浅谈松散回潮出口水分控制
2015-12-28张广标
张广标
(山东中烟工业有限责任公司滕州卷烟厂,山东 滕州 277500)
浅谈松散回潮出口水分控制
张广标
(山东中烟工业有限责任公司滕州卷烟厂,山东 滕州 277500)
松散回潮作为制丝过程主要加工工序,其出口水分是影响后续工序产品质量的关键质量指标。简要分析了几种传统控制技术,并介绍了滕州卷烟厂在该环节相对新颖的控制手段及取得的成效。
松散回潮;自动控制;出口水分
松散回潮作为烟厂制丝线影响烟叶感官特性的首道加工工序,其加工精度对后续各工序工艺指标有着直接的影响。松散回潮的工艺任务是将切片后的烟块进行进一步的松散,通过加温、加水,使烟叶松软,提高片烟的韧性和耐加工性,为后续加工奠定基础。
松散回潮出口水分是该工序重要工艺指标,但由于不同等级片烟吸水能力不同、来料流量有波动、测量滞后性、环境温湿度等因素的影响,出口水分过程能力(CPK值)相对其他工艺指标偏低,严重影响了工序加工质量。因此提高松散回潮出口水分稳定性,实现精益生产、准确控制备受厂家关注。
一、传统控制方法
目前,在行业内针对松散回潮出口水分有两种传统控制方式:开环控制和闭环控制。
1.开环控制
开环控制,即出口水分检测结果不反馈回来影响当前控制过程。在实际操作中,通常预设一定量的入口水分,由操作工根据生产牌号的加水比例要求和物料总量计算出相应加水总量,并根据物料设定流量,从而得出一个恒定的加水量。
由于开环控制主要依靠操作工自身经验进行加水量调节,尽管很好地控制了加水总量,但很难保证加水过程的均匀性,出口水分波动较大。
2.闭环控制
闭环控制,即将出口水分检测结果反馈回来与设定值比较,并根据其误差调整加水量的控制方式。传统的闭环控制有多种,行业中较为常见的两种控制方式为简单PID闭环控制和串级控制。
(1)简单PID闭环控制
简单PID闭环控制,同样是预设一定量的入口水分,但与开环控制不同的是,其根据出口水分检测结果和设定值之间的偏差调节气动薄膜阀开度,从而调节加水量的多少。
简单PID闭环控制方式虽然能够根据出口水分的实时变化自动调节加水量,参与出口水分的控制,但是由于加水喷头位置与出口水分检测位置存在一定距离,控制响应时间滞后,控制效果不甚理想。
(2)串级控制
部分厂家根据生产状况,结合简单PID闭环控制的优缺点,采取串级控制出口水分,即在原有前室加水的基础上,滚筒后室增加一个喷头,实施后室补偿加水。此时,松散回潮加水系统的泵变频器和气动薄膜阀分别作为主、副两个被控对象串联使用。
在该加水系统中主控制器的输出作为副控制器的设定,副控制器的输出控制气动薄膜阀的开度,使出口水分能够保证在一个稳定的范围内,如图1所示。
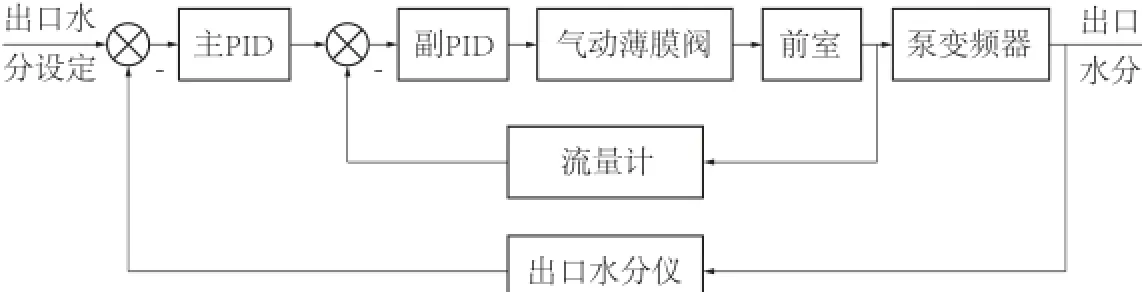
图1 出口水分串级控制方块图
采用串级控制出口水分,其过程能力(CPK)通常能够大于0.8,但往往达不到1,此种方式相对简单PID控制效果有一定的改善。但是由于受到物料进入滚筒后松散的位置和程度难以控制,来料流量波动相对较大,同牌号不同等级烟叶吸水程度不同等因素的干扰,采用串级控制方式控制出口水分很难达到系统平衡。鉴于干扰量较多,目前许多厂家根据自身生产状况对出口水分控制方式进行了优化改进。
二、预测控制
1.加水模式
开环控制能够保证加水总量,不存在滞后性;闭环控制能够跟踪出口水分,并进行实时调节,将两种控制方式融合,并淡化出口水分的实时变化影响,就形成新的控制方式:在入口水分变化时,适时对前室加水量进行微调,这样就能减少后室加水的滞后调节,使系统能够迅速响应外部条件的变化。也就是说,当来料含水量变化时,PLC程序会根据来料水分预测性微调加水量,当预测控制效果较差时,人工可以选择性的根据生产经验干预前室加水量,从而形成预测控制。
2.算法改进
在预测控制中需要针对牌号等级变化、工艺环境变化以及其他方面的影响因素设定修正系数。
以我车间现运行松散回潮工序为例,加水系数和入口水分之间的关系为(切片后烟块含水率通常为12%~14%,):
当入口水分低于12%,持续时间大于10s时,当入口水分高于12%,持续时间大于10s时,


式(1)、(2)中:
V——加水系数理论值;
Vpv——加水系数实际值;
Wl——入口水分下限值,通常依据工艺标准设
定为12%;
Wh——入口水分上限值,通常依据工艺标准设
定为14%;
K——加水系数修正值,在生产中K值可以进行手动修改。
将公式(1)、(2)写入PLC程序中,由PLC根据入口水分波动和加水系数理论值计算出前室加水量流量,形成前室加水跟随入口水分变化自动预测调节;后室二级加水补偿调节。由于前室已经预测、跟踪入口变化,后室加水流量相对稳定,系统滞后性相对较小。同时,为减少波动,设置人工调节优先(每次调节持续60s后转为自动控制),最大程度上减少人工操作失误导致的波动和误差。其中加水系数修正值K需要反复摸索,多次修改,才能得到最佳值。
三、结语
采用预测控制后,松散回潮出口水分过程能力一般能够大于1.0,控制效果有很大改善。
松散回潮作为制丝过程主要加工工序,其出口水分是影响后续工序产品质量的关键质量指标。我厂现采用的控制方式取得一定成效。
[1]刘明辉.PLC在回潮机自动控制系统中的运用[J].广西轻工业,2010.
[2]杨铁光.烟草松散回潮水分控制式的改进[J].科技之窗,2014.

图4

图5
3.节能节电。通过对国内外大量客户的应用检测,节电率介于3%~15%之间。
4.进口三类基础油。终身保有的高黏度指数和与添加剂良好的互溶性。
5.独有的摩擦调整添加剂。在同等条件下的磨损更低,更好的保护设备。
五、发展方向
随着液压设备精密程度的提升以及对节能环保降本安全的不断追求,未来液压油必然向着先进的不含锌类配方的方向前进,不含锌的长寿命节能液压油将为越来越多的企业带来更大的、持续增加的经济效益。
(收稿日期:2015-09-15)
(上接P77页)
TS43
B
1671-0711(2015)10-0074-02
2015-09-15)
