙中形成行波磁场,电磁震动装置通过载流导体与气隙磁场相互作用,以产生电磁推力,从而使动子或次级沿磁场运动,原理图如图2.2所示。

图2.1 电磁震动装置结构

图2.2 电磁震动装置原理
电磁震动装置的运行原理如图2.3所示。初级绕组中输入三相对称正弦电流时,会产生一个沿直线方向呈正弦形分布的气隙磁场。当三相电流随时间变化时,气隙磁场也将按一定相序沿直线平移,行波磁场由此得名。将次级导体视为无限多导条并列放置,由此以来,在行波磁场切割时,次级可感应电动势必产生电流,而气隙磁场与电流相互作用即产生电磁推力。其中,初级与次级间的推力是相互的,而次级是可动部分,其在电磁推力的作用下做直线运动。
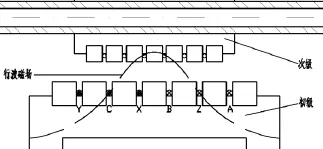
图2.3 电磁震动装置的运行原理
3 深孔电磁式轴向振动钻削装置设计
3.1 主要技术参数分析
在对深孔钻的断屑机理进行一系列的研究后发现,BTA深孔钻要可靠断屑[4],需要满足下式,此时切削过程是间断的。
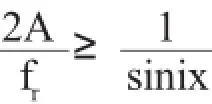
其中:A为振幅(mm);fr为刀具进给量(mm/r);0≤i≤1;x为刀尖轴向位移。
图3.1是根据上式绘制的断屑区域图[5]。借助此图,可以初步选择保证断屑的比例关系。首先根据进给量fr计算出能够保证断屑的最小振幅A,在保证工艺系统稳定的前提下选择i的值,以确保钻头工作条件最佳,这样便可在钻孔过程中主动控制切屑的形成了。

图3.1 断屑区域图
3.2 电磁式振动钻削装置的总体结构
电磁式振动钻削装置的总体装配图如图3.2所示,其主要部分有SIED数控深孔钻床床身、负压抽屑装置、电磁式振动装置、中心架、输油器等。
在机床尾端,装有产生负压效应的负压抽屑装置,用于抽吸切屑;而前端设有高压输油器,借助高压送进切削液,同时冲出切屑;一吸一推,不仅提高了切削液的流速,而且增加了单位时间内的排屑量,生产效率也就大大提高了。工作时,主轴电机带动工件作主运动,进给电机带动刀具作进给运动,电磁式振动装置带动钻杆,钻杆带动刀具,随次级做轴向的振动,从而实现工件的振动钻削。
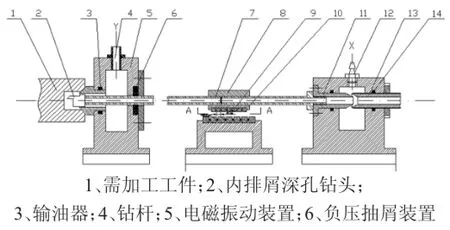
图3.2 电磁式振动钻削装置总装图
3.3 电磁式振动钻削装置的工作原理
高压切削液分为两条油路:一条油路由X口进入负压抽屑装置,产生一定的负压,将切屑吸出;另一条油路由Y口进入输油器,高压油液经由钻杆的外壁与已加工孔表面之间的空间到达钻头的前端,在高压作用下从钻杆的内部将切屑推出。
当电磁式振动装置通电后,会产生行波磁场,此时次级开始做直线运动。当电流方向改变时,钻头将沿轴向往复振动。另外根据加工需要,可改变电流大小,来调整振动参数,以达到理想的切削效果。
在该振动装置上配以负压抽屑系统,不仅有效地解决了在各种材料上加工深孔时断屑的问题,而且为各种内排屑钻头的应用提供了更广阔的平台,使得在比传统加工方法更小的直径范围内,也可以使用内排屑系统。
4 结语
借助电磁式振动装置能有效改善断屑问题,利用负压抽屑装置可成功解决排屑问题。与机械振动钻削装置相比较,电磁式轴向振动装置结构简单,易于安装,操作也比较方便[6-7]。
[1]王世清.深孔加工技术[M].西安:西北工业大学出版社,2003.
[2]米曾榜.小孔加工[M].北京:机械工业出版社,1988,6.
[3]隈部淳一郎,薛万夫译.精密加工振动切削(基础与应用)[M].北京:机械工业出版社,1985.
[4]李英,曹选平.BTA深孔钻断屑研究[J].工具技术,2007,41(11):94-97.
[5]马清艳,王彪,刘永姜,于大国,王东旭.电磁式轴向深孔振动钻削装置的设计与分析[J].机械设计与研究,2011,27(6):69~71.
[6]徐旭松,刘战峰,彭海.低频机械式深孔振动钻削装置的设计与应用[J].新技术新工艺,2002,(10):16~18.
[7]韩旭,吴伏家.振幅可调式深孔振动钻削装置的设计与应用[J].机械管理开发,2007,(3):54~55.
张勇,1989出生,河南平顶山人,在读硕士,研究方向:机械电子。