P95大修列车走行履带装置维修工艺研究
2015-12-26夏春华
夏春华
(上海铁路局上海大机运用检修段,上海200439)
P95大修列车走行履带装置维修工艺研究
夏春华
(上海铁路局上海大机运用检修段,上海200439)
走行履带是进口P95大修列车的核心工作装置,目前其变形和磨损严重,影响设备正常运用。本文对原设计的技术参数和材料特性进行了分析,研究提出修复方案和工艺。履带装置修复后P95运用实践表明,其经受往了各种施工作业的考验,取得了良好修复效果。
大修列车 走行履带装置 维修方法
P95大修列车集换枕、换轨功能于一体,是目前世界上最为先进的铁路综合大修大型养路机械。其作业质量好,效率高,旧枕收集、新枕铺设、钢轨更换全自动流水线机械化作业,彻底取代了传统铁路大修繁重的体力劳动。上海铁路局于2002年从瑞士MATISA公司引进P95大修列车,使用至今已有10余年,共完成换轨、换枕共611 km的施工任务。由于长期满负载作业,车上工作机构均有损伤,尤其是大修列车核心工作装置——走行履带变形和磨损严重,影响施工质量和作业安全。整套设备面临随时停产的危险,及时修复走行履带装置,是恢复大修列车正常使用的关键。
1 走行履带装置存在的问题
1.1 走行履带装置结构功能
大修列车作业时,首先将旧轨拨到线路两侧,再收起旧枕、推平道床、铺设新枕,最后换入新轨。中间有40 m左右的线路属于新旧钢轨交互区域,轨道面只有轨枕没有钢轨,必须由走行履带装置取代转向架在轨枕槽上行走。走行履带结构如图1所示,前后走行履带分别通过滑动支腿及油缸连接到前后大梁,大梁用螺栓固接后通过芯轴铰接于车体。

图1 走行履带结构示意
1.2 走行履带装置损伤情况
走行履带装置主要由9个部分组成,其中的前后大梁和前后履带框架的损伤情况比较严重。
1.2.1 走行履带装置前后大梁损伤情况
1)大梁部件出现严重扭曲变形,造成作业走行时前后履带易走偏。尤其是在曲线地段,履带装置收放困难,极易造成施工晚点。
2)变形部位锈蚀,强度降低,在大负载作用下,变形越来越严重,安全隐患日益突出。
3)芯轴变形无法取出,增加履带装置转向阻力,解体检修困难。
4)法兰连接板锈蚀变形,螺栓孔损坏,降低了梁体强度,造成前后履带不在同一条直线上。
1.2.2 工字型履带框架损伤情况
工字型履带框架各零件经拆解、清洗、探伤和三坐标检测后发现,其损伤情况主要有三大类,如图2所示。
1)主要受力部位裂纹。主要集中在主横梁与大小浮动支撑座焊缝处及U形板与盖板焊接处。
2)履带框架变形。裂纹扩展,框架整体变形严重。
3)销孔不均匀磨损严重。履带板销孔在水平和垂直方向均不同程度磨损,尤其是在靠近横梁部位。
以上走行履带装置存在的严重损伤,已多次引起施工晚点,严重影响施工安全,必须予以检修。经中国铁路总公司组织行业专家论证,决定采用厂段结合的组织模式,由上海大机运用检修段联合国内专业厂家自行修理。这样既能保证维修进度和质量,又可节省维修费用。
虽然前后梁及芯轴非常重要,但经分析这些问题解决起来相对简单,不是本次维修的难点。本文重点探讨履带框架中重要部件工字型履带框架的维修工艺及实施。
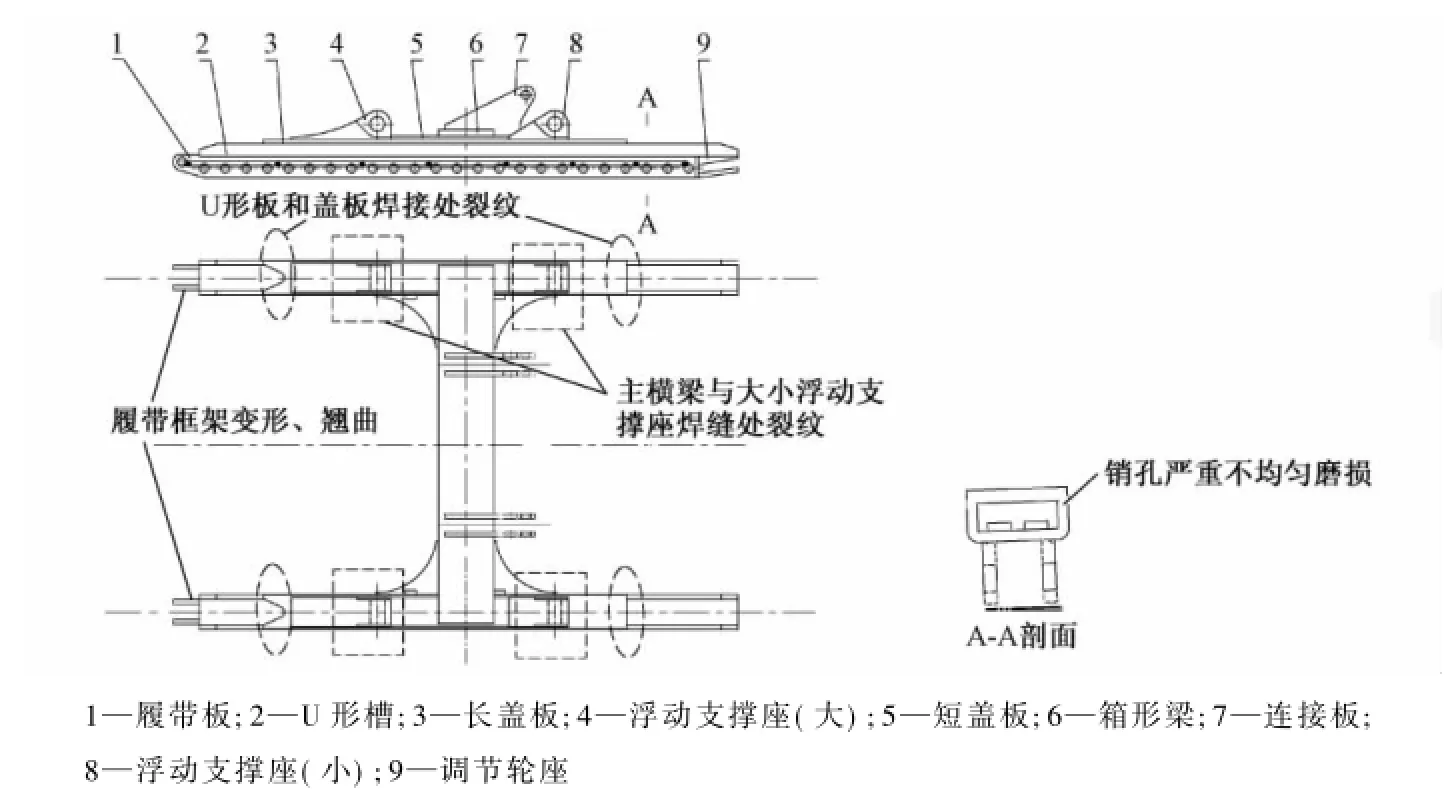
图2 工字型履带框架结构
2 工字型履带框架原设计技术参数分析
由于缺少原设计技术资料,修理工作困难很大。课题组对工字型履带框架结构件进行了材料性能分析、三维立体检测和力学强度分析计算,并研究制订维修工艺。
2.1工字型履带框架简介
工字型履带框架通过较长的履带将车体荷载均匀传递到多根轨枕上,有利于整车的稳定。其主横梁采用150 mm×250 mm×15 mm箱形梁结构,有较大的惯性矩,自身稳定性较好。履带板单边焊接在U形槽上,焊缝长而直,其销孔上安装有支重轮及销轴,底部直接与履带接触,故要求板材焊接性能好,强度、硬度高,耐磨性好。大小浮动支撑座通过销轴与滑动支腿相连,连接板通过销轴与支腿油缸活塞杆相连。
2.2 工字型履带框架材质分析
为了准确地获取履带框架的各项性能,在框架不同部位取样分析履带框架材质的化学成分,结果如表1所示。
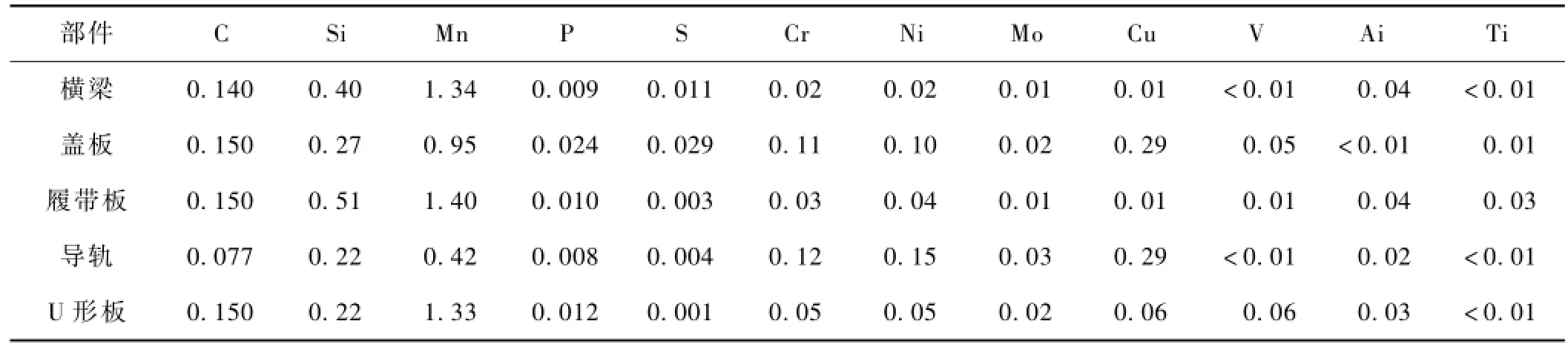
表1 履带框架材质化学成分%
金相分析表明,框架关键部位——履带板处为板条状低碳马氏体,框架基体均为低合金高强度结构钢Q345,材料符合GB/T 1591—2008要求。履带板为淬火态,阶梯硬度为42~45 HRC(沿板底部到上部焊缝处),其余板件为调质态,硬度为150~200 HBW。
2.3 履带板销孔尺寸
用德国进口的三坐标检测机对履带销孔进行了2次三维立体测量。测量结果表明,履带板销孔在水平和垂直方向均有不同程度的磨损现象,靠近横梁部位磨损1.0~1.4 mm。以销孔φ40为基准,分别列出履带板销孔磨损量极限值表,见表2。
通过精密检测发现,履带销孔轴线与水平方向成一小角度,经研究确认这一小角度对履带正常运转极为重要,因此维修后应满足这一技术要求。
2.4 工字型履带框架力学强度分析
利用ANSYS对履带框架进行有限元分析。履带板孔与销轴的连接为过盈配合,在实际受力时只有孔下表面承受载荷。若将履带板孔与销轴整体建模刚性耦合,不能准确模拟出此处受力特点。因此,为简化模型,同时保证计算精度,所有销轴采用Beam 188单元模拟,与履带板孔内侧节点分别通过一圈Link180单元(承受压力而不能承受拉力的非线性单元)连接,用于模拟铰接形式,传递径向力(如图3所示)。同时,单个履带框架承受的垂直荷载达到800 kN,因为工作时轨枕处地面会产生变形,对整车受力和应变会产生影响,因此对轨枕接触面的模拟也十分必要,通过Link180单元受力后的压缩变形模拟轨枕处地面的下陷。
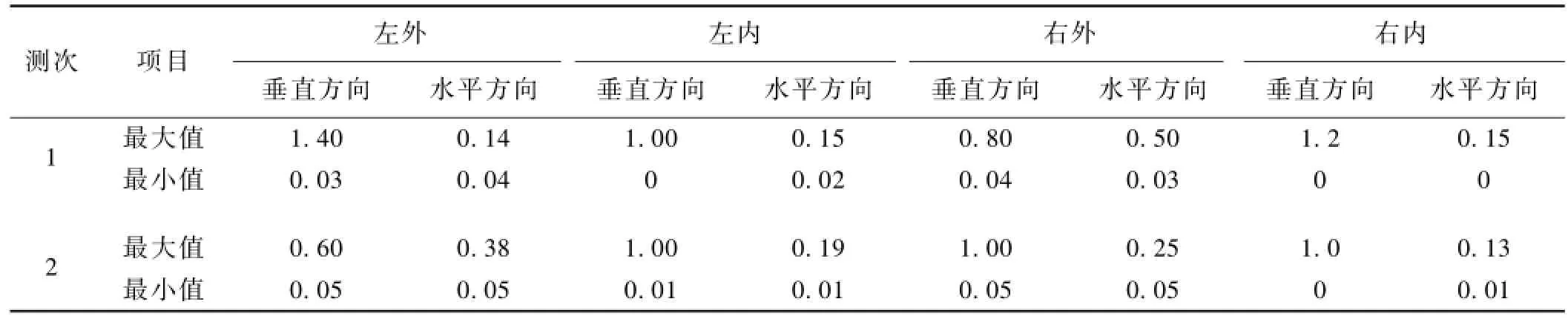
表2 履带板销孔磨损量极限值mm
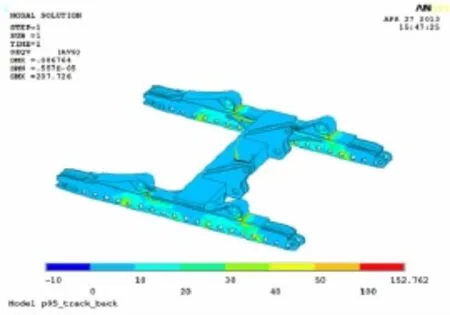
图3 履带框架应力云图(单位:MPa)
3 修复方法研究与实施
工字型履带框架裂纹、变形的维修相对简单,最大的难点是履带板上销孔(成直线排列,共25个)磨损的维修。
3.1 工字型履带框架裂纹修复
针对工字型履带框架裂纹问题,在分析成分、焊接、热处理和机加工工艺基础上,对特殊材料加工和长直焊缝焊后硬度处理等问题进行了深入研究。
在强度方面,通过有限元分析结合实际加载情况发现危险位置为滑动支腿座与盖板的焊接部位及箱形梁与盖板的焊接部位,与实际出现裂纹情况相符。维修模式不会改变应力最大部位,因此,在上述危险位置采用堆叠焊接和加强筋板的方式可解决强度不足问题。3.2工字型履带框架整体变形的修复
三坐标检测结果显示,由于长期非对称载荷作用和施工现场的焊补导致履带框架两端翘曲严重。焊补过程中采用小电流、多层次控制并采用专用夹具,利用火焰矫形后风冷的方式来解决框架变形问题。
3.3 履带销孔修复
3.3.1 履带销孔修复方案
针对履带板上销孔磨损情况,三坐标测量表明,销孔外径变大,并且由于轨底角的缘故,销孔中心线与水平方向存在一个夹角,经长期作业各个销孔角度也存在不同程度变化。可采用以下两种维修方法。
1)先对销孔进行焊补处理,然后机加工到规定尺寸。优点:孔的加工余量有所保证,标准复合衬套易于购买。缺点:由于孔径限制,需要手工焊补,周期较长,热变形不易控制,对履带板的硬度有影响。
2)对销孔进行扩孔处理,配做销轴和滚轮,订制非标衬套。优点:机加工无热影响,能保证履带板现有机械性能,加工周期较短。缺点:由于销孔磨损程度不一,需分级配做销轴,订制国外非标衬套周期长。
3.3.2 修复方案的比较分析
为了检验方案1中焊接作业对履带板硬度的影响程度,根据表1的实验报告,选择与履带板材质相近的Hardox450进行焊接试验,其材料性能如表3和表4所示。

表3 Hardox450材料性能
通过原型焊接试验对比研究两种方案的可行性。在尺寸为100 mm×100 mm×20 mm的Hardox450板材中心钻φ40孔,预热150℃后,采用YM-80焊丝焊补一圈,待温度降低到100℃后,再焊补一圈,最后镗孔至φ40,铣亮表面。对焊接过渡处硬度进行检测发现从孔边缘到板边缘硬度依次降低(25~21 HRC),均小于材料本身的硬度(45 HRC)。这说明焊接热应力会降低履带板材料的硬度。机加工完后附着在销孔表面的只是熔合区的一层,而熔合区的微观组织力学性能极不稳定,是冷热裂纹的发源地,其强度和硬度均不符合履带框架的运行工况,会带来安全隐患,因此采用方案2。
3.3.3 销孔修复方案的确定
履带框架销轴孔数量多且加工要求高,传统的零件维修过程繁琐、复杂或者无法修复。为保证精度,引入逆向技术中的表面数据采集技术,通过三坐标检测机测量各个销轴孔的实际磨损状态,采用不同方法,结合加工工艺对失效销孔进行修复。销孔修复总体方案见图4。
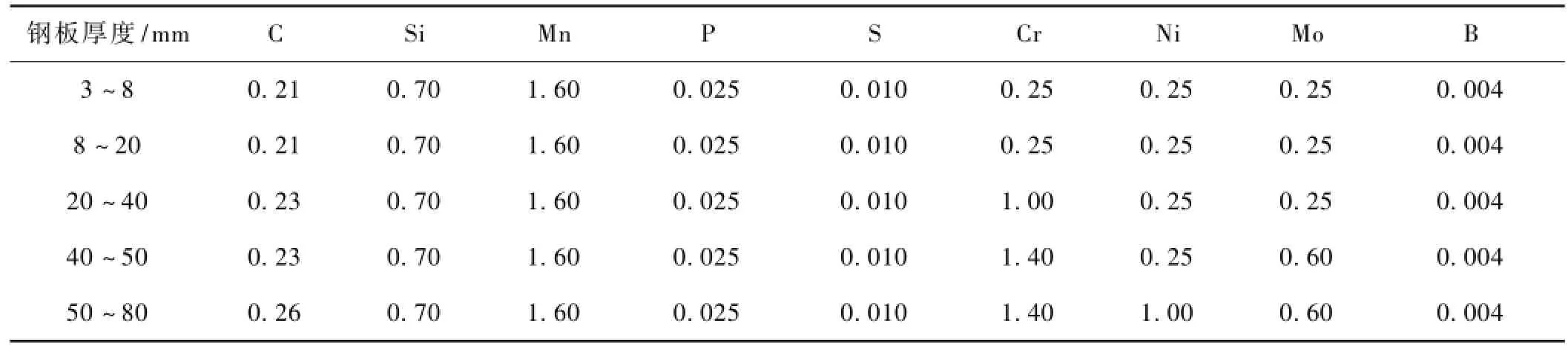
表4 Hardox450化学成分%

图4 销孔修复总体方案
根据磨损程度和角度偏斜情况,使用状态良好的销孔,结合采购的SF-2型非标复合衬套规格,确定其扩孔尺寸为从维修角度来讲,内外孔磨损的程度不一致,一个销轴的两孔采用一次性加工,磨损或偏斜严重的销孔,尺寸放到φ42-0.04单独加工,而相对应地,销轴也采用阶梯轴的办法与之相配合,这样解决了多个复杂变形销孔的修复。同时,根据扩孔后的销轴尺寸,采用逆向技术,抽取数据结构、体系结构等信息进行三维立体数据分析,销轴与销孔的尺寸参数满足材料强度要求,从理论上证明了选择扩孔方案是正确的。通过这种维修工艺很好解决了“销孔要保证在同一基准线的误差范围内;两侧销孔要保证同轴度为0.03 mm”的技术难题。
4 维修效果
1)经过修理,走行履带装置各部件损伤的情况已经消除,完全满足原设计的尺寸和精度要求。
2)履带框架经过各安装工序组装以后,各部件运动自如,没有存在卡滞现象。
3)验证表明维修后的履带装置满足“直线切入—直线切出”、“直线切入—曲线切出”、“曲线切入—直线切出”等多种作业工况,在更换54 155根轨枕、131个曲线的施工过程中,没有出现由于机械故障而影响施工的情况,彻底解决了走行履带存在的安全隐患。
5 结语
P95大修列车走行履带装置修复过程中,采用了理论分析、比较分析法和相应试验,对多种维修方案加以比选,确定了修复方案,并取得良好的修理效果。P95大列重新上道一年多来,经受了各种复杂施工作业的考验,证明修复后走行履带装置保持了原设计的技术性能要求,验证了维修思路和修复方案的正确性,为今后同类装置的维修提供了宝贵经验。
[1]杨红旗.工程机械履带——地面附着力矩理论基础[M].北京:机械工业出版社,1990.
[2]邱仕辉,刘克明.P95大修列车更换大瑶山隧道宽枕板施工技术[J].铁道建筑,2009(11):82-86.
[3]郑中立.我国铁路大型养路机械发展回顾[J].铁道建筑,2004(7):3-5.
[4]尹利斌,任忠平,周立平.履带框架的外载荷及边界条件[J].一重技术,2001(3):20-22.
[5]陈增法,赵会生.液压挖掘机大小臂销孔的修复[J].浙江水利科技,2010(3):69-70.
[6]何淼.基于逆向工程技术的汽车磨损零件原形反求[D].西安:长安大学,2011.
[7]成思源.逆向工程技术综合实践[M].北京:电子工业出版社,2010.
(责任审编李付军)
U216.67
A
10.3969/j.issn.1003-1995.2015.02.34
1003-1995(2015)02-0122-04
2014-09-04;
2014-10-16
夏春华(1963—),男,浙江绍兴人,高级工程师。